1.本发明涉及一种用于以无氧化的方式熔化粘合剂并制造粘合线的粘合线设备,一种用于连接工件的设备,一种用于以无氧化的方式制造粘合线的制造方法以及一种用于将工件、尤其是例如木条或胶合板条(furnierstreifen)的木材工件与粘合线连接的方法,其中不会由于粘合剂的氧化而产生问题。
背景技术:
2.从现有技术中在不同的设计方案中已知用于连接木材工件的机器。原则上,这种扁平的板条可以在它们的边缘处彼此粘结,例如从de 102016210552b3中已知的那样,或者在工件的后侧将所谓的胶线蜿蜒状地引导经过在两个彼此贴靠的工件之间的接合点,其中附加地还可以在接合边缘处提供粘合剂。所使用的胶线在此在准备阶段被制造并且借助相对昂贵的加热系统在施加之前被熔化,并在扁平的木材工件的顶侧或底侧被施加,以获得所谓的胶合毯(furnierteppich)等。在此,这种机器的一大缺点是用于熔化预制胶线的加热系统。这些加热系统在其结构尺寸以及其能量功率方面受到限制,由此工件的通过速度必须始终与胶线的熔融温度同步。还已知,将胶线引导穿过在其中存在熔融的粘合剂的开放池。该开放池会立即导致在表面处粘合剂的氧化,并且还在木材加工业中导致因木屑等造成的污染。此外,在开放熔融池中无法保证粘合剂的恒定的温度。因此通常以过高的温度进行工作,从而出现粘合剂的碳化,其在不利的条件下粘结机器或还更不利地被施加到胶合毯等。此外,us4042440b示出了一种用于连接胶合板条的设备和方法,其借助滴状的且整体地被施加在线处的粘合剂进行连接。
技术实现要素:
3.本发明的目的是提供一种用于制造粘合线的设备和方法以及用于用粘合线连接工件,尤其是扁平的、板条状的木材工件的设备和方法,该粘合线能够以简单的构造和容易的、低成本的可制造性以与工件的通过速度无关的方式实现工件的可靠连接。
4.通过具有权利要求1和9所述的特征的设备和具有权利要求12和16所述的特征的方法来实现该目的。从属权利要求分别示出了本发明的优选的改进方案。
5.根据本发明的具有权利要求1所述的特征的用于制造粘合线的粘合线设备具有下述优点,粘合线可以由原线制成,在该粘合线中氧气不会作用于粘合剂而不利地影响粘合剂的粘合能力。尤其地,由于在根据本发明的粘合线设备中能够以无氧化的方式制造粘合线,因此对于提前凝固的粘合剂而言也没有问题。由此也减少了粘合线设备的清洁花费。此外,可以能够实施为将粘合线设备无问题地整夜静置,并且可以在较长时间的静置之后无问题地重新启动粘合线设备,而不会产生粘结的粘合剂残渣的问题。
6.本发明的另一优点在于,粘合剂的大量蒸汽不会漏出而可能危害例如设备的使用者。此外,可以通过准确的调校以简单的方式实现粘合线的准确的尺寸。此外,粘合剂经受仅一次其熔融温度,并且在准确地保持熔融温度时以足够的量被保存。由此可以避免过热。
此外,尤其可以实现在加工时的粘合线的多种通过速度。
7.这根据本发明通过下述方式实现,即用于制造粘合线的粘合线设备具有用于供应无粘合剂的原线的供应装置和用于容纳和储藏粘合剂颗粒的粘合剂容器。还设置有主加热器,该主加热器布置在粘合剂容器的下部区域处。下部区域在此形成活化区,在该下部区域中粘合剂以无氧化的方式被熔化。在活化区之上是塑料颗粒的储藏区,其良好地保护熔化的粘合剂免受氧气的影响,这是因为只要设置有足够厚的粘合剂颗粒的层,在熔融的粘合剂之上堆积的粘合剂颗粒就会可靠地防止空气并且因此也防止氧气侵入至熔融的粘合剂。该设备还包括大致水平延伸的、封闭的贮藏器,其以第一端部布置在粘合剂容器的下部区域处并且通过重力作用被熔融的粘合剂完全填充。该封闭的贮藏器具有用于供应原线的至少一个输入开口和用于引出粘合线的至少一个输出开口,该粘合线由原线和在在熔融的粘合剂中引导穿过的原线的整个外表面处粘附的粘合剂部分制成。此外,在封闭的贮藏器处优选地布置有附加加热器,以将处于封闭的贮藏器中的熔融的粘合剂保持在预定的加工温度。这例如可以通过设置用于对封闭的贮藏器中的熔融的粘合剂进行温度监控的简单的调节回路来实施。尤其可以通过将原线引导穿过在其中存在熔融的粘合剂的封闭的贮藏器来确保原线的无氧化的涂覆。接着,可以将以此方式生成的粘合线例如立即用于连接工件、尤其是例如胶合板条等的木材工件,或者将生成的粘合线干燥并卷绕在卷等上,稍后使用。
8.在此,根据本发明的设备不是必须需要输送装置等来将熔融的粘合剂输送到封闭的贮藏器中。熔融的粘合剂由于重力可以自主地从粘合剂容器流动到封闭的贮藏器中。由此,该设备可以以成本非常低且简单的方式构造。特别优选地,通过使在封闭的贮藏器处的输出开口始终位于活化区的中部中或者之下来支持重力运输。替选地,使用基本上不加压的输送装置来输送熔融的粘合剂。
9.优选地,在通过将原线引导穿过熔融的粘合剂而制造的粘合线的输出开口处布置有嘴部,以能够准确地调校粘合线的直径。嘴部优选地以可替换的方式布置,使得可以以简单的方式调校不同的直径。在此,可以非常简单和快速地对该设备进行改装。
10.进一步优选地在输入开口处设置例如薄管的引导设备以及优选地附加地例如缠绕制动器或盘式制动器的线制动器,以能够以定向的方式将原线供应到封闭的贮藏器中。
11.封闭的贮藏器优选地桥状地布置在待连接的工件之上。特别优选地,封闭的贮藏器为分配管。
12.进一步优选地,粘合线设备包括多个单独的原线和多个输入开口以及输出开口,其中原线以分别平行于单独的输入开口的方式被供应并且从给相应的输入开口配设的单独的输出开口被引出。由此,多个粘合线可以以简单的方式平行地被制造并且优选地被同时使用。
13.根据本发明的另一优选的设计方案,粘合线设备还包括冷却单元,该冷却单元在粘合剂容器处布置在主加热器之上。冷却单元在此确保主加热器不会熔化过多的粘合剂颗粒。特别优选地,冷却单元在此以能在竖直方向上位移的方式布置。由此,可以将活化区在粘合剂容器处以不同高度调整。因此,例如当为粘合线选择快速通过时间时,可以进一步向上推移冷却单元,以使粘合剂容器中具有多的熔融的粘合剂储备,接着可以根据粘合剂的消耗将熔融的粘合剂补给到封闭的贮藏器中。
14.进一步优选地,粘合线设备包括在封闭的贮藏器处的至少部分充气的膨胀管
(ausdehnungsrohr),以能够平衡熔融的粘合剂的体积变化。由此还维持熔融的粘合剂在封闭的贮藏器中的不加压的状态。因此可以确保,熔融的粘合剂在封闭的贮藏器中不加压地存在于输入开口和输出开口处。由此防止粘合剂液滴从输入开口或输出开口溢出而导致输入开口和输出开口的粘结和/或堵塞。还防止粘合剂液滴粘附在粘合线处而在待连接的工件上导致涂抹和/或多余的粘合剂斑点等。膨胀管优选地在粘合剂容器与输入开口和输出开口之间布置在封闭的贮藏器处。进一步优选地,将膨胀管实施为开放的或者替选地实施为封闭的。在封闭的膨胀管的情况下尤其可以确保,在粘合线设备处不发生任何释气。
15.进一步优选地,粘合线设备包括输送装置,该输送装置被配置成,以基本上不加压的方式将熔融的粘合剂输送到封闭的贮藏器中和/或在封闭的贮藏器中进行输送。输送装置优选地是挤出器,并且进一步优选地是可加热的挤出器。进一步优选地由控制单元以与原线的退绕速度相匹配的转速控制挤出器。由此维持熔融的粘合剂在封闭的贮藏器中的不加压的状态。
16.优选地,在封闭的贮藏器处的输入开口和/或输出开口与垂直于水平布置的封闭的贮藏器的纵向轴线的直线成预定的锐角。该角度优选地被构造在0
°
至
±
30
°
的范围内,并且可以在空间上被自由选择。替选地,以与封闭的贮藏器的中轴线成直角的方式供应原线。
17.进一步优选地,在粘合剂容器处布置有填充水平传感器,以确保粘合剂颗粒的足够的填充高度。尤其由于粘合剂颗粒的粒度非常细,所以足够的填充高度在此也确保没有氧气可以到达熔化的粘合剂。
18.本发明还涉及一种用于将工件与粘合线连接的设备,其包括根据本发明的粘合线设备和用于放置待连接的工件的工作平面。工作平面在此在粘合线设备的封闭的贮藏器之下延伸。还设置有按压装置,以将粘合线按压到待连接的工件上。由此可以实现工件、尤其是板条状的木材工件(例如胶合板条或木板条或木材薄片等)木材或者木材替代材料的可靠的连接。进一步优选地,所制造的粘合线可以立即被使用并将板条状的工件直接连接。因此,可以提供一种用于制造粘合线并同时用于连接工件的组合机器。在此,尤其还可以例如根据待连接的工件实现粘合线的多种通过速度。在此,在对工件进行组装的效率和质量方面不必进行削减。此外,使用者不必使用规定的粘合线,而是可以根据其需要选择单独挑选的用于原线和粘合剂的原料,并直接制造相应的粘合线。在此,以无氧化的方式制造粘合线,使得整个设备不受通常存在的凝固的粘合剂残渣的缺点的负面影响。
19.优选地,在粘合线设备中生成的粘合线被全部在工作平面之上并且从上方被施加到工件上。替选地,在工作平面之上和在工作平面之下将粘合线供应至待连接的工件。由此,可以在待连接的工件的顶侧和底侧通过粘合线同时实现连接。还替选地,该设备还可以包括转台,在该转台中,已经从上方用至少一个粘合线连接的待连接的工件转动180
°
,接着以其底侧再次被运送穿过该设备,以在底侧实施第二次连接。
20.根据本发明的另一优选的设计方案,多个粘合线同时施用到待连接的工件处。在此,多个粘合线可以仅施用在工件的一侧,或者替选地可以同时施用在顶侧和底侧。
21.此外,本发明涉及一种用于制造粘合线的制造方法,其被配置用于连接工件、尤其是木材工件或类木材的工件。该制造方法在此包括以下步骤:在粘合剂容器的活化区中将粘合剂颗粒以无氧化的方式熔融成熔融的粘合剂,其中在活化区之上保留有粘合剂颗粒的储藏区,以保护熔融的粘合剂免受氧化。因此,粘合剂颗粒在粘合剂容器的下部区域中被熔
化,而粘合剂颗粒在上部区域中保持其原始的颗粒状形态。仅借助重力或替选地用输送装置将以无氧化的方式熔融的粘合剂供应到封闭的贮藏器中,该输送装置被配置成以基本上不加压的方式输送熔融的粘合剂。接下来将原线穿过输入开口供应到封闭的贮藏器中,用于用熔融的粘合剂以无氧化的方式对原线的整个外表面进行涂覆以形成粘合线,并且将以此方式制造的粘合线从封闭的贮藏器的输出开口引出。因此,没有粘合剂的原线可以完全被熔融的粘合剂包覆,使得该原线的整个外表面被粘合剂浸润。在此,可以在封闭的贮藏器中用熔融的粘合剂以无氧化的方式浸润原线,以制造粘合线。
22.特别优选地,粘合线在从封闭的贮藏器引出时尤其借助嘴部被调校。由此,所制造的粘合线具有预定的外径,例如可以根据待连接的材料来选择外径。在此,嘴部优选地是可替换的。
23.进一步优选地,平行且同时地制造多个粘合线。
24.此外,优选地,在封闭的贮藏器中通过附加加热器附加地加热熔融的粘合剂,以防止熔融的粘合剂的凝固并始终在封闭的贮藏器中提供预定的温度。进一步优选地,粘合剂颗粒在粘合剂容器中被部分冷却,以防止粘合剂颗粒的提前熔融。
25.此外,本发明涉及一种用于用粘合线连接工件的方法,该粘合线是根据本发明的制造方法制造的。接着,以此方式制造的粘合线被施加到待连接的工件上,该待连接的工件在工作平面上被供应。优选地,所制造的粘合线在其被制造之后直接被施加到待连接的工件上。
26.特别优选地,通过待连接的工件的进给来实施粘合线的进给并且由此也实施原线的进给。可以由设备的使用者例如手动地进给工件或通过被驱动的辊道等进给工件。
27.进一步优选地,粘合剂在粘合剂容器中以如下方式被熔化,即熔化的粘合剂的表面在竖直方向上始终位于封闭的贮藏器中的输出开口之上。
28.特别优选地,仅借助重力或替选地用输送装置将熔融的粘合剂从粘合剂容器供应到封闭的贮藏器中,该输送装置被配置成,以基本上不加压的方式输送熔融的粘合剂。
29.进一步优选地,在封闭的贮藏器处存在熔融的粘合剂的膨胀方案。膨胀方案例如是开放的或封闭的膨胀管等。
30.特别优选地,通过待连接的工件的进给来实施原线的进给。由于所制造的粘合线在其被制造之后直接用于连接工件并且因此粘附到工件处,因此这是可行的。一旦工件移动,粘合线也移动并且因此优选地从卷展开的原线也移动。
31.根据本发明的设备和根据本发明的方法特别优选地用在连接板条状的和/或扁平的木材工件,例如胶合板条、木棒、木材薄片等中。当然也可以使用木材替代材料。
附图说明
32.下面将参照附图详细描述本发明的优选实施例。在附图中:
33.图1示出了根据本发明的优选实施例的用于连接工件的设备的示意性的部分剖视图,
34.图2示出了处于部分剖切的状态下的图1的设备示意性侧视图,以及
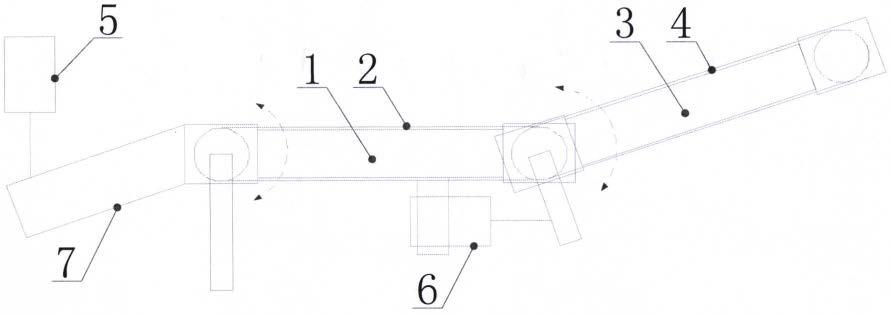
35.图3示出了图1的设备的示意性俯视图。
具体实施方式
36.下面将参照图1至图3详细描述粘合线设备100和粘合线10的制造方法,用于连接工件16的设备1和用于连接工件16的方法。
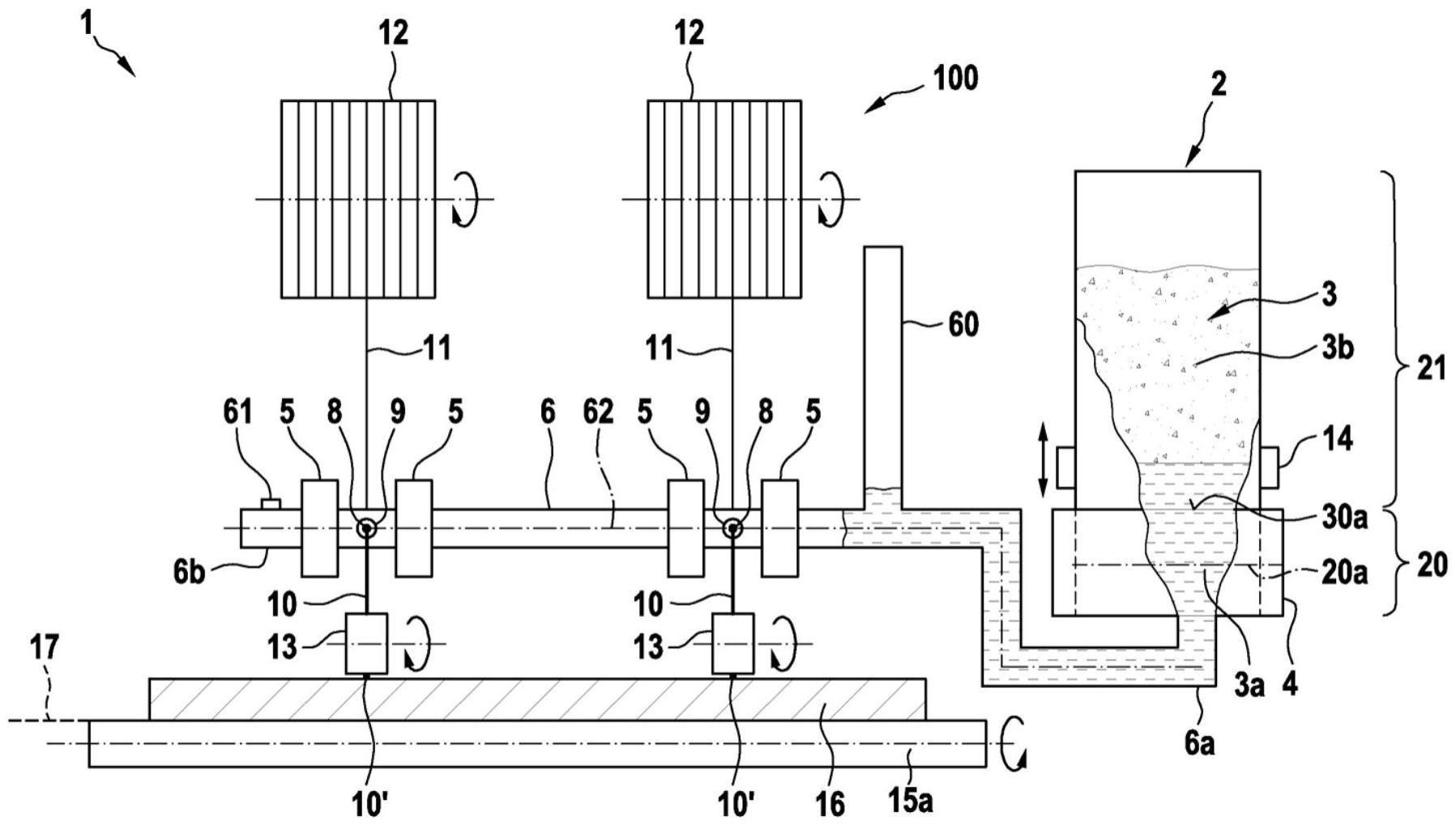
37.如从图1中可见,设备1包括填充有粘合剂3的粘合剂容器2,该粘合剂容器具有活化区20和位于其之上的储藏区21。在储藏区21中保存有粘合剂颗粒3b。在活化区20中存在熔融的粘合剂3a。
38.粘合剂3借助布置在粘合剂容器2的下部区域处的主加热器4被加热和被熔化。
39.在此在粘合线设备100之下在水平的工作平面17中供应工件16。由具有多个辊15a的辊道15来限定工作平面17。辊道15不必具有自己的驱动器,而是可以通过在工作平面17上手动位移工件16而使设备1运行,这在稍后进行阐释。
40.如进一步从图1中可见,在粘合剂容器2处还布置有冷却单元14。冷却单元14定位在主加热器4之上,并且因此冷却布置在主加热器4之上的区域中的粘合剂颗粒3b。由此防止,布置在主加热器4之上的粘合剂颗粒3b过早熔化。冷却单元14可以竖直地位移。
41.此外,设备1包括封闭的贮藏器6,该贮藏器在该实施例中是水平布置的分配管。分配管在此连接到粘合剂容器2的活化区20,使得被熔融的粘合剂3a仅通过重力也到达封闭的分配管的内部。因此,封闭的贮藏器6以第一端部6a布置在粘合剂容器2处。第一端部6a在此偏心地布置在粘合剂容器的底部。在第二端部6b处设置有排气开口61,以一方面能够实现封闭的贮藏器6的填装,另一方面具有控制封闭的贮藏器是否完全由熔融的粘合剂3a填满的能力。为了打开和封闭排气开口,设置有排气螺栓以及还布置有填充压力表。
42.应注意,附加地仍还可以设置基本上不加压的输送装置、例如可加热的挤出器,以将熔融的粘合剂以不加压的方式输送到封闭的贮藏器中和/或以不加压的方式在封闭的贮藏器中输送。输送装置在此可以竖直地布置在粘合剂容器自身中和/或也可以竖直地布置在封闭的贮藏器中。
43.因此,粘合剂3可以在排除氧气的情况下以熔融的状态存放在封闭的贮藏器6中。为了不使封闭的贮藏器6中的温度下降,在封闭的贮藏器6处布置有多个附加加热器5。
44.熔融的粘合剂3a在封闭的贮藏器6中的温度可以通过借助温度传感器和控制单元的监控调节被调节,该控制单元控制主加热器4和附加加热器5。
45.此外,封闭的贮藏器6具有输入开口7和输出开口8。如从图3中可见,输入开口7和输出开口8布置成,使得给每个输入开口7配设有一个输出开口8。在此,输入开口和输出开口布置在分配管的中部的共同的水平平面62中。活化区20的中部20a位于该平面62之下(参见图1)。
46.通过该布置实现将熔融的粘合剂3a始终可靠地通过重力补给到封闭的贮藏器6中。在此,熔融的粘合剂3a的表面30a始终位于输入开口7和输出开口8之上。由此可以确保熔融的粘合剂3a能够通过重力被连续地补给到分配管中。
47.如进一步从图1至图3中可见,封闭的贮藏器6桥状地布置在工作平面17之上并由此布置在待连接的工件16之上。
48.粘合线设备100还包括原线卷12,原线11可以从原线卷退绕。在此,将原线11供应到输入开口7中。在该实施例中,如从图1和图3中可见,设置有两个原线卷12。将原线11穿过输入开口7供应到封闭的贮藏器6的内部,熔融的粘合剂3a在无空气的情况下位于该封闭的
贮藏器中。由此用熔融的粘合剂在整个外周部浸润原线11。接着,将以此方式被浸润的原线作为粘合线10经由输出开口8引出。在此,在输出开口8处设置嘴部9,以能够实现粘合线10的直径的调校。
49.在此,嘴部9以可替换的方式布置,从而可以使用不同的嘴部插件,以能够为粘合线10提供不同的直径。接着,将以此方式用粘合剂浸润的粘合线10经由按压辊13压紧在横向于粘合线10被供应的工件16的顶侧。由此将粘合线粘贴到工件16的顶侧,这在图1至图3中由用于被粘贴的粘合线的附图标记10'表征。
50.为了能够使原线11以直线的方式供应到封闭的贮藏器6中,在每个输入开口7处布置有薄的引导管70。
51.如进一步从图1和图3中可见,在粘合剂容器2和第一原线供应部之间在封闭的贮藏器6的区域中布置有膨胀管60。膨胀管60可以能够平衡在粘合剂熔化时可能出现的体积变化,并且能够维持在封闭的贮藏器6中的不加压状态。由此可以确保用熔融的粘合剂3a完全地填充封闭的贮藏器6。膨胀管60可以被实施为开放的或封闭的。
52.因此根据本发明,扁平的工件16(在该实施例中为木条)可以通过一个或多个粘合线10彼此连接。在此,粘合线10在直接被施加到工件16上之前以如下方式生成,即,原线11被引导穿过用以无氧化的方式熔融的粘合剂3a完全填充的封闭的贮藏器6并且在输出开口8处借助嘴部9等被调校。在此,由于嘴部9的可替换性可以调整粘合线10的尺寸。
53.在此,可以将熔融的粘合剂3a自动地通过重力补给到封闭的贮藏器6中。在此,可以以任意的通过速度将原线11引导穿过封闭的贮藏器6,其中基于向下游流动的被熔融的粘合剂3a始终确保能够用粘合剂充分浸润原线11。
54.在此,可以将根据本发明的设备例如整夜无问题地关断,其中当加热器被关闭时,熔融的粘合剂3a在封闭的贮藏器6中以及在活化区20中硬化。接着,第二天早上,通过接通主加热器4和附加加热器5并再次完全熔化硬化的粘合剂,可以使设备1容易地再次运行。在此,粘合剂不与氧气接触。在此,粘合剂3的焦化风险低,这是因为可以通过主加热器4和附加加热器5有针对性地控制温度。
55.由于原线11被引导仅穿过用熔融的粘合剂3a填充的封闭的贮藏器6,所以能够实现用粘合剂以无氧化的方式浸润原线11。在此,与开放的贮藏器相比,能够实现以基本上无排放且可靠的方式制造粘合线10。此外,可以始终确保实现粘合线10的准确调校,其中可以任意改变原线11的通过速度。尤其有利的是,不必为熔融的粘合剂设置自己的驱动器和输送设备,其通常会在运行时导致在粘结和焦化方面的重大问题。如从图2中可见,可以将在辊道15上的工件16的组件也手动地推移穿过封闭的贮藏器6之下,并且在此能够实现借助粘合线10的连接工序。
56.如果除了顶侧之外还在工件的底侧设置粘合线,则由多个工件16构成的工件组件可以例如在转盘上被翻转或被手动翻转,并再次被推移穿过设备1,其中接着底侧指向上方,以相应地在底侧施加粘合线10。
57.由于粘合线10在从嘴部9的退出到施加到工件16之间的路径非常短,因此涂覆有粘合剂的粘合线10可以在尚处于热塑性的状态下被施加到工件16。为了防止粘附到按压辊13处,可以用防粘剂等浸润该按压辊。
58.通过选择封闭的贮藏器6的体积和选择主加热器4的大小,也可以针对相应的应用
目的来优化熔融的粘合剂3a的体积,并且可以在运行时防止尤其是过量的熔融的粘合剂。此外,设备1实际上是无需维护的,这是因为即使在熔融的粘合剂静置和凝固之后,也可以无问题地再次熔化该粘合剂,以及再次释放原线(该原线在关闭加热器时与在封闭的贮藏器6中的熔融的粘合剂一起凝固)并且通过穿过输出开口8和嘴部9的拉出使得设备立即再次随时可用。
59.应注意,也可以在没有实施例中所描述的工作平面17和按压装置13的情况下使用粘合线设备100,并且可以简单地干燥和卷绕所制造的粘合线。由此,接着可以在稍后的时间点使用粘合线来连接工件。
60.除了上述对本发明的文字描述之外,在此明确地参考图1至图3中的本发明的图示来进行对其公开内容进行补充。
61.附图标记说明
[0062]1ꢀꢀꢀꢀꢀꢀꢀꢀ
设备
[0063]2ꢀꢀꢀꢀꢀꢀꢀꢀ
粘合剂容器
[0064]3ꢀꢀꢀꢀꢀꢀꢀꢀ
粘合剂
[0065]
3a
ꢀꢀꢀꢀꢀꢀꢀ
熔融的粘合剂
[0066]
3b
ꢀꢀꢀꢀꢀꢀꢀ
粘合剂颗粒
[0067]4ꢀꢀꢀꢀꢀꢀꢀꢀ
主加热器
[0068]5ꢀꢀꢀꢀꢀꢀꢀꢀ
附加加热器
[0069]6ꢀꢀꢀꢀꢀꢀꢀ
封闭的贮藏器/分配管
[0070]
6a
ꢀꢀꢀꢀꢀꢀꢀ
第一端部
[0071]
6b
ꢀꢀꢀꢀꢀꢀꢀ
第二端部
[0072]7ꢀꢀꢀꢀꢀꢀꢀꢀ
输入开口
[0073]8ꢀꢀꢀꢀꢀꢀꢀꢀ
输出开口
[0074]9ꢀꢀꢀꢀꢀꢀꢀꢀ
嘴部
[0075]
10
ꢀꢀꢀꢀꢀꢀꢀ
粘合线
[0076]
10'
ꢀꢀꢀꢀꢀꢀ
粘贴到工件上的粘合线
[0077]
11
ꢀꢀꢀꢀꢀꢀꢀ
原线
[0078]
12
ꢀꢀꢀꢀꢀꢀꢀ
原线卷
[0079]
13
ꢀꢀꢀꢀꢀꢀꢀ
按压辊
[0080]
14
ꢀꢀꢀꢀꢀꢀꢀ
冷却单元
[0081]
15
ꢀꢀꢀꢀꢀꢀꢀ
辊道
[0082]
15a
ꢀꢀꢀꢀꢀꢀ
辊
[0083]
16
ꢀꢀꢀꢀꢀꢀꢀ
工件
[0084]
17
ꢀꢀꢀꢀꢀꢀꢀ
工作平面
[0085]
20
ꢀꢀꢀꢀꢀꢀꢀ
活化区
[0086]
20a
ꢀꢀꢀꢀꢀꢀ
活化区的中部
[0087]
21
ꢀꢀꢀꢀꢀꢀꢀ
粘合剂颗粒的储藏区
[0088]
30a
ꢀꢀꢀꢀꢀꢀ
熔融的粘合剂的表面
[0089]
60
ꢀꢀꢀꢀꢀꢀꢀ
膨胀管
[0090]
61
ꢀꢀꢀꢀꢀꢀꢀ
排气开口
[0091]
62
ꢀꢀꢀꢀꢀꢀꢀ
平面
[0092]
70
ꢀꢀꢀꢀꢀꢀꢀ
输入开口处的引导管
[0093]
100
ꢀꢀꢀꢀꢀꢀ
粘合线设备
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。