技术特征:
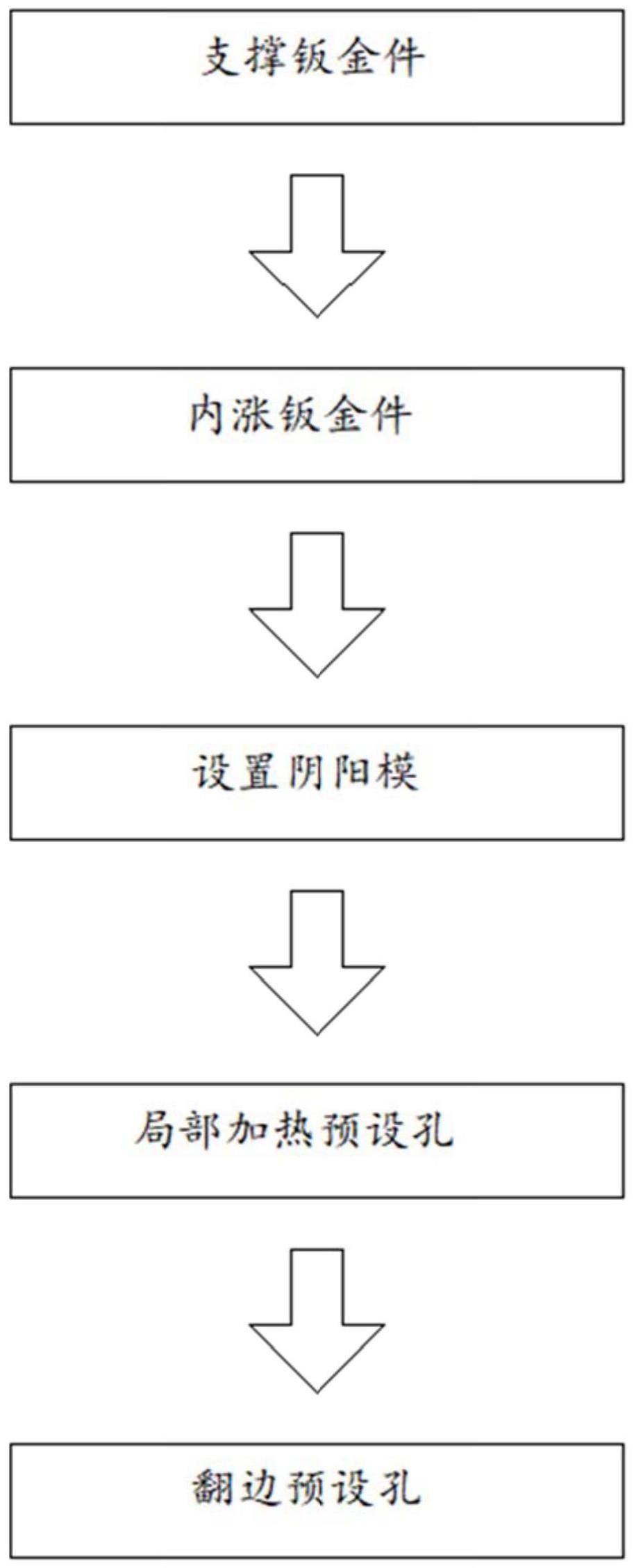
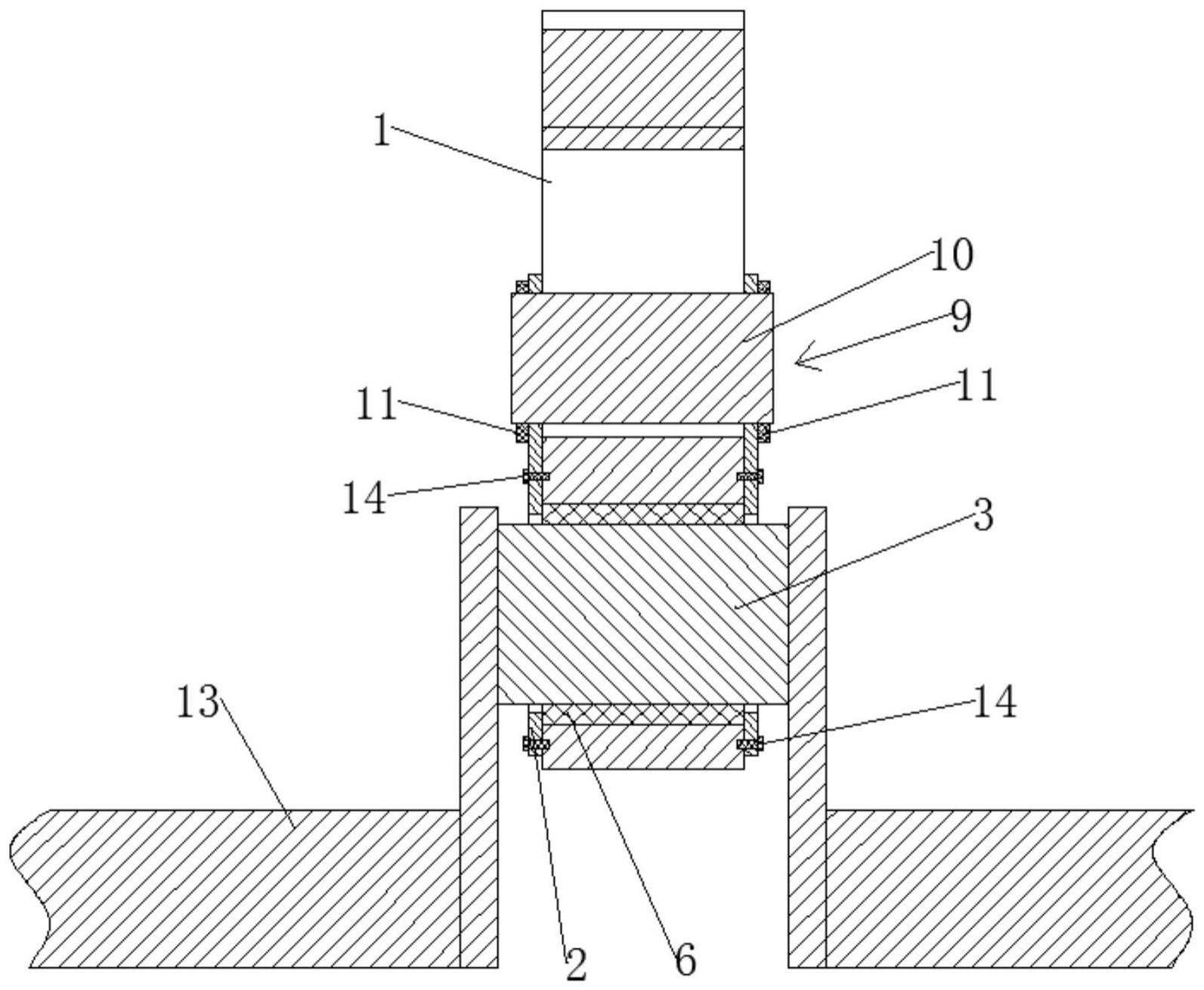
1.一种钛合金薄壁钣金件翻孔加工方法,用于执行所述钣金件上预设孔的翻边;所述钣金件为两端开口的筒状结构;其特征在于,所述翻孔方法包括以下步骤:s101:基于支撑件在所述钣金件的筒内空间处对所述钣金件执行夹持及支撑;夹持后所述钣金件的中轴线垂直于水平面;s102:基于支撑件自所述钣金件的内壁撑开所述钣金件,使所述钣金件呈理论面型;s103:在撑开所述钣金件的分瓣撑块上设置用于翻边所述预设孔的翻边阳模;在所述钣金件的外壁设置与所述翻边阳模相互配合的翻边阴模;s104:将所述预设孔的外周加热至560℃~580℃;s105:基于所述翻边阴模与所述翻边阳模的配合,对所述预设孔执行翻边,形成翻边孔。2.根据权利要求1所述的钛合金薄壁钣金件翻孔加工方法,其特征在于,对所述钣金件执行所述s104中的加热步骤前,还包括以下步骤:在所述预设孔的外周的内壁表面及外壁表面设置抗氧化剂。3.根据权利要求2所述的钛合金薄壁钣金件翻孔加工方法,其特征在于,所述抗氧化剂为ti-1抗氧化剂。4.根据权利要求1所述的钛合金薄壁钣金件翻孔加工方法,其特征在于,所述钣金件的材质为tc1-m。5.根据权利要求4所述的钛合金薄壁钣金件翻孔加工方法,其特征在于,所述钣金件的厚度为1.4-1.6mm。6.根据权利要求5所述的钛合金薄壁钣金件翻孔加工方法,其特征在于,所述s104中,所述预设孔外周的加热区域宽度为15-18mm。7.根据权利要求6所述的钛合金薄壁钣金件翻孔加工方法,其特征在于,所述s104中,翻边所述预设孔的翻边力为0.8kn~1.0kn。8.根据权利要求7所述的钛合金薄壁钣金件翻孔加工方法,其特征在于,执行所述s104中所述加热的装置为高频感应加热线圈。9.根据权利要求8所述的钛合金薄壁钣金件翻孔加工方法,其特征在于,执行所述加热时,所述加热线圈设置在所述钣金件外壁外的18-22mm处。
技术总结
本发明属于航空发动机零件组件制造技术领域,具体涉及一种钛合金薄壁钣金件翻孔加工方法。本发明通过将钣金件进行端面定位并分瓣涨紧,对翻边孔周围区域进行局部加热后进行翻孔的工艺,解决了冷翻孔裂纹和卧式装夹零件导致的翻边高度尺寸差异大的难题,满足设计及使用要求,保证零件的表面制造质量和完整性。保证零件的表面制造质量和完整性。保证零件的表面制造质量和完整性。
技术研发人员:李雪梅 宋子豪 谭小波 袁术林 张晓华 陈海筠 陈伟 刘召虎
受保护的技术使用者:中国航发航空科技股份有限公司
技术研发日:2023.04.20
技术公布日:2023/7/22
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。