1.本发明涉及真空灭弧室检测技术领域,尤其是一种真空灭弧室真空度检测装置及检测方法。
背景技术:
2.真空灭弧室是真空断路器的核心部件,以真空为绝缘和熄弧介质。为了实现电流的分断和灭弧,真空灭弧室内的压强一般不高于0.01pa,因此,真空度是决定真空灭弧室开断性能的主要因素之一,真空度的降低将直接影响真空断路器的开断能力,严重时将导致其开断完全失效,在实际应用领域迫切需要测量和记录真空灭弧室的真空度,真空灭弧室的真空度检测,是真空灭弧室制造完成后必不可少的一环。目前行业内真空度检测主要过程为:人工将真空灭弧室移动至真空度检测台,人工手持扫码枪对灭弧室进行扫描,真空度检测台对灭弧室进行真空度检测;
3.现有技术中通常采用磁控放电原理对真空灭弧室的真空度进行测量,即将真空灭弧室的动静触头拉开一定的距离,然后将真空灭弧室置于电磁线圈内,并向电磁线圈通以大电流,同时向动静触头上施加电场脉冲高压;在真空灭弧室内产生与高压同步的脉冲磁场,使阴极发射出电子,电子在脉冲磁场的作用下做螺旋型运动而使运动路程大大增加,与残余气体分子发生碰撞的几率增加,电子和气体分子碰撞电离产生的离子在电场作用下形成离子电流;离子电流和真空灭弧室内的气体压力大致呈线性关系,因此,根据离子电流的不同大小,便可获取灭弧室内部的真空度状况;
4.专利号为“cn201620653538.7”的一种真空灭弧室真空度自动检测装置,其包括传送线、机械手、自动化真空度检测平台和控制系统,所述传送线、机械手和自动化真空度检测平台均连接控制系统,所述控制系统包括自动真空度检测仪和测试系统,所述测试系统包括与真空灭弧室两端电极相连的采样电路以及与该采样电路电连接的高压电源,所述自动化真空度检测平台包括与真空灭弧室对应的支架,所述支架滑动连接有与真空灭弧室对应的磁套筒,所述磁套筒的上方滑动连接有与真空灭弧室静端对应的下压电极,且该磁套筒的下方滑动连接有与真空灭弧室动端对应的夹持装置;
5.上述设备在使用期间,通过机械手直接将真空灭弧室倒置放入到支架上的凹陷处,其在具体工作期间虽然可以提高整体的加工效率,但是其使用过程中,缺少相应的进一步夹持结构,其采用气缸的设置,仅仅能够给不同高度的真空灭弧室进行夹持定位,但是其在安装期间,真空灭弧室的横向的大小直径规格也是不同的,其缺少相应的横向定位结构,使用期间,无法较好的契合不同规格的真空灭弧室,使用起来具有一定的局限性,在广泛应用真空灭弧室检测过程中,往往需要根据不同的真空灭弧室布置相应的检测线,整体成本较高,因此需要对其进行改进。
6.为此,我们提出一种真空灭弧室真空度检测装置及检测方法解决上述问题。
技术实现要素:
7.本发明的目的在于提供一种真空灭弧室真空度检测装置及检测方法,以解决上述背景技术中提出缺乏进一步定位结构,导致其不能够灵活适配契合不同真空灭弧室检测的问题。
8.为实现上述目的,第一方面,本发明提供一种真空灭弧室真空度检测装置,包括底座,所述底座的顶部固定安装有自动化真空度检测平台,所述自动化真空度检测平台的上端设有夹持机构,所述自动化真空度检测平台的顶部固定安装有架体,所述架体的顶部固定安装有第一气缸,所述第一气缸的底部输出端贯穿架体的顶部固定安装有定位机构,所述底座的底部四拐角处均设有移动组件;
9.所述夹持机构包括滑槽,所述滑槽开设于自动化真空度检测平台的上端,所述滑槽的内侧滑动连接有滑台,所述滑台的底部中间设有升降组件,所述升降组件的顶部贯穿滑台滑动连接有顶座,所述顶座的顶部固定安装有夹持组件,所述滑台的底部前端设有驱动组件,所述顶座的顶部位于夹持组件的内侧之间设有磁套筒,所述磁套筒的内侧设有拉压力传感器且拉压力传感器的底部和升降组件的底部固定连接;
10.所述升降组件包括套管,所述套管固定安装于滑台的底部,所述套管的底部固定安装有第二电机,所述第二电机的输出端贯穿套管的底部位于套管内侧固定安装第三丝杆,所述第三丝杆的外表面螺纹连接有滑杆,所述滑杆的顶部贯穿滑台、顶座以及底座和拉压力传感器的底部固定连接;
11.所述驱动组件包括安装板和方槽,所述安装板固定安装于滑台的底部右侧,所述方槽开设于固定板的底部右侧,所述方槽的内侧固定安装有齿条板,所述安装板的右侧固定安装有第三电机,所述第三电机的输出端贯穿安装板固定安装有驱动齿轮,所述驱动齿轮和齿条板啮合连接;
12.所述定位机构包括顶架,所述顶架固定安装于第一气缸的底部输出端,所述顶架的内侧固定安装有第一电机,所述第一电机的底部输出端贯穿顶架固定安装有十字板,所述十字板的底部外侧固定安装有安装组件,所述十字板的底部外侧通过安装组件分别安装有第一下压电极、第二下压电极、第三下压电极和第四下压电极。
13.在进一步的实施例中,所述安装组件包括导轨和固定块,所述固定块分别固定安装于第一下压电极、第二下压电极、第三下压电极和第四下压电极的顶部,所述导轨固定安装于十字板的底部外侧,所述导轨设置为四组,所述导轨的内侧转动连接有第一丝杆,所述第一丝杆的两端螺纹旋向相反,所述第一丝杆的两端均螺纹连接有滑块,所述滑块的底部固定安装有夹板,所述固定块的两侧均开设有夹槽,所述夹板的下端设有夹块,所述夹块插接于夹槽的内侧,所述第一丝杆的一端贯穿导轨。
14.在进一步的实施例中,所述第一丝杆的一端贯穿导轨固定安装有钮柄,所述钮柄呈齿轮状设置。
15.在进一步的实施例中,所述十字板的顶部外端均固定安装有加固块,所述加固块的顶部均转动连接有万向球,所述万向球的顶部和顶架的底部贴合连接,所述第一下压电极、第二下压电极、第三下压电极和第四下压电极中位于正前端的下压电极和夹持机构呈纵向同心圆设置。
16.在进一步的实施例中,所述移动组件包括支座,所述支座固定安装于底座的底部
四拐角处,所述支座的底部均转动连接有万向轮,所述支座的外侧均固定安装有定位板,所述定位板的外端均螺纹连接有防滑螺杆,所述防滑螺杆的底部贯穿定位板固定安装有防滑垫。
17.在进一步的实施例中,所述夹持组件包括竖板,所述竖板固定安装于顶座的顶部,所述竖板设置于磁套筒的两侧,所述竖板的上端外侧固定安装有第二气缸,所述第二气缸的内端贯穿竖板固定安装有方框,所述方框的内侧两端均滑动连接有移动块,所述移动块的内端均固定安装有导向块,所述导向块的俯视形状均设置为直角梯形,所述方框的内侧转动连接有第二丝杆,所述第二丝杆的两端螺纹旋向相反,所述第二丝杆的两端和导向块螺纹连接,所述第二丝杆的前端贯穿方框的前端固定安装有旋钮。
18.在进一步的实施例中,所述旋钮的外表面等间距设有防滑纹,所述旋钮的正面一侧螺纹连接有手拧螺栓,所述手拧螺栓的后端贯穿旋钮。
19.在进一步的实施例中,所述顶架的顶部四拐角处均固定安装有第一支轴,所述第一支轴的顶部贯穿架体,所述顶座的底部四拐角处均固定安装有第二支轴,所述第二支轴的底部和滑台相连接。
20.在进一步的实施例中,所述滑台和滑槽的横截面形状均为凸字型,所述导轨、轨道架、滑块和移动块的横截面形状也设置为凸字型,所述滑槽、导轨和轨道架的内侧以及滑块、移动块和滑台的外表面均设有耐磨垫片。
21.第二方面,本发明提供一种真空灭弧室真空度检测装置的检测方法,包括如下步骤:
22.步骤一:首先将本装置和测试线相匹配安装,与厂区的传送带以及plc系统匹配安装;
23.步骤二:安装完毕后,对整个检测设备进行检修测试确保其稳定运行;
24.步骤三:检测完成后,参考相应的真空灭弧室的参数,然后根据加工的真空灭弧室规格,通过扭动旋钮带动第二丝杆驱动移动块相互移动,此时便可调节导向块的间距;
25.步骤四:调试完成底部后,通过启动第一电机运用,第一电机带动底部输出端的十字板转动,通过十字板的转动,即可调节相应的第一下压电极、第二下压电极、第三下压电极和第四下压电极转动,使得第一下压电极、第二下压电极、第三下压电极和第四下压电极中与要真空灭弧室相匹配的下压电极位于最前端;
26.步骤五:检测期间,如若全部不适配,可通过反向扭动钮柄带动第一丝杆反转,此时便可调节滑块带动夹板分离,此时夹块离开夹槽便可取下相应的下压电极,然后再根据实际检测的真空灭弧室规格选用相应匹配的下压电极;
27.步骤六:通过传送线带动放置有真空灭弧室的转运盘移动,当移动到设定位置时,在控制系统的控制下,机械手将真空灭弧室提起,此时适应性的控制系统启动第三电机运行将滑台滑出,机械手将真空灭弧室倒置后放入磁套筒中心处;
28.步骤七:启动自动化真空度检测平台进行检测,检测完毕后启动第三电机反转再次将滑台滑出,然后机械手取下检测完成的真空灭弧室即可。
29.与现有技术相比,本发明的有益效果是:
30.其一,本发明中,相较于现有技术方案,本技术方案增设了夹持机构,使其在使用期间,可通过调节导向块的相互间距,进而便可通过第二气缸同步推动导向块相互移动,从
而方便辅助对真空灭弧室进行夹持定位,由于导向块的间距可调,并且采用第二气缸的辅助推动,进而使得在夹持期间,能够对不同规格直径大小的真空灭弧室进行夹持定位,整体使用期间灵活度较高,适配能力较强,可有效的降低生产加工过程中的检测成本,从而增加效益。
31.其二,本发明中,相较于现有技术方案,本技术方案通过设置定位机构,使其在使用过程中,可通过启动第一电机运行,辅助带动十字板转动,通过十字板辅助转动,即可辅助带动第一下压电极、第二下压电极、第三下压电极和第四下压电极转动,进而便于根据真空灭弧室的规格调节转换相应匹配的下压电极,并且其在使用过程中,能够对第一下压电极、第二下压电极、第三下压电极和第四下压电极进行快速拆装,使其在使用时,即便是第一下压电极、第二下压电极、第三下压电极和第四下压电极均不匹配也可相应的快速更换相应匹配的下压电机,使得本设备整体应用前景较为广泛,能够较为方便的适配多种真空灭弧室,可有效的降低生产加工的成本。
32.其三,本发明中,通过设置夹持机构内侧的驱动组件,可启动第三电机运行,即可辅助带动驱动齿轮带动齿条板滑动,通过方槽内的齿条板辅助带动滑台在滑槽内侧移动,即可将滑台从滑槽内滑出,进而带动检测完成的真空灭弧室移出或者将装载完成的磁套筒移送到自动化真空度检测平台的内侧,进而方便机械手的上下取料,整体使用加工更加合理方便,设备加工较为方便,加工效率较高,整体结构较为简单,使用起来成本较低。
附图说明
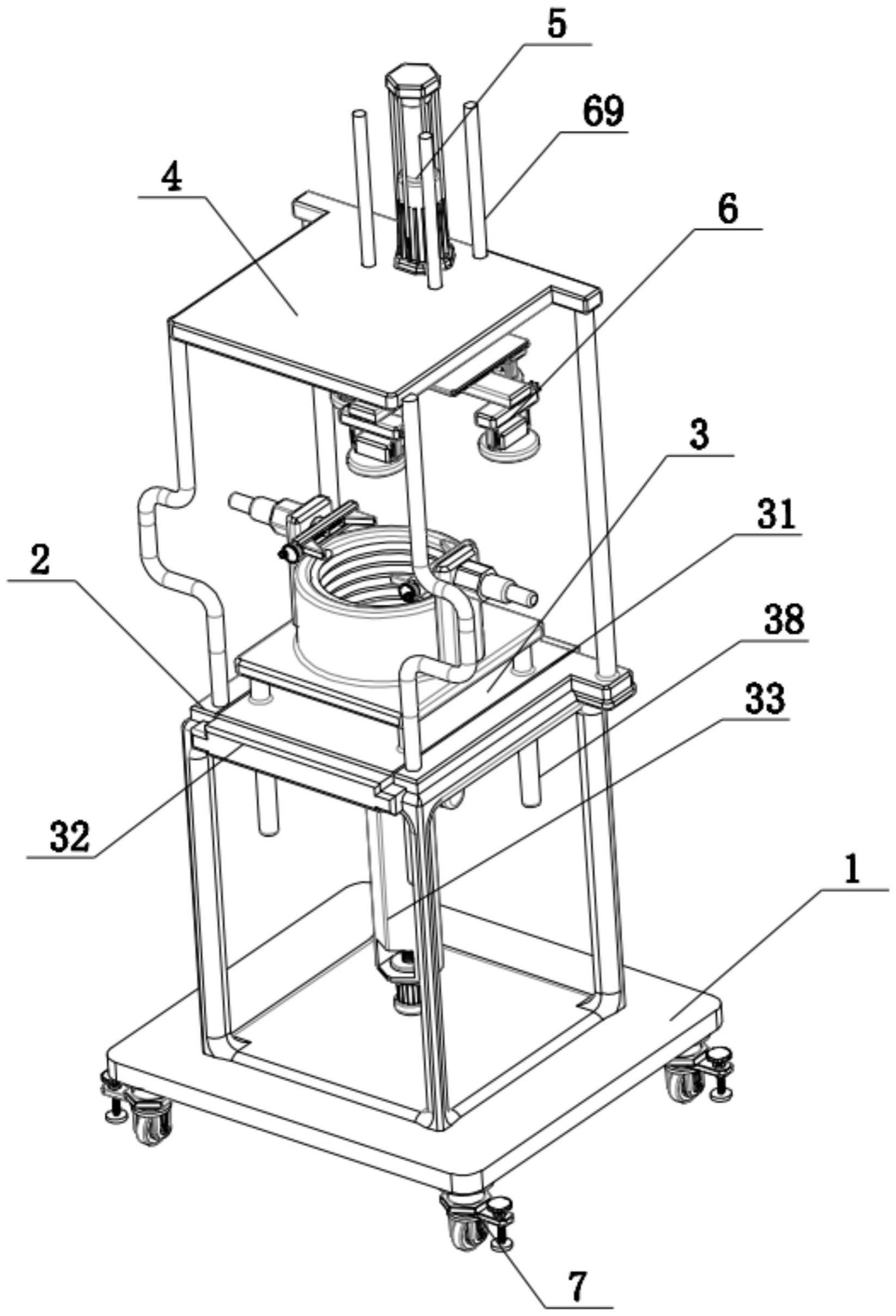
33.图1为本发明的结构示意图;
34.图2为本发明中的后视图;
35.图3为本发明中的正视图;
36.图4为本发明中的俯视图;
37.图5为本发明中的磁套筒俯视图;
38.图6为本发明中的磁套筒侧视图;
39.图7为本发明中的定位机构仰视图;
40.图8为本发明中的定位机构俯视图;
41.图9为本发明中图2的a处放大图;
42.图10为本发明中图3的b处放大图。
43.图中:1、底座;2、自动化真空度检测平台;3、夹持机构;31、滑槽;32、滑台;33、升降组件;331、套管;332、第二电机;333、第三丝杆;334、滑杆;34、顶座;35、夹持组件;351、竖板;352、第二气缸;353、方框;354、移动块;355、导向块;356、第二丝杆;357、旋钮;358、手拧螺栓;36、驱动组件;361、安装板;362、方槽;363、齿条板;364、第三电机;365、驱动齿轮;37、磁套筒;38、第二支轴;4、架体;5、第一气缸;6、定位机构;61、顶架;62、第一电机;63、安装组件;631、导轨;632、固定块;633、第一丝杆;634、滑块;635、夹板;636、夹槽;637、钮柄;638、夹块;64、十字板;65、第一下压电极;66、第二下压电极;67、第三下压电极;68、第四下压电极;69、第一支轴;610、加固块;611、万向球;7、移动组件;71、支座;72、万向轮;73、定位板;74、防滑螺杆;75、防滑垫。
具体实施方式
44.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
45.请参阅图1-图10,本发明实施例中,一种真空灭弧室真空度检测装置,其整体的高度为2.3m,底座1的宽度为1m,架体4和顶架61等等框架结构均设置为不锈钢材质,其整体采用304钢材构成,304钢的屈服点205mp抗拉强度≥515mpa延伸率40%,包括底座1,底座1的顶部固定安装有自动化真空度检测平台2,自动化真空度检测平台2的上端设有夹持机构3,自动化真空度检测平台2的顶部固定安装有架体4,架体4的顶部固定安装有第一气缸5,第一气缸5的底部输出端贯穿架体4的顶部固定安装有定位机构6,底座1的底部四拐角处均设有移动组件7;夹持机构3包括滑槽31,滑槽31开设于自动化真空度检测平台2的上端,滑槽31的内侧滑动连接有滑台32,滑台32的底部中间设有升降组件33,升降组件33的顶部贯穿滑台32滑动连接有顶座34,顶座34的顶部固定安装有夹持组件35,滑台32的底部前端设有驱动组件36,顶座34的顶部位于夹持组件35的内侧之间设有磁套筒37,磁套筒37的内侧设有拉压力传感器且拉压力传感器的底部和升降组件33的底部固定连接;升降组件33包括套管331,套管331固定安装于滑台32的底部,套管331的底部固定安装有第二电机332,第二电机332的输出端贯穿套管331的底部位于套管331内侧固定安装第三丝杆333,第三丝杆333的外表面螺纹连接有滑杆334,滑杆334的顶部贯穿滑台32、顶座34以及底座1和拉压力传感器的底部固定连接;驱动组件36包括安装板361和方槽362,安装板361固定安装于滑台32的底部右侧,方槽362开设于固定板的底部右侧,方槽362的内侧固定安装有齿条板363,安装板361的右侧固定安装有第三电机364,第三电机364的输出端贯穿安装板361固定安装有驱动齿轮365,驱动齿轮365和齿条板363啮合连接;定位机构6包括顶架61,顶架61固定安装于第一气缸5的底部输出端,顶架61的内侧固定安装有第一电机62,第一电机62的底部输出端贯穿顶架61固定安装有十字板64,十字板64的底部外侧固定安装有安装组件63,十字板64的底部外侧通过安装组件63分别安装有第一下压电极65、第二下压电极66、第三下压电极67和第四下压电极68。
46.请参阅图1-8,安装组件63包括导轨631和固定块632,固定块632分别固定安装于第一下压电极65、第二下压电极66、第三下压电极67和第四下压电极68的顶部,导轨631固定安装于十字板64的底部外侧,导轨631设置为四组,导轨631的内侧转动连接有第一丝杆633,第一丝杆633的两端螺纹旋向相反,第一丝杆633的两端均螺纹连接有滑块634,滑块634的底部固定安装有夹板635,固定块632的两侧均开设有夹槽636,夹板635的下端设有夹块638,夹块638插接于夹槽636的内侧,第一丝杆633的一端贯穿导轨631,第一丝杆633的一端贯穿导轨631固定安装有钮柄637,钮柄637呈齿轮状设置;通过设置安装机构,使得在使用期间,可通过扭动钮柄637带动第一丝杆633驱动滑块634滑动,进而便可辅助带动夹板635相互移动,夹板635相互移动,即可带动夹块638插入夹槽636或者从夹槽636内侧分离,进而便于拆装取下固定块632,从而方便更换第一下压电极65、第二下压电极66、第三下压电极67和第四下压电极68,使得本装置整体的适应能力较强。
47.请参阅图1-3和图7-8,十字板64的顶部外端均固定安装有加固块610,加固块610
的顶部均转动连接有万向球611,万向球611的顶部和顶架61的底部贴合连接,第一下压电极65、第二下压电极66、第三下压电极67和第四下压电极68中位于正前端的下压电极和夹持机构3呈纵向同心圆设置;通过设置加固块610和其顶部的万向球611,可通过万向球611贴合顶架61的底部滚动,进而在不影响十字板64转动的情况下辅助对十字板64进行加固,保持较好的稳定性。
48.请参阅图1-3,移动组件7包括支座71,支座71固定安装于底座1的底部四拐角处,支座71的底部均转动连接有万向轮72,支座71的外侧均固定安装有定位板73,定位板73的外端均螺纹连接有防滑螺杆74,防滑螺杆74的底部贯穿定位板73固定安装有防滑垫75;通过设置移动组件7,可通过支座71底部的万向轮72在地面滚动来辅助移动本装置,并且需要固定时,只需转动定位板73上的防滑螺杆74使得防滑垫75贴合地面即可,使得本装置整体的使用较为方便,实用性较强。
49.请参阅图1-6,夹持组件35包括竖板351,竖板351固定安装于顶座34的顶部,竖板351设置于磁套筒37的两侧,竖板351的上端外侧固定安装有第二气缸352,第二气缸352的内端贯穿竖板351固定安装有方框353,方框353的内侧两端均滑动连接有移动块354,移动块354的内端均固定安装有导向块355,导向块355的俯视形状均设置为直角梯形,方框353的内侧转动连接有第二丝杆356,第二丝杆356的两端螺纹旋向相反,第二丝杆356的两端和导向块355螺纹连接,第二丝杆356的前端贯穿方框353的前端固定安装有旋钮357,旋钮357的外表面等间距设有防滑纹,旋钮357的正面一侧螺纹连接有手拧螺栓358,手拧螺栓358的后端贯穿旋钮357;通过设置夹持机构3,可通过扭动旋钮357带动第二丝杆356驱动移动块354在轨道架的内侧相互滑动,进而便于调节导向块355的位置,夹持期间,通过直角梯形导向块355的斜面可对真空灭弧室的外壁进行抵触,从而便于对不同大小规格的真空灭弧室进行定位,设置旋钮357外凹面的防滑纹,可提高整体调节的方便性。
50.请参阅图1-3,顶架61的顶部四拐角处均固定安装有第一支轴69,第一支轴69的顶部贯穿架体4,顶座34的底部四拐角处均固定安装有第二支轴38,第二支轴38的底部和滑台32相连接,滑台32和滑槽31的横截面形状均为凸字型,导轨631、轨道架、滑块634和移动块354的横截面形状也设置为凸字型,滑槽31、导轨631和轨道架的内侧以及滑块634、移动块354和滑台32的外表面均设有耐磨垫片;通过设置第一支轴69可支撑顶架61,而设置第二支轴38,可支撑顶座34,进而提高了本装置的综合稳定性,同时设置凸字型的滑台32和滑槽31的横截面形状以及导轨631、轨道架、滑块634和移动块354的横截面形状,可提高滑台32、移动块354和滑块634整体的滑动稳定性,并且设置耐磨垫片,可提高耐摩擦能力,进一步的提高了稳定性。
51.一种真空灭弧室真空度检测装置的检测方法,包括如下步骤:
52.步骤一:首先将本装置和测试线相匹配安装,与厂区的传送带以及plc系统匹配安装;
53.步骤二:安装完毕后,对整个检测设备进行检修测试确保其稳定运行;
54.步骤三:检测完成后,参考相应的真空灭弧室的参数,然后根据加工的真空灭弧室规格,通过扭动旋钮357带动第二丝杆356驱动移动块354相互移动,此时便可调节导向块355的间距;
55.步骤四:调试完成底部后,通过启动第一电机62运用,第一电机62带动底部输出端
的十字板64转动,通过十字板64的转动,即可调节相应的第一下压电极65、第二下压电极66、第三下压电极67和第四下压电极68转动,使得第一下压电极65、第二下压电极66、第三下压电极67和第四下压电极68中与要真空灭弧室相匹配的下压电极位于最前端;
56.步骤五:检测期间,如若全部不适配,可通过反向扭动钮柄637带动第一丝杆633反转,此时便可调节滑块634带动夹板635分离,此时夹块638离开夹槽636便可取下相应的下压电极,然后再根据实际检测的真空灭弧室规格选用相应匹配的下压电极;
57.步骤六:通过传送线带动放置有真空灭弧室的转运盘移动,当移动到设定位置时,在控制系统的控制下,机械手将真空灭弧室提起,此时适应性的控制系统启动第三电机364运行将滑台32滑出,机械手将真空灭弧室倒置后放入磁套筒37中心处;
58.步骤七:启动自动化真空度检测平台2进行检测,检测完毕后启动第三电机364反转再次将滑台32滑出,然后机械手取下检测完成的真空灭弧室即可。
59.本发明的工作原理是:使用过程中,首先将本装置和测试线相匹配安装,与厂区的传送带以及plc系统匹配安装,安装完毕后,根据加工的真空灭弧室规格,通过扭动旋钮357带动第二丝杆356驱动移动块354相互移动,此时便可调节导向块355的间距,从而便于通过导向块355内侧斜面在夹持时辅助抵触真空灭弧室居中,当调试完成底部后,通过启动第一电机62运用,第一电机62带动底部输出端的十字板64转动,通过十字板64转动即可辅助带动其底部的第一下压电极65,通过第一下压电极65、第二下压电极66、第三下压电极67和第四下压电极68转动,由于第一下压电极65、第二下压电极66、第三下压电极67和第四下压电极68分别适配不同规格的真空灭弧室,此时便可根据需要进行调节,如若全部不适配,可通过反向扭动钮柄637带动第一丝杆633反转,此时便可调节滑块634带动夹板635分离,此时夹块638离开夹槽636便可取下相应的下压电极,然后再根据实际检测的真空灭弧室规格选用相应匹配的下压电极,将匹配的下压电极顶部固定块632插入到夹板635内侧之间,然后再反向扭动钮柄637即可带动夹块638卡接到夹槽636内完成安装,当准备就绪后,通过传送线带动放置有真空灭弧室的转运盘移动,当移动到设定位置时,在控制系统的控制下,机械手将真空灭弧室提起,倒置后放入磁套筒37中心处,此时启动第二气缸352运行,即可辅助带动导向块355对真空灭弧室进行抵触导向,使得真空灭弧室在磁套筒37内部处于同心圆状态,此时第一气缸5在控制系统的控制下推动相应的下压电极向下移动,直到下压电极抵住真空灭弧室的静端,然后控制系统控制自动化真空度检测平台2运行,启动第二电机332运行,第二电机332运行即可辅助带动第三丝杆333驱动滑杆334在套管331的内侧滑动,同时由于自动化真空度检测平台2运行和夹持组件35相配合夹紧真空灭弧室的动端,然后控制系统根据拉压力传感器的反馈,使自动化真空度检测平台2的气爪在滑杆334的作用下下移到对应位置,最后,自动真空度检测仪和测试系统开始对真空灭弧室进行检测和测试,从而实现了对不同型号的真空灭弧室的自适应功能,实现了对真空灭弧室型号的自动识别、自动测量等功能,当检测完成后,通过启动第三电机364运行,即可辅助带动驱动齿轮365带动齿条板363滑动,通过方槽362内的齿条板363辅助带动滑台32在滑槽31内侧移动,即可将滑台32从滑槽31内滑出,进而带动检测完成的真空灭弧室移出,并且加工期间,可将磁套筒37从自动化真空度检测平台2内移出,进而方便机械手的上下取料,整体使用加工更加合理方便。
60.对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在
不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
61.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。