1.本发明涉及一种用于从单独的镶板开始生产装配式家具(也称为橱柜)或诸如抽屉的家具装配式部件的工业设备或装置。本发明还涉及一种用于生产装配式橱柜的方法。
背景技术:
2.众所周知的用于大批量生产装配式家具的工业设备由一条或多条独立的生产线组成,在这些生产线上执行各种加工操作(钻孔、铣削
……
和装配操作)。每条生产线的特点是一系列装载间隔区、卷扬托盘,从卷扬托盘拾取镶板,然后以顺序方式单独加工。当镶板通过时,它们会停在各个工作工位,在那里它们被处理和/或预装配;参见例如de102007040386a1、de102007035743a1或de102006036193a1。组成橱柜的镶板的最终装配发生在被手动送入最后的工件的工位中的生产线的末端(所谓的“瓶颈”)处。
3.不仅朝向生产线和在生产线上操作镶板既费力又费时,而且放在生产线上的镶板要被操作多次,至少在每个工位都要操作。这会导致许多公差错误和过长的生产周期,生产周期尤其会受到瓶颈中最终手动装配的影响。此外,为了处理所有尺寸的镶板,输送机的定尺受到限制,以确保最小零件通过。
4.用于支承和操作镶板的输送机是可移动的并适应进料的宽度:它们在操作宽度小的工件时非常靠近,而在宽度大的工件的情况下移开。对于大工件,这会导致整个表面的支承不足,并在某些加工操作(例如内部钻孔)期间开始弯曲,从而在加工执行中带来时间和质量方面的关键问题。
5.为了保证高生产能力,传统生产线构造成处理类似的产品系列。在家具的情况下,有专用于实现壁单元而不是底座或立柱的生产线,于是需要通过移动来自几条不同生产线的橱柜并将它们运送到共同的卸货区来重新组合订单。
6.生产线之间没有互连,生产线本身的性质(专门用于处理有限的产品系列)以及管理待处理镶板的尺寸可变性方面的局限(操作和处理之间的折衷)构成了传统设备的局限之一。
技术实现要素:
7.本发明的主要目的是改进现有技术。
8.本发明的另一个目的是实现一种改进的工业设备,用于从单独的镶板开始生产家具的装配工件或家具的装配部件,该装配部件例如是抽屉。
9.这些和其他目的是通过在所附权利要求中阐述的内容实现的;有利的技术特征在从属权利要求中限定。
10.本发明的一个方面是一种家具的生产方法,该家具通过镶板组的生产线内装配而构成,该镶板组可连结在一起以形成界定隔间的(家具或橱柜的)壳体,
11.该镶板组包括顶镶板、底镶板、后镶板和两个侧镶板以及可选的中间搁板和/或直线型导轨和/或加强条,
12.该方法包括以下步骤:
[0013]-从仓库拾取分成n个镶板子组的所述镶板组,n》=2,
[0014]-将所述n个镶板子组分别传送到串联工作的n个工位,
[0015]-在每个第n个工位—例如同时—装载镶板子组,并且优选地在那里加工它们;
[0016]-将所述镶板从第n个工位传送到第n个工位的下一个工位,以优选地进行另一次加工操作,
[0017]-将所述镶板组的所有镶板从所述n个工位中的最后一个工位传送到装配工位并在那里装配它们,以获得所述壳体或橱柜。
[0018]
本发明的另一个方面是一种用于通过在生产线内装配上述镶板组来生产家具的工业设备,其包括或由以下组成:
[0019]-容纳镶板组的仓库,
[0020]-n个工位,n》=2,其串联工作并且被配置为:
[0021]
(i)从生产线—例如同时—接收镶板子组,然后将它们传递到下一个工位,并且优选地
[0022]
(ii)加工镶板子组;
[0023]-用于将顶镶板从仓库运送到n个工位之一的生产线,
[0024]-用于将底镶板从仓库运送到n个工位之一的生产线,
[0025]-用于将后镶板从仓库运送到n个工位之一的生产线,
[0026]-用于将两个侧镶板从仓库运送到n个工位之一的生产线,
[0027]-多个机械手和/或输送机,用于从生产线上拾取镶板并将其传送到n个工位中的指定工位;
[0028]-n个工位下游的装配工位,其被配置为从n个工位中的最后一个工位(n个工位的链/级联末端的工位)接收所有镶板组并装配它们以获得壳体或橱柜。
[0029]
上述设备和方法提供了自动进行装配的优点,即无需人工干预,并且减少了时间。当n个工位之一已经装载了一个或更多个镶板时,它们被逐渐“添加”到该工位上已经存在的镶板上,以逐渐组成要装配的完整橱柜。也就是说,第n个工位中装载的镶板相对于第n个工位(第一个工位除外,它没有镶板)中已经存在的镶板进行布置。形成要装配的完整家具(或家具的一部分)的所有镶板通过n个工位逐步添加,并且随着n个工位被装载而沿n个工位逐步累积和“累加”在一起。因此,形成家具或其一部分所需的所有镶板都到达n个工位的末端,然后被传送到最终装配工位,最终装配工位将它们连结在一起以形成完整的装配好/安装好的家具或其一部分。
[0030]
另一个优点是,n个工位被组合成一个(或更多个)自动工件传送机,其在单个生产单元中结合了多个单独机器的功能,从而统一了装载操作和传送机构。
[0031]
所有工位优选地同时处理不同的部件,并且只要完成所有部分加工,就同时将工件从一个工位传送到另一个工位(同步传送系统)。
[0032]
优选地,只要部件已经通过所有工位并且已经对其进行了所有必要的加工,部件就准备好从机器上进行卸载。
[0033]
优选地,通过可以是旋转的或线性的并且固定在支承结构中的系统(夹具)在工位之间移动部件,所述支承结构可以是固定的或可移动的。
[0034]
待加工的新部件的装载和成品部件的卸载优选地在工位正在加工机器上已有的部件时完成,因此它们是抽空完成的。
[0035]
由于优选地同时为n个工位供给它们各自的镶板,因此第n个工位各自都始终在运行并且没有循环时间的损失。进料线的速度也更高,因为进料线可以向随时准备好接收指定镶板的下游工位进料。
[0036]
该设备和方法总是具有巨大的优势,即,家具的结构越复杂,设备的效率就越高。例如,如果家具要用平行于底镶板并由两个侧镶板支承的中间搁板或悬臂架形成,那么实际上该设备不会因为家具的复杂性而减慢速度。只需要每个第n个工位装载更多的镶板,这是可能的,因为在第n个工位装载的部件和相关的装载操作不会妨碍在其他n-1个工位装配后续部件。
[0037]
以下是该方法的优选变型。
[0038]
在一个变型中,从n个工位中的最后一个工位接收该镶板组的所有镶板并装配以获得壳体或橱柜。在一个不同的变型中,
[0039]-从n个工位中的最后一个工位接收镶板子组,
[0040]-从一条生产线接收该镶板组的缺失镶板,并且
[0041]-装配所有接收到的镶板以生产完整的橱柜。
[0042]
优选地,n个工位中的全部或部分工位呈圆形布置(在圆周上),并且镶板子组通过穿过圆周的一段圆弧从n个工位之一传送到在角向上相邻的工位。
[0043]
具体地,形成完整家具的镶板的装配发生在所述圆周上的一点处。
[0044]
在一个优选的变型中,n个工位分布在两个(或更多个)不同的圆周上以形成两个或更多个圆形工位系列,并且将(由镶板子组构成的)半成品从第一个圆形工位系列中的最后一个工位传送到第二个圆形工位系列中的一个工位(例如第一个工位,但不一定)。
[0045]
在一个优选的变型中,家具的侧工件的处理和准备和/或预装配发生在第一个圆形工位系列中。特别地,在属于第一个圆形工位系列的一个或每个工位中:
[0046]
a.对侧镶板进行钻孔,和/或
[0047]
b.对侧镶板进行铣削,和/或
[0048]
c.将抽屉导轨安装在侧镶板上,和/或
[0049]
d.将加强条安装在侧镶板上,和/或
[0050]
e.将销或螺柱安装在侧镶板上,和/或
[0051]
f.将五金件安装在侧镶板上。
[0052]
一般而言,在每个工位,加工是在镶板或镶板子组上进行的。优选地,上述步骤a-f中的每一个分别在工位序列的单个工位处发生。
[0053]
在一个优选的变型中,将家具的被加工侧从第一个圆形工位系列中的最后一个工位传送到第二个圆形工位系列中的一个工位(例如第一个工位,但不一定)。特别是,在第二个圆形工位系列中:
[0054]-在一个工位中接收顶镶板和底镶板,
[0055]-在一个(可选)工位中接收导轨或加强条,
[0056]-在一个工位中从第一个圆形工位系列中的最后一个工位接收两个加工好的左右侧镶板,
[0057]-在一个工位接收后镶板(这里优选地将背板钉钉固定,并对后镶板钻孔以安装支脚或插口);和
[0058]-在一个工位卸载装配好的家具。
[0059]
优选地,在装配好完整的家具之后,加工底镶板的使用中的底面,例如以获得用于支脚或插座的座。
[0060]
以下是该设备的优选变型。
[0061]
在一个变型中,装配工位配置为从n个工位中的最后一个工位接收该镶板组的所有镶板并且装配它们以获得壳体或橱柜。
[0062]
在一个不同的变型中,装配工位被配置为:
[0063]-从n个工位中的最后一个工位接收镶板子组,并且
[0064]-从生产线接收该镶板组的缺失镶板,并且
[0065]-装配所有接收到的镶板以生产完整的橱柜。
[0066]
无论使用哪种变型,该设备都具有巨大的优势,即,家具的结构越复杂,该设备的效率就越高。例如,如果家具要用平行于底镶板并由两个侧镶板支承的中间搁板或悬臂面形成,那么实际上该设备不会因家具的复杂性大而减慢速度。只需要每个第n个工位装载更多的镶板,这是可能的,因为在第n个工位装载的工件和相关的装载操作不会妨碍在其他n-1个工位装配后续工件。
[0067]
优选地,n个工位围绕旋转构件呈圆形布置,该旋转构件包括围绕其旋转轴线极对称布置的n个镶板夹持构件。该旋转构件配置为利用每个夹持构件从n个工位之一接收镶板子组并通过周角一小部分的旋转将其传送到在角向上相邻的镶板。在旋转构件转动一整圈后,其夹持区域中的每一个都到达每个第n个工位以将所有镶板收集在一起并从工位拾取每个镶板子组并将其传送到圆形序列中的下一个工位。
[0068]
一旦完全运行,转台的每一步优选地对应于坯料的装载和加工完成的部件的卸载。
[0069]
具体地,装配工位为围绕旋转构件呈圆形布置的工位之一。
[0070]
对于需要许多加工步骤的镶板的家具,在同一圆周上使用大量n个工位是不可能或不方便的。优选将n个加工工位分布在两个(或更多)不同的圆周上,以形成不同的圆形工位系列。每个圆形系列与相应的旋转构件同心,该旋转构件包括例如围绕旋转构件的旋转轴线极对称布置的n/2个镶板夹持构件。旋转构件如上所述构成。
[0071]
在n个工位分布在例如k个圆周上(k》=2)的情况下,圆形工位系列中的最后一个工位输出半成品,机械手或输送机将其传送到下一个圆形工位系列中的第一个工位,等等。
[0072]
换句话说,对于优选情况k=2,第一组工位的序列产生半成品,该半成品供给第二组工位的输入端。
[0073]
家具的侧镶板通常需要配备有抽屉滑轨、加强条、钻孔、销钉等。于是,对于某些家具,它们需要复杂和/或耗时的加工。为了解决此问题,方便的是,第一个圆形工位系列专用于加工和准备和/或预装配家具的侧面。
[0074]
特别地,属于第一个圆形工位系列的一个或每个工位包括以下装置:
[0075]-用于对侧镶板进行钻孔的装置,和/或
[0076]-用于铣削侧镶板的装置,和/或
[0077]-用于将抽屉导轨安装在侧镶板上的装置,和/或
[0078]-用于将加强条安装在侧镶板上的装置,和/或
[0079]-用于将销或销钉安装在侧镶板上的装置,和/或
[0080]-用于将五金件安装在侧镶板上的装置。
[0081]
具体地,在第二个圆形工位系列中:
[0082]-一个工位包括用于接收顶镶板和底镶板的装置,
[0083]-一个工位包括用于接收导轨或加强条的装置,
[0084]-一个工位包括用于从第一个圆形工位系列中的最后一个工位接收左右两个加工好的侧镶板的装置,
[0085]-一个工位包括用于接收后镶板的装置(并且优选地包括用于将后镶板钉钉并在后镶板中钻孔以用于安装支脚或插座的装置);并且
[0086]-工位包括用于卸载装配好的家具工件的装置。
[0087]
优选地,该设备仅包括两个圆形工位系列,即,第一和第二系列。
[0088]
优选地,在装配工位的下游,或在装配工位的内部,该设备包括配置成加工底镶板的使用中的下表面的装置,例如以获得用于支脚或插座的座。下表面在家具全部装配好后进行加工,因此节省了循环时间和镶板操纵。
[0089]
本发明的另一个方面涉及一种用于生产构成厨房的家具或家具的部件如抽屉的工业设备,该工业设备包括:
[0090]-两个或更多个布置成并行工作的如以上限定的设备,
[0091]-交货仓库,该交货仓库用于:
[0092]
同时接收由两个或更多个设备生产的家具或家具部件,以及
[0093]
将它们组合在一起以形成所需厨房的构件。
[0094]-操作线,用于将由两个或更多个设备中的每一个生产的家具或家具部件传送到交货仓库。
[0095]
优选地,容纳有用于两个或更多个设备的镶板组的仓库由两个或更多个设备所共用和共享。
[0096]
为了改进该设备,优选地与两个或更多个设备平行放置用于通过组合孤立的镶板来装配抽屉的设备。用于装配抽屉的设备可以具有朝向交货仓库的抽屉输出线或者朝向每个所述操作线的两条或更多条输出线。在每条所述操作线上,例如有机械手和/或机器人和/或工作人员从抽屉输出线拾取抽屉并将其插入到达操作线上的家具或橱柜中。
[0097]
该抽屉制作方法和/或设备具有自身的优点,解决了通过装配镶板高效复制抽屉的问题。用于抽屉的方法和/或设备可以单独实施,而无需合并到家具设备中。
[0098]
一种用于生产抽屉的方法设想通过镶板组的生产线内装配来形成抽屉,这些镶板可连结在一起形成围出抽屉隔间的橱柜壳体,该镶板组包括底镶板、后镶板、两个侧镶板、前镶板和可选的直线型导轨和/或加强条。
[0099]
该方法包括以下步骤。
[0100]
从仓库取出用于抽屉的所述镶板组并分成n个用于抽屉的镶板子组,n》=2,然后,
[0101]
将n个镶板子组分别传送到串联工作的n个工位,
[0102]
例如同时地在每个第n个工位装载用于抽屉的镶板子组,并且优选地在那里对它
们进行加工;
[0103]
将用于抽屉的镶板从第n个工位传送到第n个工位的下一个工位,以优选地进行另一次加工,
[0104]
将该镶板组的所有用于抽屉的镶板从n个工位中的最后一个工位传送到装配工位,并在那里装配它们以获得抽屉。
[0105]
本发明的另一个方面是一种用于生产抽屉的工业设备,该抽屉通过上述抽屉镶板组的生产线内装配构成,该工业设备包括:
[0106]-容纳有用于抽屉的镶板组的仓库,
[0107]-n个工位,n》=2,其串联工作并且配置为:(i)从一条生产线例如同时接收用于抽屉的镶板子组,然后将它们传送到下一个工位,并且优选地(ii)加工用于抽屉的镶板子组;
[0108]-用于将抽屉的前镶板从仓库运送到n个工位之一的生产线,
[0109]-用于将抽屉的底镶板从仓库运送到n个工位之一的生产线,
[0110]-用于将抽屉的后镶板从仓库运送到n个工位之一的生产线,
[0111]-用于将抽屉的两个侧镶板从仓库运送到n个工位之一的生产线,
[0112]-用于从一条生产线拾取抽屉镶板并将其传送到n个工位中的指定工位的多个机械手和/或输送机;
[0113]-位于n个工位下游的装配工位,其配置为从n个工位中的最后一个工位(n个工位的链/级联末端的工位)接收该抽屉镶板组的抽屉镶板,并装配它们以获得组合抽屉。
[0114]
用于抽屉的设备和方法与用于橱柜的设备和方法类似,并提供已经描述的用于家具装配的优点。
[0115]
在一个变型中,从n个工位中的最后一个工位接收该抽屉镶板组的所有抽屉镶板,并且装配它们以获得抽屉。在一个不同的变型中,
[0116]-从n个工位中的最后一个工位接收抽屉镶板的抽屉镶板子组,
[0117]-从一条生产线上接收该抽屉镶板组的缺失抽屉镶板,并且
[0118]-装配所有接收到的抽屉镶板以生产完整的抽屉。
[0119]
在用于抽屉的方法和设备中限定的n个工位共享上面针对用于橱柜的设备限定的变型,特别是在一个或多个圆形工位系列上的分布。
[0120]
在一个优选的变型中,抽屉前镶板的加工和准备和/或预装配发生在第一个圆形工位系列中。特别地,第一个圆形系列包括以下工位或由以下工位组成:
[0121]-配置用于接收抽屉前镶板的工位,
[0122]-后续工位,其配置用于在抽屉前镶板中钻孔,例如,以产生用于安装纵向加强杆和/或插入钩的孔,和
[0123]-后续工位,其配置为在抽屉前镶板中钻孔,以产生用于安装加强板和/或用于装配在框架上的附件和/或用于将前镶板插入到抽屉上的附件的孔,和
[0124]-配置为用于卸载加工好的抽屉前镶板的后续工位。
[0125]
在一个优选的变型中,将加工好的抽屉前镶板从第一个圆形工位系列中的最后一个工位传送到第二个圆形工位系列中的第一个工位。或者,将加工好的抽屉前镶板从第一个圆形工位系列中的最后一个工位传送到最终装配线,并且第二个圆形工位系列中的最后一个工位将装配好的抽屉框架传送到同一最终装配线。
[0126]
抽屉框架由底镶板、后镶板和两个侧镶板装配而成。
[0127]
具体而言,第二个圆形工位系列包括以下工位或由以下工位组成:
[0128]-配置用于装载和放置抽屉后镶板的工位,
[0129]-配置用于装载和放置抽屉右侧镶板的后续工位,
[0130]-配置用于装载和放置抽屉右侧镶板的后续工位,
[0131]-配置用于装载和放置抽屉底镶板的后续工位,
[0132]-配置用于联接在前面的工位中装载的构件以生成装配好的抽屉框架的后续工位,
[0133]-配置用于将预先装配好的框架传送到最终联接线的后续工位。
[0134]
抽屉前镶板通常必须在框架上配设孔、销钉或钩,这需要复杂和/或耗时的加工。为了解决此问题,方便的是,第一个圆形工位系列专用于抽屉前镶板的加工和准备和/或预装配。
[0135]
特别地,属于第一个圆形工位系列的一个或每个工位包括:
[0136]-用于接收前镶板的装置,
[0137]-用于在前镶板中钻孔例如以产生用于安装纵向加强杆和/或插入钩的孔的装置,和
[0138]-用于在前镶板中钻孔以产生孔的装置,在这些孔中要安装加强板和/或要安装用于在框架上装配的钩和/或插入用于将前镶板插入抽屉的附件,和
[0139]-用于卸载加工好的前镶板的装置。
[0140]
优选地,用于抽屉的设备仅包括两个圆形工位系列,即,第一和第二系列。
[0141]
优选地,镶板是木镶板和/或平坦的。
附图说明
[0142]
进一步的优点将从以下描述中变得清楚,以下涉及设备的优选实施例的一个示例,其中:
[0143]
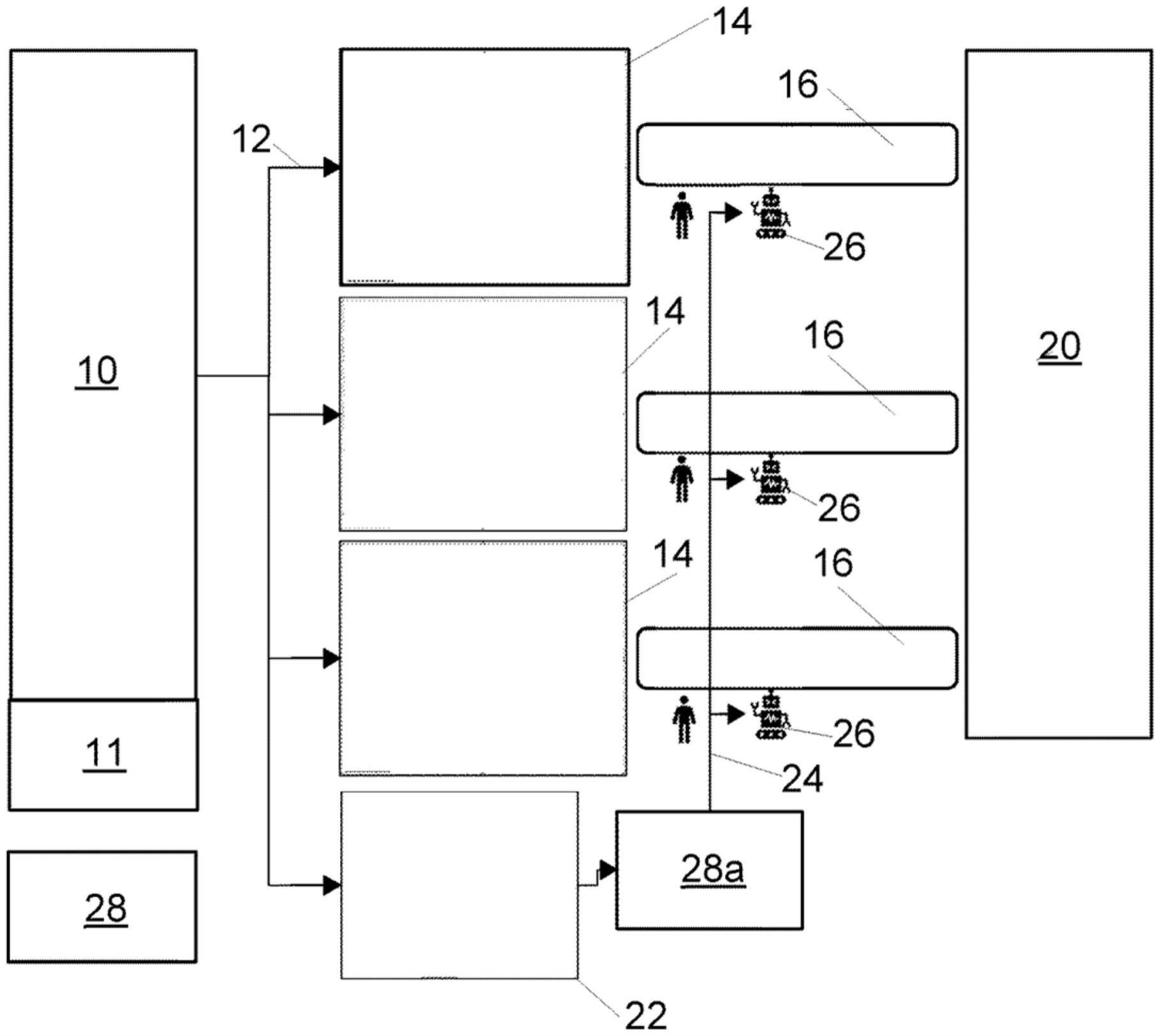
图1示出了工业设备的简图,
[0144]
图2示出了用于生产家具的工业设备的简图,
[0145]
图3示出了用于生产家具抽屉的工业设备的简图。
[0146]
图中相同的标号表示相同或基本相同的部件。为避免图纸拥挤,有时相同的元件没有编号。箭头表示材料的运动方向。
具体实施方式
[0147]
图1的设备包括三个相同的设备14,它们布置成并行工作并且由容纳有镶板以形成橱柜的公共仓库10和容纳有待安装在家具上的五金件或配件的公共仓库11供料。
[0148]
镶板经由进料线12到达设备14,并在其中进行处理以在输出端生成装配好的成品家具,从每个设备14拾取该成品家具并经由专用操作线16运送到公共交货仓库20。
[0149]
交货仓库20构造成同时接收由这些设备14生产的家具,并根据程序将它们分组以组成所需的厨房。
[0150]
为了提高设备的效率,设备22优选地与设备14平行安装,以通过组合例如从仓库
10中取出的单独镶板来装配抽屉。仓库28容纳有待装配在抽屉上的五金件或配件,并为设备22供料。设备22将生产的抽屉存储在(可选的)过渡仓库28a中,抽屉输出线24将它们从该过渡仓库运送到操作线16,使得位于每条操作线16旁边的机械手26可以从抽屉输出线24拾取抽屉并将其插入已到达操作线16上的橱柜或家具中。这样,已有抽屉的家具例如通过用于将抽屉自动插入到装配好的家具或橱柜上的机器人单元到达交货仓库20。一条或每条操作线16也可配备成由一名或多名操作人员介入以完成装配操作。
[0151]
图2更详细地示出了设备14。
[0152]
在图示的示例中,设备14设计成生产通过装配镶板组而构成的家具,这些镶板可连结在一起以形成例如界定隔间的橱柜壳体。在图示的示例中,该镶板组包括例如顶镶板、后镶板、底镶板、两个侧镶板,并且优选地包括:
[0153]
加强条(特别适用于后镶板)和/或
[0154]
直线型导轨和/或
[0155]
水平搁板和/或
[0156]
铰链和/或
[0157]
翻板机构。
[0158]
各种材料取自仓库10并布置在不同的装载间隔区(bay)上以到达加工中心。
[0159]
参考图2,仓库10通过托盘供给:
[0160]
用于顶镶板的仓库间隔区30,
[0161]
用于底镶板的仓库间隔区32,
[0162]
用于加强条和/或直线型导轨的仓库间隔区34,
[0163]
用于右侧镶板的仓库间隔区36,
[0164]
用于左侧镶板的仓库间隔区38,和
[0165]
用于后镶板的仓库间隔区40。
[0166]
为了到达示例中的间隔区30、32、34、36、38、40,镶板以均匀堆叠的形式存放并通过手推车移动,并且用于自动装配所需的五金件(抽屉导轨、间隔件等)放置在可堆叠的容器内并放置在托盘上。例如用于装载材料的一系列穿梭车和/或一系列辊式输送机从仓库10离开。
[0167]
借助于机械手或机器人42,间隔区30、32、34、36、38、40上的材料被运送到进料线上,以供给串联工作的两个加工中心52、60,即,加工中心52的输出端是加工中心60的输入端。
[0168]
特别地,加工中心52(60)包括可绕竖直轴线旋转的中央工作台52t(60t),其通过旋转可以在围绕工作台52t(60t)同轴地呈圆形布置的多个工作工位54(62)之间移动待加工的工件。
[0169]
特别地,加工中心52仅处理侧镶板,并接收作为输入材料的用于右侧的侧镶板和用于左侧的镶板以及诸如铰链板、固定钩、篮子或抽屉滑轨和吊门的各种配件。
[0170]
在各个工位54中,一些工位用不同的参考标号表示:
[0171]
工位56从装载机48接收由间隔区36、38和机械手或机器人42供给的两个侧镶板,即,右侧镶板和左侧镶板,并且
[0172]
同一个工位56将左右两个加工好的侧镶板卸载到中心60的工位。
[0173]
装载机48例如由将右侧镶板和左侧镶板传送到装载/卸载机械手的摇臂式高架输送机形成。高架输送机优选将摇臂传送到(可选的)轮廓检查工位,每个摇臂都容纳有属于同一橱柜或家具的左右两侧镶板。在此位置,进行左右侧镶板轮廓检查,以根据所需顺序评估材料装载的正确性。如果顺序不正确,材料会跳过装载/卸载机械手而返回到拟人机器人的装载区域并从生产线上卸载。成功通过轮廓检查的材料到达伸缩臂机械手58,该机械手同时从摇臂拾取左右侧镶板并将它们传送到加工中心52的装卸工位56。机械手58将加工好的侧镶板传送到输送机(未示出)以供给加工中心60的输入端。
[0174]
内部构件(例如门铰链)也到达加工中心52,供给其一些工位。每个工位都由一个配备了夹具并构造成拾取构件的拟人化机器人提供服务。
[0175]
工作台52t包括竖直支承件,其例如带有配备有吸盘并且特别是可绕竖直轴线旋转的夹具和/或臂,以接收两个侧镶板并在旋转和通过工位54期间将它们固定到其上,直到在工位56卸载。这样,不需要后续的定心,并且始终确保镶板支承的必要刚度,以抵消工位54、56处加工主轴的推力。
[0176]
具体而言,每个竖直支承件都配置用于同时接收并加工左右侧镶板。
[0177]
例如,加工中心52工位的加工操作依次为:
[0178]
工位56:左右侧镶板装卸;
[0179]
下一个工位54:左右侧镶板钻孔;
[0180]
下一个工位54:左右侧镶板钻孔;
[0181]
下一个工位54:左右侧镶板铣削;
[0182]
下一个工位54:铰链板安装和拧紧;
[0183]
下一个工位54:导轨安装和拧紧;
[0184]
下一个工位54:导轨安装和拧紧;
[0185]
工位56:翻板装配和拧紧。
[0186]
在工作台52t转动一圈后,镶板在它已通过所有工位54并进行所有必要的加工后从工位56被卸载,并到达中心60的工位68(见虚线箭头)。
[0187]
特别地,加工中心60负责加工除侧镶板之外的镶板,以及将各种镶板和构件装配在一起以形成家具。
[0188]
与中心52一样,中心60在该示例中由六个工位组成,每个工位执行关闭家具所需操作的一部分。每次完成所有部分加工后,工件会同时从一个工位传送到另一个工位。工件在已通过所有工位时从中心60被卸载。由于旋转柱60t的旋转,工件通过所有工位,该旋转柱配备有像柱52t一样的支承结构。
[0189]
在中间工位处理已经装载的工件时,装载新的待加工工件并卸载成品工件。离开中心60的材料是装配好的家具。
[0190]
具体而言,在中心60的输入端汇集了:
[0191]-顶镶板、底镶板和来自处理线的固定的加工搁板,
[0192]-加强条,
[0193]-由中心52加工的左右侧镶板,
[0194]-后镶板(例如经由高架输送机从仓库输送来的),
[0195]-保护条。
[0196]
在各工位中(在加工顺序的逆时针方向上):
[0197]
工位64从装载机44接收由间隔区30、32和机械手或机器人42供给的顶镶板和底镶板,
[0198]
工位66从装载机48接收从间隔区34和机械手或机器人42供给的导轨或加强条,
[0199]
工位68从中心52的工位56接收两个加工好的左右侧镶板,
[0200]
工位70从装载机50接收从间隔区40和机械手或机器人42供给的后镶板(例如,经由配备有摇臂的高架输送机从仓库输送来的);
[0201]
在工位72中,镶板被装配在一起以组成隔间,并且优选地,后镶板被钉钉并且底镶板被钻孔以用于安装支脚或插座;
[0202]
工位74卸载线16上装配好的家具。例如,在工位74处,在底镶板的外侧安装保护条。
[0203]
工作台60t包括支承件,其例如带有夹具和/或配备有吸盘的臂,用于接收来自中心60外部的镶板和配件并将它们固定到其上。当工作台旋转并通过工位64、66、68、70时,它从外部获取越来越多的镶板和/或家具配件,并在工位64、66、68、70处加工它们。
[0204]
在一个有利的变型中,顶镶板和底镶板在被送入中心60之前在一个工位(未示出)中被加工,例如钻孔和销钉插入。
[0205]
图3更详细地示出设备22。
[0206]
在图示的示例中,设备22设计成生产抽屉,该抽屉由镶板组的组件构成,这些镶板可连结在一起以形成界定存储隔间的橱柜壳体。该镶板组例如包括前镶板、底镶板、后镶板、两个侧镶板(左和右)以及安装在前镶板与后镶板之间的加强条和/或直线型导轨和/或加强杆(左和右)。
[0207]
在抽屉中,后镶板和两个侧镶板可由金属制成。
[0208]
从仓库28中取出各种材料并布置在不同的装载间隔区上以到达加工中心。
[0209]
仓库10经由托盘、用于前镶板的仓库间隔区80和用于底镶板的仓库间隔区82进料。
[0210]
通过机械手或机器人,间隔区80上的材料被输送到加工中心90,而间隔区82上的材料被输送到加工中心110。
[0211]
特别地,加工中心90(110)包括可绕竖直轴线旋转的中央工作台92t(112t),其通过旋转可以在围绕工作台92t(112t)呈圆形且同轴地布置的各个工位之间移动待加工的工件。
[0212]
工作台92t和/或112t被制成例如像工作台52t或62t一样。
[0213]
例如,中心80、110可串联工作,即,加工中心90的输出端是加工中心110的输入端。或者(如图3)中心80、110并行工作并且都供给最终联接线130,在最终联接线130,预装配的前镶板联接到预装配的框架。
[0214]
在联接线130上或其下游,还将预先定向的加强杆插入到一定比例的抽屉上。
[0215]
带有和不带有加强杆的抽屉然后被传送到用于将抽屉(通过拟人化机器人)自动插入家具内部的自动生产线。
[0216]
特别地,加工中心90仅加工前镶板。在其各个工位中,一些串联的工位用不同的参考标号表示:
[0217]
工位96接收前镶板,并且
[0218]
工位98在前镶板中钻孔,例如以产生用于安装纵向加强杆和/或插入钩的孔,以及
[0219]
工位100在前镶板中钻孔以产生用于安装加强板和/或用于装配在框架上的附件和/或用于将前镶板插入抽屉的附件的孔,并且
[0220]
工位102卸载加工好的前镶板。
[0221]
具体地,加工中心110负责将镶板装配在一起以生成装配好的抽屉框架。在各个工位(在该示例中为六个)中:
[0222]
工位140装载并放置抽屉的后镶板,
[0223]
工位142装载并放置右侧镶板,
[0224]
工位144装载并放置右侧镶板,
[0225]
工位146装载并放置底镶板,
[0226]
工位148联接由前面工位装载的构件以产生装配好的抽屉框架,
[0227]
工位150将预装配框架传送到最终联接线130。
[0228]
可以理解,中心110中的每个工位都由一条生产线供给,尽管为简单起见未图示。作为变型,每个工位90、110、52、60都可以:
[0229]-也具有例如在图3中用虚线示出的不同数量或类型的工位,和/或
[0230]-将以上针对两个或更多个工位描述的功能或加工集成到一个工位中,或者
[0231]-将以上针对一个工位描述的功能或加工分配给两个或更多个工位。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。