一种防损坏的精密五金件加工用cnc夹具
技术领域
1.本发明涉及cnc夹具技术领域,特别涉及一种防损坏的精密五金件加工用cnc夹具。
背景技术:
2.夹具是指机械制造过程中用来固定加工对象,使之占有正确的位置,以接受施工或检测的装置,又称卡具,从广义上说在工艺过程中的任何工序,用来迅速、方便、安全地安装工件的装置,都可称为夹具,一般cnc加工通常是指计算机数字化控制精密机械加工,cnc加工车床、cnc加工铣床、cnc加工镗铣床等,上述的机械加工设备在对材料进行固定的时候就需要用到相对准度高的夹具,也就是cnc夹具,在精密五金件加工的时候,需要用到此种夹具对物料进行夹持。
3.申请号cn201811565876.5本发明涉及管件加工技术领域,尤其是一种薄壁五金件夹具,包括在机架上依次设置的支撑装置和夹持装置,夹持装置包括安装座、齿轮和至少一个夹持机构;齿轮转动安装在安装座上,夹持机构包括第一夹持块和第二夹持块,第一夹持块滑动安装于安装座上,第二夹持块上固定连接有齿条,齿条与齿轮啮合;第二夹持块与齿轮之间设置有滑座,齿条在滑座内滑动;第一夹持块可与第二夹持块相抵;支撑装置包括用于承接管件的且高度可调节的支撑架。本方案在切割不同形状的薄壁管件时,能够将不同形状的管件均稳固夹紧。
4.上述的精密夹具虽然可以应对不同形状的管件进行夹持,但是应对于异形的五金件材料进行夹持的时候,容易出现松动的情况,导致材料未夹持位置极易打滑脱落,影响对材料的加工,并且打滑掉落的材料极易出现表面划痕以及对设备器械造成碰撞。
5.于是,有鉴于此,针对现有的结构及缺失予以研究改良,提供一种防损坏的精密五金件加工用cnc夹具,以期达到更具有实用价值的目的。
技术实现要素:
6.本发明提供了一种防损坏的精密五金件加工用cnc夹具的目的与功效,具体包括:夹座;所述夹座的顶部后端中间位置与固定夹板底部位置固定连接,固定夹板的顶部后端中间位置与辅助架底部位置固定连接,辅助架位于夹座的顶部后方位置,辅助架中间位置滑动连接有升降架,升降架为凵字形设计,且升降架的内部位置设置有隔板,升降架的隔板后端位置与辅助架的前端位置相贴合,升降架的前端位置与凸字形状的换向件后端位置固定连接,换向件的前端位置与气缸的后端中间位置转动连接,升降架的后端中间位置转动连接有定位栓,定位栓的前端位置与辅助架后端面相贴合。
7.进一步的,所述气缸位于升降架的正前端位置,且气缸位于夹座的正上方位置,气缸的左侧位置滑动连接有伸缩杆a,气缸的右侧位置滑动连接有伸缩杆b,伸缩杆a与伸缩杆b呈对称设计。
8.进一步的,所述伸缩杆a的左侧位置与幅度架a的上方位置转动连接,幅度架a的底
部位置与夹爪a的顶部中间位置转动连接,夹爪a为c字形设计,且夹爪a位于伸缩杆a的正下方位置,并且夹爪a与伸缩杆a相平行。
9.进一步的,所述伸缩杆b的右侧位置与幅度架b的上方位置转动连接,幅度架b的底部位置与夹爪b的顶部中间位置转动连接,夹爪b为c字形设计,且夹爪b位于伸缩杆b的正下方位置,并且夹爪b与伸缩杆b相平行。
10.进一步的,所述夹爪a与夹爪b呈对称设计,并且夹爪a与夹爪b内侧位置的两端相齐平。
11.进一步的,所述夹座的顶部前端位置滑动连接有活动夹板,活动夹板位于固定夹板正后方位置,活动夹板的底部后端中间位置固定连接有连接板,活动夹板的后端面与连接板的后端面相齐平,连接板的中间上方位置开设有螺纹孔,且连接板的中间下端位置开设有滑孔。
12.进一步的,所述夹座的内部上端位置转动连接有夹持螺杆,夹座的内部下端位置转动连接有位距螺杆,夹持螺杆转动连接在连接板中间上方的螺纹孔内,位距螺杆位于连接板的滑孔内。
13.进一步的,所述夹座的内部下方位置开设有十字形状的滑槽,且夹座十字形状滑槽内滑动连接有间距挡板,间距挡板位于夹座内部最后方位置时,间距挡板的前端面与固定夹板的前端面相齐平,夹座的十字形状滑槽两侧位置设置有刻度,间距挡板的中间位置开设有螺纹孔,位距螺杆转动连接在间距挡板的螺纹孔内在转动位距螺杆的时候,通过位距螺杆与间距挡板螺纹孔的配合,使得间距挡板向前方位置进行滑动,直至间距挡板的前端面与连接板后端下方位置相贴合,结合间距挡板所处在夹座十字形状滑槽位置,读取间距挡板位于夹座十字形状滑槽两侧的刻度,明确五金件材料的长度。
14.与现有技术相比,本发明具有如下有益效果:
15.将五金件材料放置在夹座的顶部中间位置,使得五金件材料的后端位置与固定夹板的前端位置相贴合,接下来转动夹持螺杆,通过夹持螺杆与连接板中间上方螺纹孔的配合,带动连接板在夹座内部向后移动,在连接板向后移动的时候,将同步带动活动夹板向后方位置进行移动,直至活动夹板的后端面与五金材料件的前端位置相贴合,完成五金材料件的夹持过程。
16.在转动位距螺杆的时候,通过位距螺杆与间距挡板螺纹孔的配合,使得间距挡板向前方位置进行滑动,直至间距挡板的前端面与连接板后端下方位置相贴合,结合间距挡板所处在夹座十字形状滑槽位置,读取间距挡板位于夹座十字形状滑槽两侧的刻度,明确五金件材料的长度,确定五金件材料的长度是否合格,避免五金件材料出现长度不合格影响后续加工的情况。
17.在五金件材料长度确定之后,首先启动气缸,伸缩杆a与伸缩杆b同步进行位置延伸,这个时候幅度架a与幅度架b将处于最大的延伸间距,接下来向下滑动升降架,气缸同步进行向下移动,直至幅度架a与幅度架b的下端位置位于五金件材料的两侧位置,接下来通过气缸的收缩,幅度架a与幅度架b将同步进行间距减小,直至夹爪a与夹爪b分别接触到中间位置的五金件材料,在夹爪a与夹爪b接触到五金件材料之后,可以将五金件材料进行居中处理。
18.夹爪a与夹爪b的任意一处位置接触到五金件材料之后,结合五金件材料形状,夹
爪a与夹爪b的两端位置将进行转动,直至夹爪a与夹爪b的另一端位置与五金件材料进行贴合,这个时候夹爪a与夹爪b的两端位置均与五金件材料进行贴合,进而可以应对异形的五金件材料夹持。
19.结合升降架的后端中间位置转动连接有定位栓,定位栓的前端位置与辅助架后端面相贴合,在转动定位栓的时候,可以限位升降架,避免升降架进一步的升降。
附图说明
20.为了更清楚地说明本发明的实施例的技术方案,下面将对实施例的附图作简单地介绍。
21.在附图中:
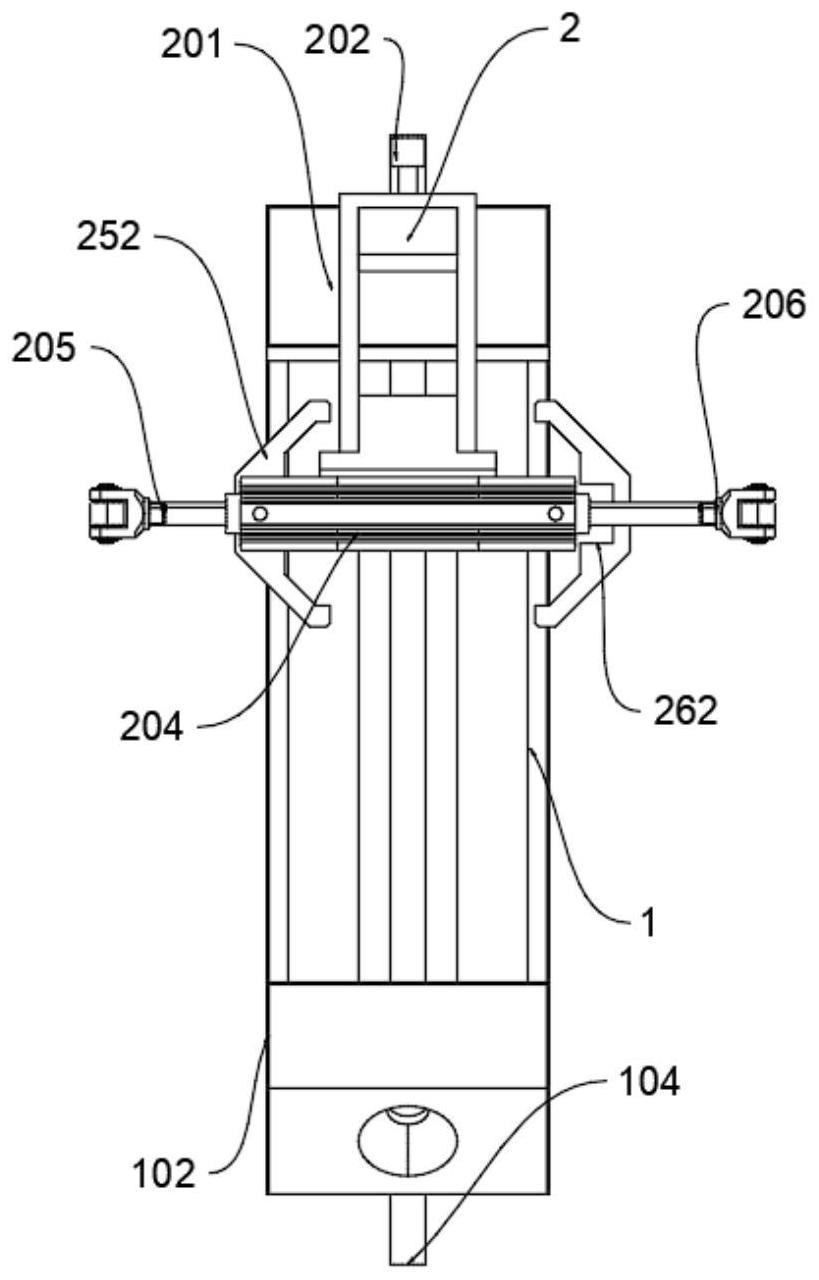
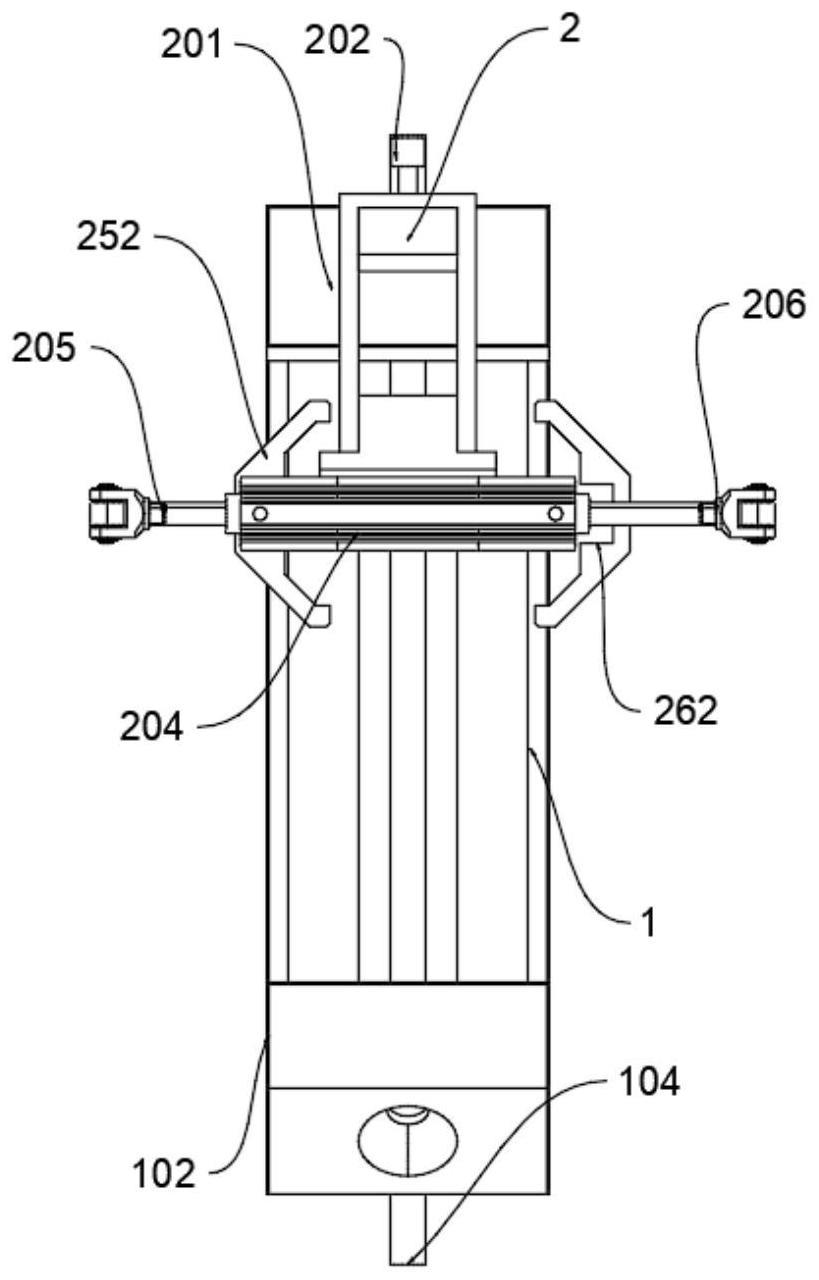
22.图1示出了根据本发明实施例防损坏的精密五金件加工用cnc夹具主视结构示意图;
23.图2示出了根据本发明实施例防损坏的精密五金件加工用cnc夹具左视结构示意图;
24.图3示出了根据本发明实施例防损坏的精密五金件加工用cnc夹具俯视结构示意图;
25.图4示出了根据本发明实施例防损坏的精密五金件加工用cnc夹具侧视结构示意图;
26.图5示出了根据本发明实施例防损坏的精密五金件加工用cnc夹具底侧视结构示意图;
27.图6示出了根据本发明实施例夹座整体半剖侧视结构示意图;
28.图7示出了根据本发明实施例辅助架整体主视结构示意图;
29.图8示出了根据本发明实施例辅助架整体侧视结构示意图。
30.附图标记列表
31.1、夹座;101、固定夹板;102、活动夹板;103、连接板;104、夹持螺杆;105、位距螺杆;106、间距挡板;2、辅助架;201、升降架;202、定位栓;203、换向件;204、气缸;205、伸缩杆a;251、幅度架a;252、夹爪a;206、伸缩杆b;261、幅度架b;262、夹爪b。
具体实施方式
32.下面结合附图和实施例对本发明的实施方式作进一步详细描述。
33.实施例:
34.如附图1至附图8所示:
35.本发明提供一种防损坏的精密五金件加工用cnc夹具,包括有:夹座1;夹座1的顶部后端中间位置与固定夹板101底部位置固定连接,固定夹板101的顶部后端中间位置与辅助架2底部位置固定连接,辅助架2位于夹座1的顶部后方位置,辅助架2中间位置滑动连接有升降架201,升降架201为凵字形设计,且升降架201的内部位置设置有隔板,升降架201的隔板后端位置与辅助架2的前端位置相贴合,升降架201的前端位置与凸字形状的换向件203后端位置固定连接,换向件203的前端位置与气缸204的后端中间位置转动连接,升降架201的后端中间位置转动连接有定位栓202,定位栓202的前端位置与辅助架2后端面相贴
合,在转动定位栓202的时候,可以限位升降架201,避免升降架201进一步的升降。
36.其中,气缸204位于升降架201的正前端位置,且气缸204位于夹座1的正上方位置,气缸204的左侧位置滑动连接有伸缩杆a205,气缸204的右侧位置滑动连接有伸缩杆b206,伸缩杆a205与伸缩杆b206呈对称设计。
37.其中,伸缩杆a205的左侧位置与幅度架a251的上方位置转动连接,幅度架a251的底部位置与夹爪a252的顶部中间位置转动连接,夹爪a252为c字形设计,且夹爪a252位于伸缩杆a205的正下方位置,并且夹爪a252与伸缩杆a205相平行,伸缩杆b206的右侧位置与幅度架b261的上方位置转动连接,幅度架b261的底部位置与夹爪b262的顶部中间位置转动连接,夹爪b262为c字形设计,且夹爪b262位于伸缩杆b206的正下方位置,并且夹爪b262与伸缩杆b206相平行,夹爪a252与夹爪b262呈对称设计,并且夹爪a252与夹爪b262内侧位置的两端相齐平,夹爪a252与夹爪b262的任意一处位置接触到五金件材料之后,结合五金件材料形状,夹爪a252与夹爪b262的两端位置将进行转动,直至夹爪a252与夹爪b262的另一端位置与五金件材料进行贴合,这个时候夹爪a252与夹爪b262的两端位置均与五金件材料进行贴合,进而可以应对异形的五金件材料夹持。
38.其中,夹座1的顶部前端位置滑动连接有活动夹板102,活动夹板102位于固定夹板101正后方位置,活动夹板102的底部后端中间位置固定连接有连接板103,活动夹板102的后端面与连接板103的后端面相齐平,连接板103的中间上方位置开设有螺纹孔,且连接板103的中间下端位置开设有滑孔,结合连接板103的形状,在夹持螺杆104转动的时候,将带动连接板103进行位移,位距螺杆105将不会出现干涉的情况。
39.其中,夹座1的内部上端位置转动连接有夹持螺杆104,夹座1的内部下端位置转动连接有位距螺杆105,夹持螺杆104转动连接在连接板103中间上方的螺纹孔内,位距螺杆105位于连接板103的滑孔内,夹座1的内部下方位置开设有十字形状的滑槽,且夹座1十字形状滑槽内滑动连接有间距挡板106,间距挡板106位于夹座1内部最后方位置时,间距挡板106的前端面与固定夹板101的前端面相齐平,夹座1的十字形状滑槽两侧位置设置有刻度,间距挡板106的中间位置开设有螺纹孔,位距螺杆105转动连接在间距挡板106的螺纹孔内。
40.使用时:首先将本装置结合实施例进行装配,接下来将五金件材料放置在夹座1的顶部中间位置,使得五金件材料的后端位置与固定夹板101的前端位置相贴合,接下来转动夹持螺杆104,通过夹持螺杆104与连接板103中间上方螺纹孔的配合,带动连接板103在夹座1内部向后移动,在连接板103向后移动的时候,将同步带动活动夹板102向后方位置进行移动,直至活动夹板102的后端面与五金材料件的前端位置相贴合,完成五金材料件的夹持过程。
41.在转动位距螺杆105的时候,通过位距螺杆105与间距挡板106螺纹孔的配合,使得间距挡板106向前方位置进行滑动,直至间距挡板106的前端面与连接板103后端下方位置相贴合,结合间距挡板106所处在夹座1十字形状滑槽位置,读取间距挡板106位于夹座1十字形状滑槽两侧的刻度,明确五金件材料的长度,确定五金件材料的长度是否合格,避免五金件材料出现长度不合格影响后续加工的情况。
42.在五金件材料长度确定之后,首先启动气缸204,伸缩杆a205与伸缩杆b206同步进行位置延伸,这个时候幅度架a251与幅度架b261将处于最大的延伸间距,接下来向下滑动升降架201,气缸204同步进行向下移动,直至幅度架a251与幅度架b261的下端位置位于五
金件材料的两侧位置,接下来通过气缸204的收缩,幅度架a251与幅度架b261将同步进行间距减小,直至夹爪a252与夹爪b262分别接触到中间位置的五金件材料,在夹爪a252与夹爪b262接触到五金件材料之后,可以将五金件材料进行居中处理。
43.夹爪a252与夹爪b262的任意一处位置接触到五金件材料之后,结合五金件材料形状,夹爪a252与夹爪b262的两端位置将进行转动,直至夹爪a252与夹爪b262的另一端位置与五金件材料进行贴合,这个时候夹爪a252与夹爪b262的两端位置均与五金件材料进行贴合,进而可以应对异形的五金件材料夹持。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。