1.本发明涉及木装饰材料加工技术领域,具体涉及一种异形曲面木装饰实体加工方法。
背景技术:
2.木材是各向异形材料,其弦向、径向和纵向的物理力学性质均不相同。木材作为天然材料,也是一种重要的室内装饰材料。现代木结构的发展过程中出现了多种形式的工程木材料,工程木材料多数为烘干木材与胶黏剂的不同形式结合的产物,当胶黏剂占比较少时,工程木材料的性质和实木性质基本一致,且工程木材料的尺寸可定制,大尺寸工程木比较容易显现。正交胶合木是现代中高层木结构中应用最广泛的工程木材料,正交胶合板作为和正交胶合木结构类似的材料,有平整度、稳定性高和开裂少的特点,在木饰面装饰材料中有较多应用。
3.大尺寸异形曲面木装饰通常很难找到大直径原木来制作,常规的木装饰材料构件通常尺寸较小,即使用多个原木组装在一起制作大尺寸异形曲面木装饰,很难确保加工精度,且原木含水率高,极易出现开裂变形现象。因此,大尺寸的异形曲面木装饰通常采用正交胶合木板来制备,但是通常出现的问题是:加工和找型精度差,材料外观纹理不连续自然,容易变形、容易开裂。
技术实现要素:
4.本发明的目的在于提供一种异形曲面木装饰实体加工方法,该方法利用正交胶合木板,结合定位方法和机器人铣型技术,精准制作大尺寸异形曲面木装饰基材,能够实现木装饰外观纹理顺直自然,显著降低开裂和变形的风险。
5.为实现上述目的,本发明提供如下技术方案:一种异形曲面木装饰实体加工方法,包括如下步骤:(1)异形曲面建模和分段:对异形曲面模型建模,垂直异形曲面模型的顶面开两个贯通孔,将异形曲面模型分割成若干个高度相等的模型段,对模型段选取同一方向端面提取轮廓线并依次进行编号;(2)模型段加工:按照步骤(1)中分段标记好编号的轮廓线采用厚度与模型段高度相等的正交胶合木板进行加工,得到与分段编号对应的各模型段;此步骤高效的方法是将步骤(1)中分段标记好编号的轮廓线放一起进行机器人加工程序编程,编程区域的外轮廓线和正交胶合木板的尺寸相同,将加工程序导入机器人,采用与模型段厚度相等的正交胶合木板进行加工,最终得到各模型段;(3)模型段组装:将步骤(2)中各模型段的相互接触面之间涂刷胶黏剂,按照模型段编号,用钢筋将各模型段通过模型段上的两个贯通孔依次贯穿并锁紧,得到异形曲面基材;(4)异形曲面基材加工:步骤(3)中的异形曲面基材在胶粘剂固化后,将模型段之
间的台阶切割打磨,使相邻模型段的编号端面之间呈流畅弧线;(5)异形曲面基材铺贴木条:完成步骤(4)的异形曲面基材表面涂刷白乳胶,将定宽、定厚为5mm
×
30mm的木条顺着异形曲面铺贴在异形曲面基材上,铺贴完成后,对整个木片饰面修补打磨光滑,最后涂刷油漆,得到异形曲面木装饰实体。
6.进一步地,所述正交胶合木板由上下两层面板和中部芯板三层拼板压合而成,芯板和面板纹理方向互相垂直,芯板和面板间涂刷胶黏剂压合,压合后的厚度与模型段厚度相同。
7.较佳地,所述模型段和正交胶合木板的厚度为1-200mm。
8.更加地,所述模型段和正交胶合木板的厚度为1-100mm。
9.优选地,所述模型段和正交胶合木板的厚度为1-50mm。模型段的厚度影响着相邻模型段的编号端面之间的弧线打磨,厚度越小,相邻两个模型段的形状差异越小,打磨弧线越精准,厚度差越大,相邻两个模型段的形状差异越大,两个表面之间的弧线越长,打磨的精度也就越差,最终会影响整个异形曲面流线型的精准度甚至外观。
10.优选地,所述正交胶合木板的含水率12%
±
2。
11.优选地,所述木条含水率12%
±
2。正交胶合木板和木条这些组成异形曲面木装饰材料的原材料含水率控制在12%
±
2,能够避免由于原材料木材含水率过高带来生产出的异形曲面木装饰材料开裂和变形,比较适合加工生产;本技术所采用的单组分聚氨酯胶黏剂,遇湿气固化,含水率过高或过低都不利于胶合质量。
12.进一步地,所述木条与异形曲面基材之间采用紧固件加固。木条铺贴时采用直细钉对其进行加固,这是在采用白乳胶对木条进行粘合后的进一步加固,加强木条和异形曲面基材的结合紧密度。
13.较佳地,所述木条四面抛光,抛光的木条没有毛刺,可以与异形曲面基材以及木条与木条之间可以很多地贴合,减少缝隙,使贴合更紧密。
14.进一步地,所述异形曲面基材的凸出位置铺贴的木条底部开有矩形凹槽,木条截面尺寸约5mm
×
30mm,木条铺贴时由于底部矩形凹槽的存在,木条可以与异形曲面基材很好地贴合铺设。
15.模型段之间的粘接和正交胶合木板的生产中使用的胶黏剂,可以选择市面上通用的胶粘剂,本技术的方案中使用的是单组分聚氨酯胶粘剂。胶黏剂的涂布量为100-300g/m2,优选涂布量为200g/m2;胶黏剂涂布量过多造成浪费,过少影响胶合质量。
16.与现有技术相比,本发明的有益效果是:(1)利用正交胶合木板多段组合形成异形曲面基材,利用化曲为直的思想,结合定位技术以及机器人铣型技术,高效并且精准地制造出高精度异形曲面模型,可以实现任意曲面造型方案,组合形成的基材变形和开裂现象很少,基材精度高;(2)在用正交胶合木板多段组合形成异形曲面基材时,通过控制正交胶合木板和铺贴木条的含水率,很好控制了大体积实木的含水率,极大减少了大体积异形曲面木装饰开裂和变形的风险;(3)在由正交胶合木板组装成的异形曲面基材外表采用木片顺纹铺装,合理利用了木材各项异形的特点,扬长避短,高质量地展示出大尺寸木装饰的壮丽场景,采用该方法,可让建筑师的方案高质量落地,拓宽了木材装饰范围。
附图说明
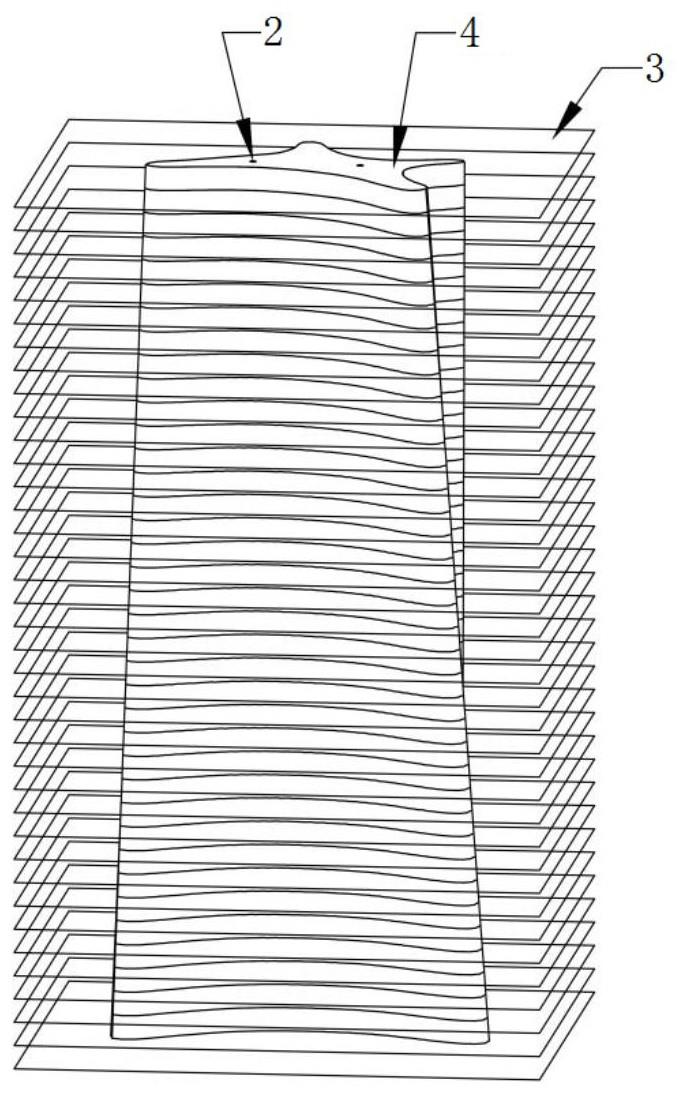
17.图1为异形曲面木装饰三维模型示意图;图2为平行切割异形曲面木装饰三维模型示意图;图3是机器人编程分段模型轮廓线;图4是机器人在正交胶合木板上加工成型的模型段;图5是正交胶合木板分段组装示意图;图6是正交胶合木板分段组装完成示意图;图7是正交胶合木板分段组装完成正视图;图8是正交胶合木板相邻分段台阶示意图和消除台阶示意图;图9是图7消除台阶后的正视图;图10是在基材上铺贴木条后最终的成品示意图;图11为正交胶合木板示意图;图12是木条开锯口示意图;图13是异形曲面分段木条铺贴示意图;图14是实施例1,对比例1和对比例3不同模型段高度下台阶示意图;图中:1、异形曲面模型;2、贯通孔;3、平行平面;4、模型段;5、轮廓线;6、编程区域的外轮廓线;7、钢筋;8、台阶;9、木条;10、上面板;11、下面板;12、芯板;13、异形曲面凸出位置;14、矩形凹槽。
具体实施方式
18.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
19.实施例1一种异形曲面木装饰实体加工方法,包括如下步骤:(1)异形曲面建模和分段:将异形曲面模型1在设计软件中建模,垂直异形曲面模型1的顶面开两个贯通孔2,在软件中用等间距的平行平面3将异形曲面模型1分割成若干个高度为50mm的模型段4,对模型段4统一选取上表面提取轮廓线5并依次进行编号,如图1、图2和图3所示。
20.(2)模型段加工:将步骤(1)中分段标记好编号的轮廓线5放一起进行机器人加工程序编程,编程区域的外轮廓线6和正交胶合木板的尺寸相同,将加工程序导入机器人,采用与模型段4厚度相等的正交胶合木板进行加工,最终得到各模型段;如图3、图4所示;(3)模型段组装:将步骤(2)中各模型段4的相互接触面之间涂刷单组分聚氨酯胶黏剂,涂布量为200g/m2,按照模型段4编号,用钢筋7将各模型段4通过模型段4上的两个贯通孔2依次贯穿并锁紧,得到异形曲面基材;如图5、图6所示;(4)异形曲面基材加工:步骤(3)中的异形曲面基材在胶粘剂固化后,将模型段之间的台阶8切割打磨,使相邻模型段的上端面之间呈流畅弧线;如图7、图8、图9所示;(5)异形曲面基材铺贴木条:完成步骤(4)的异形曲面基材表面涂刷白乳胶,将定
宽、定厚的木条9铺贴在异形曲面基材上,木条的截面尺寸为5mm
×
30mm,木条铺贴时顺着木片的纹理,铺装完成后,对整个木片饰面修补打磨光滑,最后涂刷油漆,如图10所示,即得到异形曲面木装饰实体。
21.其中,正交胶合木板由上面板10、下面板11和中部芯板12三层拼板压合而成,如图11所示;芯板12和上面板10、下面板11纹理方向互相垂直,上面板和下面板厚度为10mm,芯板厚度为30mm,芯板12和面板间涂刷单组分聚氨酯胶黏剂,涂布量为100g/m2,压合后的厚度与模型段厚度相同为50mm。
22.本实施例中,正交胶合木板的含水率12%;木条含水率12%。正交胶合木板和木条这些组成异形曲面木装饰材料的原材料含水率控制在12%
±
2,能够避免由于原材料木材含水率过高带来生产出的异形曲面木装饰材料开裂和变形。
23.本实施例中,木条9四面抛光,抛光的木条没有毛刺,可以与异形曲面基材以及木条与木条之间可以很多地贴合,减少缝隙,使贴合更紧密。
24.本实施例中,异形曲面基材的凸出位置13铺贴的木条底部开有矩形凹槽14,木条截面尺寸约5mm
×
30mm,木条铺贴时由于底部矩形凹槽的存在,木条可以与异形曲面基材很好地贴合铺设,如图12、图13所示。
25.实施例2本实施例在实施例1的基础上,在木条9与异形曲面基材之间采用紧固件加固。木条铺贴时采用直细钉对其进行加固,是在采用白乳胶对木条进行粘合后的进一步加固,加强木条和异形曲面基材的结合紧密度,增加外层木条的牢固性。
26.对比例1本对比例在实施例1或实施例2的基础上,对模型段的分段厚度进行改变,增加模型段的厚度为100mm。
27.相同厚度的正交胶合木板制作如下:正交胶合木板由三层拼版压合而成,中部为芯板,上下两层为面板,上面板20和下面板11厚度20mm,芯板12厚度60mm,芯板12和面板纹理方向互相垂直,芯板12和面板间压合胶黏剂为单组分聚氨酯胶黏剂,压合后的厚度为100mm;对比例2本对比例在实施例1或实施例2的基础上,对模型段的分段厚度进行改变,增加模型段的厚度为200mm。
28.相同厚度的正交胶合木板制作如下:正交胶合木板由三层拼版压合而成,中部为芯板,上下两层为面板,上面板10和下面板11厚度40mm,芯板12厚度120mm,芯板12和面板纹理方向互相垂直,芯板12和面板间压合胶黏剂为单组分聚氨酯胶黏剂,压合后的厚度为200mm;通过对模型版采用不同厚度来制备异形曲面基材,发现模型段厚度越大,模型段之间对应的台阶8越高,体积越大,打磨之后弧形差异越大,如图14所示。对模型段之间的台阶8进行切割打磨,使相邻模型段的上端面之间呈流畅弧线这个过程中带来的误差增大,异形曲面的精度会变差,分割的模型段厚度越小,相邻两个模型段由于高度差产生的差异越小,其外形更接近,需要打磨的边角体积越小,打磨之后更接近弧形;分割的厚度越大,模型段上下表面的差异越大,需要打磨的边角体积越大,高度差之间的弧形越长,弧形形状在打
磨过程中产生的差异也就增加,无法保证整个异形曲面设计的精准和流畅度。
29.对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。