用于保持麻醉剂的容器及其制造方法
1.相关申请的交叉引用
2.本技术要求2020年10月6日提交的美国专利申请序列号17/063,817的优先权。
技术领域
3.本公开总体上涉及用于保持麻醉剂的容器及其制造方法,并且更具体地涉及通过修复铸件中的孔隙率经由钎焊来接合铸造金属以便能够进行炉钎焊,这在用于形成气体歧管和液体麻醉容器的麻醉应用中是非常有利的。
背景技术:
4.麻醉机是被特别构造用于以高精确度和准确度向患者施用麻醉剂的装置。麻醉剂在某种情况下通常保持在麻醉机中的贮存器内,例如在通常由金属制成的材料内限定的贮槽或通道中。可以施用多种麻醉剂,每种麻醉剂具有其自身的储存限制和化学反应性限制,这些限制必须由麻醉机安全地处理。如将在下面所述,这些贮存器通常通过两个或更多个部件的联合形成,通常通过用螺栓接合并且采用垫片密封。为了将麻醉气体递送至患者,该机器包含气体歧管以使得气体能够混合和输送。
5.可应用本公开方法的示例性麻醉机包括aisys cs2、adance cs2和carestation 600系列麻醉递送系统,以及由ge healthcare生产的aladin2盒。
技术实现要素:
6.提供本发明内容是为了介绍将在下面的具体实施方式中进一步描述的一系列概念。本发明内容不旨在识别要求保护的主题的关键或必要特征,也不旨在用于帮助限制要求保护的主题的范围。
7.本公开的一个实施方案一般涉及一种用于制造保持麻醉剂的容器的方法。该方法包括形成两个或更多个部件,每个部件具有配合表面,其中当该两个或更多个部件的该配合表面联接在一起时形成该容器,并且其中该两个或更多个部件中的第一部件由具有限定在其该配合表面内的孔的材料形成。该方法还包括经由摩擦搅拌焊接加工该第一部件的该配合表面,以减小限定在其中的该孔。该方法还包括将该两个或更多个部件联接在一起,使得该配合表面接触以形成被构造成将该麻醉剂保持在其中的该容器。
8.另一个实施方案总体上涉及用于保持气体或液体的金属容器。由铸造材料制成的第一部件具有带孔的第一非配合表面,并且具有经由摩擦搅拌焊接加工成基本上没有孔的第一配合表面。第二部件由金属材料制成,该第二部件具有第二配合表面和第二非配合表面。该第一部件和该第二部件联接在一起,使得该第一配合表面接触该第二配合表面,使得当联接在一起时由该第一部件和该第二部件形成贮存器。贮存器被构造成保持该气体或液体。
9.另一个实施方案总体上涉及一种制造用于保持气体或液体的容器的方法。该方法包括铸造金属材料的第一部件,其中该第一部件具有第一配合表面和第一非配合表面,并
且其中该金属材料具有限定在该第一配合表面内的孔。该方法还包括经由摩擦搅拌焊接加工该第一部件的该第一配合表面,以减小限定在其中的该孔,并且获得由金属材料制成的第二部件。该第二部件具有第二配合表面和第二非配合表面,其中该第一部件和该第二部件中的至少一者限定通道。该方法还包括将该第一部件和该第二部件钎焊在一起,使得该第一部件的该第一配合表面与该第二部件的该第二配合表面接触,使得当该第一部件和该第二部件钎焊在一起时在该第一部件的该第一非配合表面和该第二部件的该第二非配合表面之间形成贮存器,其中该贮存器被构造成将气该体或液体保持在其中,并且其中该容器被构造成使得该气体或液体仅经由该通道离开该贮存器。
10.从以下结合附图的实施方式中,本公开的各种其他特征、目的和优点将变得显而易见。
附图说明
11.参考以下附图描述本公开。
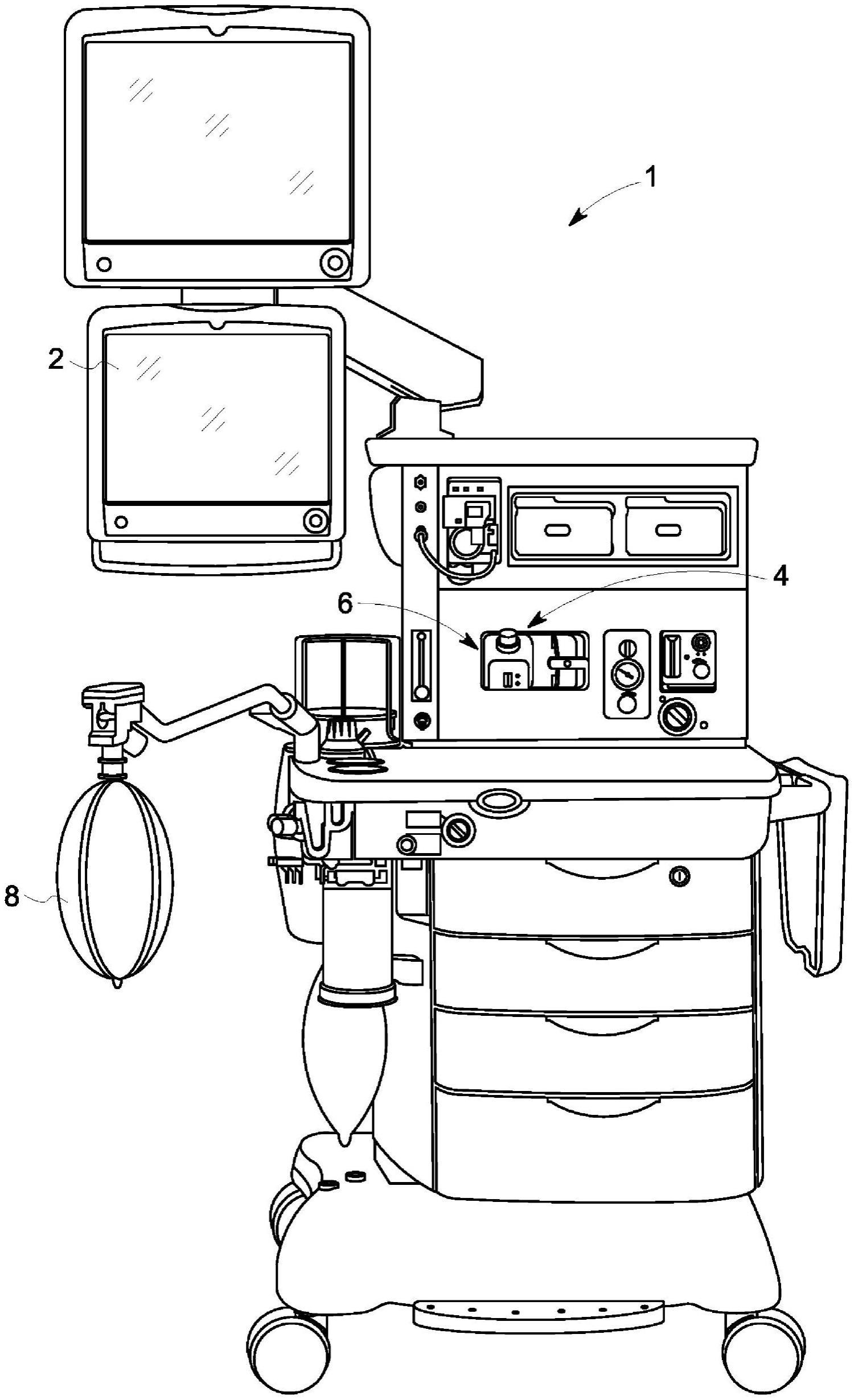
12.图1描绘了包括根据本公开制造的麻醉剂容器的示例性麻醉机;
13.图2是根据本公开制造的示例性容器的等轴视图;
14.图3是根据本公开制造的另一个示例性容器的前视图;
15.图4是图2所示的容器在组装之前的截面俯视图;
16.图5是图4的部分容器的截面侧视图,该部分容器被示出为根据本公开进行加工;
17.图6是根据本公开的描绘图4中间过程的部分的俯视剖面图;
18.图7描绘了根据本公开的用于生产部件的示例性方法;
19.图8描绘了根据本公开的用于生产部件的另一种示例性方法;
20.图9a是根据本公开制造的另一个示例性容器的等轴视图;
21.图9b描绘了图9a所示的容器的第一部件;
22.图9c是图9a的容器的分解视图;
23.图10a是根据本公开制造的另一个示例性容器的第一部件的等轴视图;
24.图10b是对应于图10a的第一部件的第二部件的等轴视图;
25.图10c是由图10a和图10b的第一部件和第二部件形成的容器的等轴视图;并且
26.图11是根据本公开制造的另一个示例性容器的等轴视图。
具体实施方式
27.本公开总体上涉及用于保持麻醉剂或形成用于与医疗装置一起使用的气体或流体的歧管的容器,以及用于制造此类容器的改进方法。图1描绘了医疗装置1,该医疗装置在本示例中是麻醉机,该麻醉机包括根据本公开的用于保持气体或流体的一个或多个容器6。当前示出的医疗装置1包括用于结合用手动通气袋8操作医疗装置1的显示器2,如在麻醉机领域中常见的。图1还示出了麻醉剂盒4,该麻醉剂盒包括作为用于保持麻醉剂(诸如地氟烷或异氟烷)的容器6的贮槽。麻醉机根据本领域目前已知的过程以受控方式将麻醉剂从容器6递送至患者。
28.本发明人已经认识到,用于制造保持气体或流体的歧管和容器(诸如在医疗装置内使用的那些)的特定方法通常是昂贵的和/或关于其中可形成贮存器的形状是高度限制
性的。例如,发明人已经认识到,经由铸造(诸如通过本领域已知的砂型铸造方法或永久模铸造方法)制造部件在所得部件的形状和尺寸方面提供了很大的灵活性。然而,认识到,铸造部件存在显著的表面孔隙率,这是在其他更昂贵的制造方法中不存在的情况。
29.用于形成需要气密的歧管和容器的常见做法是从坯料进行机加工。在一种常用的方法中,通过在块中钻孔来形成通道。为了形成连续的流动路径,钻孔是交叉的,这使得钻孔的一侧需要被堵塞(交叉钻孔的歧管)。交叉钻孔的歧管易于泄漏并且将金属屑留在部件内部(有可能会导致o2火源、阀阻塞和/或本领域已知的其他问题)。尽管制造便宜,但这些歧管在形成复杂通道的能力方面受到限制。
30.另一种常见的方法是将歧管分成两个或更多个区段(通常为两个区段),并且在通道中机加工成一个块并使用覆盖块来密封。如果块是由坯料形成的,则可以对该覆盖块进行炉钎焊,这意味着该覆盖块是经过重机加工以形成通道的实心块。然而,这比净成形通道的方式更昂贵和复杂。
31.另一种技术是将柔性密封垫圈放置在块之间并使用多个螺钉来制造密封歧管。然而,这导致过多数量的螺栓并且使得设计处于泄漏的风险中。
32.同样地,本发明人已经认识到,炉钎焊是在许多行业中用于接合金属部件的方便且成本有效的方法,这对于制造具有复杂内部流动通道的部件(例如,冷板)可能是特别有用的。然而,炉钎焊不是用于接合铸造的部件的有效或可靠的手段,因为上述表面孔隙率导致不可预测的钎焊接头、差的接头质量以及随之而来的包含在其中的液体或气体泄漏的高风险。因此,铸造部件不能用于形成这些贮存器和通道,因此需要更高成本的替代物来制造能够钎焊的部件,包括大量的额外机加工。这在具有相当大尺寸和/或深度的贮槽(例如,参见图3)的情况下可能是特别极端的,这种情况需要大量的机加工来去除足够的材料以形成贮存器。
33.因此,本发明人已经认识到,如果可以以某种方式修复成本有效的铸造部件,这意味着减小或消除表面孔隙率,使得炉钎焊再次变得可行,则可以使用已知的相同炉钎焊技术以可靠的方式接合这些铸造部件。通过实验和开发,本发明人已经认识到,通过使用摩擦搅拌焊接装置加工旨在被炉钎焊在一起的部件的表面,加工的区域被局部地修复并且基本上没有孔,因此使得能够进行钎焊。在摩擦搅拌焊接(fsw)的这种替代物使用中,fsw不像通常那样用于焊接,而是fsw简单地在将形成钎焊接头的区域内运行,由此金属的这种粘塑性搅拌消除了孔隙率,并且因此实现了钎焊。在美国专利号5,460,317以及materials science and engineering reports期刊发表物friction stir welding and processing(mishra&ma,2005年8月)中提供了关于本领域中目前已知的摩擦搅拌焊接和加工方法的额外信息,该美国专利和期刊发表物各自以引用方式并入本文。
34.将认识到,将修复描述为“基本上”没有孔,因为表面需要基本上没有孔隙率以提供部件之间的可靠钎焊。当使用锻造坯料(坯金属块)时,不存在需应对的孔隙率。然而,所有铸造部件具有不同程度的孔隙率。这是有问题的原因在于,在钎焊的加热过程期间,孔隙中截留的气体膨胀并且可能逸出或破裂空腔。这将熔融的钎焊材料从接头中吹出。另外,开放孔隙导致钎焊材料从接头流出并填充开口,从而从预期区域去除钎焊材料。因此,在钎焊接头处需要消除孔隙率,这是fsw过程所做的。为了本公开的目的,不含孔隙将意味着有效地不含孔隙,这意味着在用fsw工具修复表面之后,表面状况基本上与将存在于金属的锻造
板或块的表面状况相同,并且因此现在适合于例如炉钎焊过程。
35.图7中示出了根据本公开的示例性方法700。过程700由在步骤702中以本领域已知的方式铸造至少一个基部部件组成,诸如经由砂型铸造。盖部件也可以经由铸造形成,或者可以替代地通过不导致表面孔隙率(或者基本上或充分地没有孔以使得能够钎焊)的方法制造。方法700进行到步骤704,其中fsw工具或线轴用于在最终将进行钎焊的区域中提供铸造部件的粘塑性搅拌。结果是这样的表面,其中孔隙率已经被减小或消除,从而有效地修复该表面以用于将来的钎焊或其他联接方法。如上所述,“修复”是指部件的加工区域或表面基本上或充分地没有孔,以便能够有效和高效地钎焊。然后,步骤706提供机加工或以其他方式加工表面,以清洁由fsw工装加工过程留下的任何表面痕迹或其他表面状况。将认识到,在某些实施方案中,fsw工装加工过程可能不产生表面痕迹或在继续进行之前需要加工或清洁的状况。最后,在步骤708中,可以使用本领域已知的用于钎焊的标准实践将第二部件(在本示例中为盖)炉钎焊到基部上。
36.发明人认识到,在某些示例中,还需要在利用fsw工具的加工可以有效地完成之前,对铸造部件的表面进行机加工或以其他方式清洁。该另选的过程800在图8中示出,由此步骤804执行对来自步骤802的铸造部件的清洁,以形成待修复并且随后与第二部件或盖钎焊的平坦配合表面。应当注意的是,炉钎焊在其性质上在结合接头处需要非常平坦的平行表面。因此,即使坯料部件通常也需要沿待接合的表面进行二次机加工道次或过程。
37.图2示出了使用根据本公开的方法生产的示例性容器20,具体地,第二部件60的一部分被切掉以示出其内部。容器20可用作更成本有效地构建的冷板,或其他贮存器30,其中可以经由更简单的方法(诸如铸造)成本有效地生产蜿蜒的、复杂的、或以其他方式劳动密集的路径。容器20在顶部22和底部24之间延伸,顶部和底部之间具有侧面26。本实施方案的容器20特别地由在接缝80处联接到第二部件60的第一部件40形成,在本示例中,该接缝是如上所述的钎焊材料82的焊缝。第一部件40在顶部42和底部44之间延伸并且侧面46在该顶部和该底部之间,同样,第二部件60在顶部62和底部64之间延伸并且侧面66在该顶部和该底部之间。第一部件40具有配合表面48,该配合表面用于与第二部件60的配合表面68接触或面对并且焊接到第二部件的配合表面。另外,非配合表面50被限定在第一部件40内,其形成用于限定用于容纳气体或流体(诸如麻醉剂或冷却剂)的贮存器30的至少一部分的基础。如上所述,贮存器30可具有曲线32或通过诸如铸造模制的方法最成本有效地形成的其他特征部。
38.在所示的示例中,第二部件60还在其中限定非配合表面70。然而,贮存器30不必限定在第一部件40和第二部件60两者内,并且因此非配合表面70可以不是限定的凹部。换句话说,更加成本有效的解决方案可以是第二部件60仅仅是盖,其中非配合表面70没有凹入或限定在其中。还将认识到,第一部件40和第二部件60可以在功能上颠倒,使得第一部件40是盖。同样地,容器20可以具有多于两个部件,例如两个盖将具有限定在其中的贮存器的中心部分夹在中间。
39.在当前情况下,端口34也限定在容器20的一个或多个侧面26内,从而提供从容器20外部到贮存器30的流体连通。在本示例中,一个端口34仅被示出为从容器20外部到贮存器30的入口,而另一个端口34被示出为例如用于与另一个管道对接的联接器或连接器。在本示例中,流体或气体可在一个端口34中流动,通过贮存器30,并从另一个端口34流出。在
其他情况下,如图3所示,仅使用一个端口34来填充和排空贮存器30(尽管例如也可包括排气口或其他压力正常化装置以实现本领域已知的该过程)。
40.由于图1示出了完成的容器20,因此将认识到,配合表面48、68在已经根据本公开修复之后基本上没有孔,而非配合表面50、70可以仍然具有孔(未用fsw过程处理)。如下文所述,还可对配合表面48、68和/或非配合表面50、70提供其他处理,诸如镀层或涂层。
41.图3描绘了根据本公开的另一示例性容器20,在本示例中,类似于诸如结合在图1的医疗装置1中的贮槽。在该实施方案中,容器20具有高度h1和宽度w1,其中限定的贮存器30具有高度h2和宽度w2。如上所述,在这种情况下,贮存器30的体积基本上相对于容器20的体积。因此,如果第一部件40不是通过铸造来生产,诸如大量的材料去除,则该构造将需要大量的机加工。以这种方式,本公开提供了一种成本有效的方法,该方法用于形成例如用于容纳麻醉剂36的大致尺寸的贮存器30,同时仍然能够进行用于在接缝80处将第一部件40联接到第二部件60的炉钎焊过程。
42.在某些实施方案中,诸如图3的容器40的容器可由铸造部件和机加工坯料部件形成气体歧管。由炉钎焊在一起的部件制造气体歧管是形成密封歧管的一种常见方法。然而,目前这种接合限于使用坯金属机加工成形,然后进行炉钎焊。通过遵循本公开中描述的方法,可以使用网状铸造部件,从而节省成本并且增加通道设计的制造灵活性,并且仍然使用被证明是成本有效的制造技术的炉钎焊工艺。
43.图4描绘了在钎焊或以其他方式与第二部件60联接之前的图2的第一部件40。在所示的实施方案中,贮存器30至少部分地由限定在第一部件40内的非配合表面50形成。如前所述,配合表面48形成用于第一部件40的顶部42的表面的另一部分,该部分是与第二部件60接触的表面。在所示的示例中,非配合表面50的一部分被示出为用处理54(诸如镀镍)处理,该处理可以以本领域已知的方式具体地选择,以防止第一部件40的材料与保持在贮存器30内的麻醉剂或其他气体或流体之间的腐蚀或其他化学相互作用。图4还描绘了摩擦搅拌焊接机90的起始点,其在图5中示出使用。如上所述,摩擦搅拌焊接机90围绕第一部件40的配合表面48(以及第二部件60的配合表面68,如果也由多孔材料制成)跟踪,并且其线轴91在其中延伸以引起粘塑性搅拌。因此,这种粘塑性搅拌消除或修复了沿着摩擦搅拌焊工90行进的路径的表面孔隙。
44.图6示出了第一部件40的配合表面48内的孔52,以及在修复和照射这些孔52时经由摩擦搅拌焊接机90的部分处理(如螺旋线所示)。将进一步认识到的是,图6还描绘了由摩擦搅拌焊接机90留下的残余表面状况92,如先前所述的,这可能需要或受益于随后的机加工以确保在配合表面48的炉钎焊或其他焊接发生之前的平坦且光滑的表面。一旦摩擦搅拌焊接机90已经在第一部件40的配合表面48的预期区域上跟踪,以及必要时在第二部件60的配合表面68上跟踪,并且任何这样的表面状况92被矫正(由此,孔隙固化的最终路径被示为93),第一部件40和第二部件60能够被焊接在一起,诸如通过炉钎焊,以形成图2中所示的容器20。将认识到,为了清楚起见,最终路径93未在所有图(诸如图2)中示出。
45.本发明人还认识到,目前公开的方法不限于传统铸造金属的修复。例如,被称为烧蚀铸造的新铸造程序现在能够进行传统上仅锻造铝合金(诸如6061)的砂型铸造。通过结合传统锻造合金的烧蚀铸造使用本公开的方法,可以容易地完成由相同合金的铸件、锻件和机加工部件制成的复杂组件。
46.还将认识到,除了扩展可使用炉钎焊构造的组件的类型之外,当前公开的方法还使得能够将诸如铸造、锻造和机加工坯料部件的制造过程混合到单个炉钎焊组件中。虽然前述内容主要涉及医疗装置行业内的应用,但本公开也可应用于制造其他行业中的贮存器和/或流体路径,诸如用于航空电子装置、饮料分配器等中的控制器的冷板。
47.另外的示例性容器20提供在图9a至图9c和图10a至图10c中。在这些示例中,图9a至图9c的容器20被构造成用作ge healthcare的serenity
tm
麻醉机中的用于在其中容纳麻醉剂的贮槽,并且图10a至图10c的容器20是用于确保从左侧到右侧的端口34合并的两种进入的化合物的适当混合的混合器。
48.在图9a至图9c的示例中,容器20包括第三部件100,该第三部件使用上述工艺(例如,使用fsw以分别在第一部件40、第二部件60和第三部件100的表面48、68和108上提供处理54,以基本上消除孔隙并允许钎焊)夹在第一部件40和第二部件60之间。将认识到,在某些示例中,第一部件40、第二部件60和第三部件100中的一者或多者通过不具有孔隙率的方法生产,并且因此不需要在钎焊到已经接受这种处理的其他部件的其他表面之前经由fsw进行处理。
49.还应当认识到,图9a至图9c的部件20与本文所公开的其他部件一样,仍然可以具有相同的固定特征部100,用于联接在更宽的系统(例如医疗装置1)内。示例性固定特征部100包括用于接纳螺钉或螺栓的螺纹开口,或本领域已知的其他紧固技术。
50.图10a至图10c描绘了示例性混合器,诸如也可以结合在ge healthcare的serenity
tm
麻醉机、需要将气体或液体与其他气体或液体混合的其他医疗装置或非医疗装置内。在所示的示例中,第二部件60基本上是使用本文所述的技术联接到第一部件40的盖子。在本示例中,可以看出,第一部件40的顶部42的大部分不需要处理54,而是对应于第二部件60的部分(例如,其本身可能需要或可能不需要在其底部64上经由fsw进行加工以使得能够经由钎焊进行联接)。通过允许第一部件40被加工以固化或消除第二部件60将被联接到其上的区域内的孔隙,第一部件40可以经由基本铸造技术来制造,该基本铸造技术使得复杂的路径和结构具有相对低的成本。在示出的混合器的示例中,混合特征部120、122设置在限定在第一部件40内的贮存器30内,同样经由其铸造。通过将这些混合特征部120、122定位在容器20左侧的端口34与经由右侧的端口34的出口之间的路径内,确保了两种进入材料的适当混合。
51.将认识到,当前公开的方法还可以用于使得能够将其他部件(包括支座、突片或头部)钎焊到铸件上。类似地,图11示出了容器20,除了沿着最终路径93固化孔隙以经由钎焊将第一部件40联接到第二部件60之外,端口配件33的表面也使用如上所述的fsw工具进行加工以使得在此也能够钎焊配件34。
52.附图中提供的功能框图、操作序列和流程图表示用于执行本公开的新颖方面的示例性架构、环境和方法。虽然为了简化说明的目的,本文包括的方法可以是功能图、操作顺序或流程图的形式,并且可以被描述为一系列行为,但是应该理解并认识到,方法不受行为顺序的限制,因为一些行为可以根据其与不同的顺序发生和/或与本文所示和所述的其他行为同时发生。例如,本领域技术人员应当理解并认识到,方法可以另选地表示为一系列相互关联的状态或事件,诸如在状态图中。而且,并非所有方法中所示的行为都可能是新颖实现所必需的。
53.该书面描述使用示例来公开本发明,包括最佳模式,并且还使得本领域技术人员能够执行和使用本发明。为了简洁、清楚和易于理解而使用了某些术语。除了现有技术的要求之外,不应从中推断出不必要的限制,因为此类术语仅用于描述目的并且旨在被广义地理解。本发明的专利范围由权利要求书限定,并且可包括本领域的技术人员想到的其他示例。如果这些其他示例具有与权利要求书的字面语言没有不同的特征或结构元件,或者如果它们包括与权利要求书的字面语言无实质差别的等效特征或结构元件,则这些其他示例旨在在权利要求书的范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。