1.本技术涉及压铸件加工领域,尤其是涉及一种高效的金属压铸件切边设备。
背景技术:
2.压铸件是一种压力铸造的零件,是使用装好铸件模具的压力铸造机械压铸机,将加热为液态的铜、锌、铝或铝合金等金属浇入压铸机的入料口,经压铸机压铸,铸造出模具限制的形状和尺寸的铜、锌、铝零件或铝合金零件;目前,金属压铸件在生产完成后需要使用切边设备对其进行切边处理。
3.现有技术公开有一种压铸件切边装置,包括支撑台,支撑台上设置有安装板,支撑台上设置有支撑架,支撑架上设置有液压机,液压机的活塞杆底部设置有抵接板和驱动气缸一,驱动气缸一的活塞杆端部设置有切边块,抵接板位于安装板上方;使用时,先将金属压铸件安装在安装板上,然后启动液压机,液压机的活塞杆带动抵接板和驱动气缸一向靠近安装板的方向移动,当抵接板和金属压铸件抵紧时,关闭液压机,启动驱动气缸一,驱动气缸一的活塞杆带动切边块对金属压铸件进行切割,对金属压铸件安装完成时,握持金属压铸件的两端,将金属压铸件向上平移,以将金属压铸件从切边设置上取下。
4.但当对金属压铸件切边完成时,由于金属压铸件和安装板抵接的较为紧密,将金属压铸件从安装板上取下时较为困难,影响工作人员的工作效率,故有待改善。
技术实现要素:
5.为了方便将切边完成的金属压铸件从切边设备上取下,本技术提供一种高效的金属压铸件切边设备。
6.本技术提供的一种高效的金属压铸件切边设备采用如下的技术方案:
7.一种高效的金属压铸件切边设备,包括支撑台,所述支撑台顶壁设置有安装板,所述支撑台上设置有支撑架,所述支撑架上设置有液压机,所述液压机的活塞杆底部设置有抵接板和驱动气缸一,所述抵接板位于安装板上方,所述驱动气缸一的活塞杆端部设置有切边块,所述支撑台底部设置有驱动气缸二和抵接杆,所述驱动气缸二设置在支撑台上,所述抵接杆设置在驱动气缸二的活塞杆上,所述安装板上开设有抵接口,所述抵接杆远离驱动气缸二的一端位于抵接口中。
8.通过采用上述技术方案,当需要对金属压铸件进行切边时,先将金属压铸件安装在安装板上,启动液压机,液压机的活塞杆带动抵接板和驱动气缸一向靠近金属压铸件的方向移动;当抵接板紧抵金属压铸件时,启动驱动气缸一,使得切边块对金属压铸件进行切割;切割完成后,启动液压机,抵接板复位,启动驱动气缸二带动抵接板向上移动,使得金属压铸件不再紧抵安装板,最后将切边完成的金属压铸件从切边设备上取下;通过驱动气缸二和抵接杆的共同作用,使得将切边完成的金属压铸件从切边设备上取下较为方便,提高了切边设备的实用性。
9.可选的,所述抵接杆远离驱动气缸二的一端设置有橡胶垫。
10.通过采用上述技术方案,橡胶垫的材质柔软,对金属压铸件的底壁具有保护作用。
11.可选的,所述支撑台上位于切边块底部开设有余料收集口,所述支撑台位于余料收集口处卡接有余料收集箱,所述支撑台位于余料收集箱底部设置有推送装置。
12.通过采用上述技术方案,利用切边块对金属压铸件切边后,多余的金属废料落入余料收集箱中,余料收集箱能够方便对切割下来的金属余料进行收集。
13.可选的,所述推送装置包括驱动气缸三和承接板,所述驱动气缸三设置在支撑台上,所述承接板设置在驱动气缸三的活塞杆端部,所述承接板和余料收集箱的底壁相抵接。
14.通过采用上述技术方案,当余料收集箱中的金属废料装满时,启动驱动气缸三,承接板带动余料收集箱到指定位置,然后将余料收集箱从支撑台上取下进行清理,通过驱动气缸三和承接板的共同作用,方便对余料收集箱进行拆装。
15.可选的,所述支撑台上设置有废屑清理件,所述废屑清理件用于清理安装板上的废屑。
16.通过采用上述技术方案,将金属压铸件安装在安装板上之前,通过废屑清理件对安装板的表面进行清理,降低了由于安装板上有废屑,利用抵压板抵压金属压铸件时,金属压铸件发生形变的可能性。
17.可选的,所述废屑清理件包括吹风件和吹风管,所述吹风件设置在支撑台上,所述吹风管的一端和吹风件相连通。
18.通过采用上述技术方案,安装金属压铸件前,启动吹风件,手持吹风管利用气流对安装板的表面进行清理;通过吹风件和吹风管的共同作用,方便在安装金属压铸件前对安装板的表面进行清理。
19.可选的,所述吹风管远离吹风件的一端内壁向外倾斜形成导风面。
20.通过采用上述技术方案,气流将要离开吹风管时,部分气流沿着导风面吹送,扩大了吹风管的吹送范围,从而能够缩短对安装板的清理时间。
21.可选的,所述液压机活塞杆底部设置有若干照明灯。
22.通过采用上述技术方案,使用切边装置时,打开若干照明灯,通过若干照明灯方便对安装板进行清理。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.1.当需要对金属压铸件进行切边时,先将金属压铸件安装在安装板上,启动液压机,液压机的活塞杆带动抵接板和驱动气缸一向靠近金属压铸件的方向移动;当抵接板紧抵金属压铸件时,启动驱动气缸一,使得切边块对金属压铸件进行切割;切割完成后,启动液压机,抵接板复位,启动驱动气缸二带动抵接板向上移动,使得金属压铸件不再紧抵安装板,最后将切边完成的金属压铸件从切边设备上取下;通过驱动气缸二和抵接杆的共同作用,使得将切边完成的金属压铸件从切边设备上取下较为方便,提高了切边设备的实用性;
25.2.当余料收集箱中的金属废料装满时,启动驱动气缸三,承接板带动余料收集箱到指定位置,然后将余料收集箱从支撑台上取下进行清理,通过驱动气缸三和承接板的共同作用,方便对余料收集箱进行拆装;
26.3.将金属压铸件安装在安装板上之前,通过废屑清理件对安装板的表面进行清理,减低了由于安装板上有废屑,利用抵压板抵压金属压铸件时,金属压铸件发生形变的可能性。
附图说明
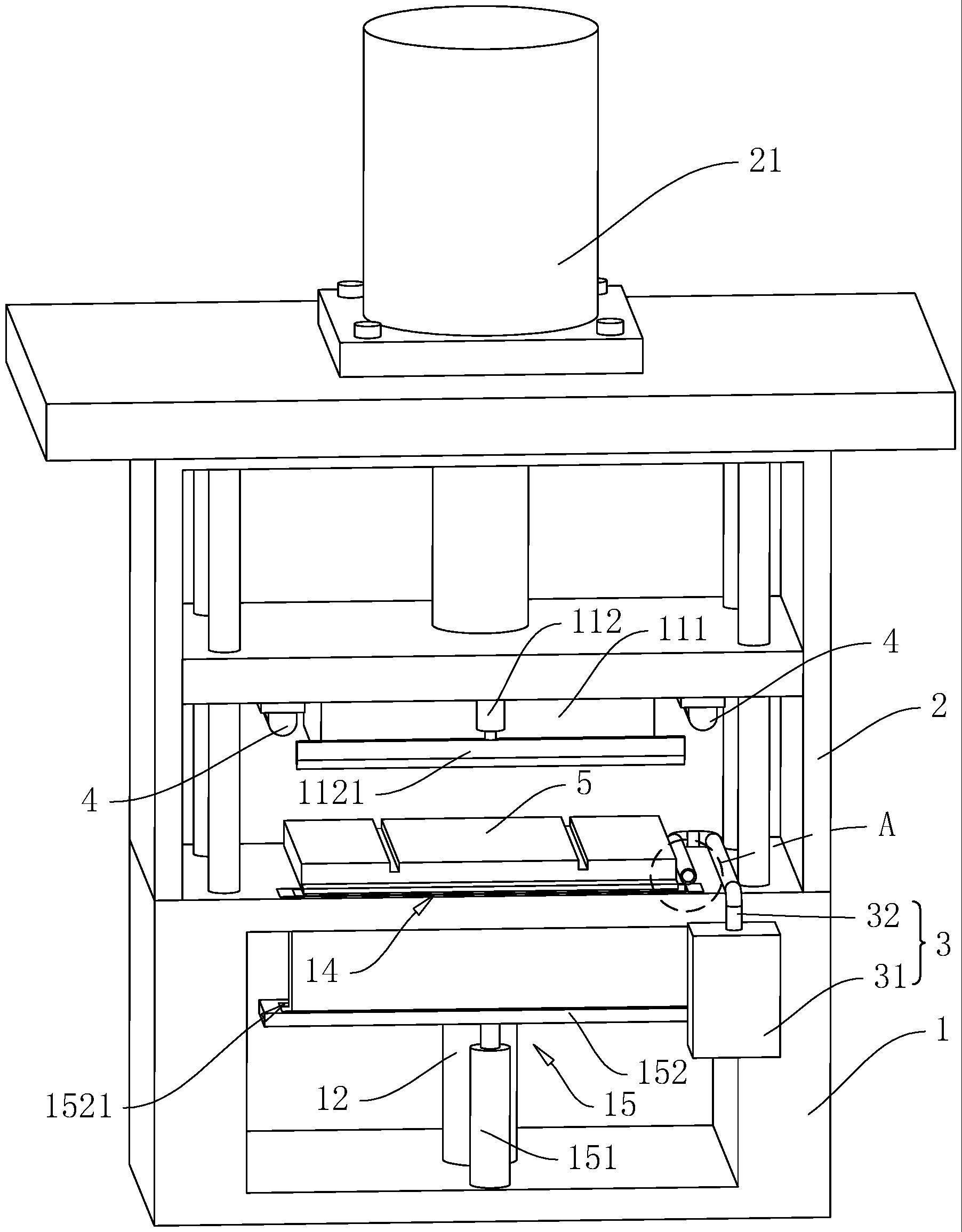
27.图1是本技术实施例中一种高效的金属压铸件切边设备的结构示意图。
28.图2是本技术实施例中用于体现安装板与支撑台之间位置关系的剖面示意图。
29.图3是图1中a处的放大图。
30.附图标记说明:1、支撑台;11、安装板;111、抵接板;112、驱动气缸一;113、抵接口;12、驱动气缸二;13、抵接杆;131、橡胶垫;1121、切边块;14、余料收集口;141、余料收集箱;15、推送装置;151、驱动气缸三;152、承接板;1521、承接槽;2、支撑架;21、液压机;3、废屑清理件;31、吹风件;32、吹风管;321、导风面;4、照明灯;5、金属压铸件。
具体实施方式
31.以下结合附图1-3对本技术作进一步详细说明。
32.本技术实施例公开一种高效的金属压铸件切边设备。参照图1和图2,高效的金属压铸件切边设备包括放置在地面上的支撑台1,支撑台1上通过焊接设置有支撑架2,支撑架2上通过螺栓固定有液压机21,液压机21的活塞杆底部通过螺栓固定有抵接板111和驱动气缸一112,驱动气缸一112的活塞杆端部通过螺栓固定有切边块1121;支撑台1顶壁通过螺栓固定有安装板11,安装板11中心开设有抵接口113,支撑台1底部通过螺栓固定有驱动气缸二12,驱动气缸二12的活塞杆上通过螺栓固定有抵接杆13,且抵接杆13位于抵接口113中,抵接杆13远离驱动气缸二12的一端通过胶粘固定有橡胶垫131;支撑台1上还设置有废屑清理件3。
33.参照图1和图2,切边设备使用时,先用废屑清理件3对安装板11的细屑进行清理,然后将金属压铸件5在安装板11上,启动液压机21,液压机21的活塞杆带动抵接板111和驱动气缸一112向靠近安装板11的方向移动,当抵接板111紧抵金属压铸件5时,关闭液压机21,启动驱动气缸一112,驱动气缸一112的活塞杆带动切边块1121向下移动,以对金属压铸件5进行切边,接着启动液压机21使得抵接板111复位,然后启动驱动气缸二12,驱动气缸二12的活塞杆带动抵接杆13向上移动,使得金属压铸件5的底壁和安装板11的顶壁分离,最后将切割完成的金属压铸件5从切边装置上取下;
34.参照图1和图2,通过驱动气缸二12和抵接杆13的共同作用,使得对金属压铸件5切边完成后,金属压铸件5不再和安装板11抵紧,方便操作人员将金属压铸件5从切边设备上取下。
35.参照图1,液压机21活塞杆底部通过螺栓固定有若干照明灯4,使用切边设备时,打开若干照明灯4;借助若干照明灯4能够方便操作人员使用废屑清理件3对安装板11表面进行清理。
36.参照图1和图3,废屑清理件3包括吹风件31和吹风管32,在本实施例中,吹风件31为鼓风机,鼓风机通过螺栓固定在支撑台1上,吹风管32的一端通过法兰和吹风件31相连通,吹风管32远离吹风件31的一端内壁向外倾斜形成导风面321。
37.参照图1和图3,需要清理安装板11上的废屑时,启动吹风件31,手持吹风管32远离吹风件31的一端对安装板11表面进行清理,在导风面321的引导下,气流将安装板11上的废屑向四周吹送;通过吹风件31和吹风管32的共同作用,方便对安装板11上的废屑进行清理。
38.参照图1,支撑台1上位于切边块1121底部开设有余料收集口14,支撑台1位于余料
收集口14处卡接有余料收集箱141,支撑台1位于余料收集箱141底部设置有推送装置15;推送装置15包括驱动气缸三151和承接板152,驱动气缸三151的基座通过螺栓固定在支撑台1底部,承接板152通过螺栓固定在驱动气缸三151的活塞杆上,承接板152的顶壁开设有承接槽1521,余料收集箱141的底壁和承接槽1521的内底壁相抵接。
39.参照图1,切刀块对金属压铸件5进行切边后,切割下来多余的金属废料落入余料收集箱141中,当余料收集箱141中的金属废料装满时,启动驱动气缸三151,承接板152将余料收集箱141向上顶起,然后将余料收集箱141从余料收集口14中取出进行清理;设置余料收集箱141方便收集切割下来的金属废料,通过承接板152和驱动气缸三151的共同作用,方便将余料收集箱141从支撑台1上取出进行清理
40.本技术实施例一种高效的金属压铸件切边设备的实施原理为:当需要对金属压铸件5进行切边时,打开若干照明灯4,启动吹风件31,手持吹风管32对安装板11的表面进行清理,将金属压铸件5卡接在安装板11上,启动液压机21,令抵接板111向靠近金属压铸件5的方向移动,直至抵接板111紧抵在金属压铸件5上,然后启动驱动气缸一112,使得切边块1121对金属压铸件5进行切割,再次启动液压机21使得抵接板111复位,启动驱动气缸二12,使得抵接杆13向上移动,直至金属压铸件5和安装板11分离,然后将金属压铸件5从切边设备上取下。
41.切割下来的金属废料落入余料收集箱141中,当余料收集箱141满时,启动驱动气缸三151,承接板152带动余料收集箱141移动至指定位置,然后将余料收集箱141从支撑台1上取出进行清理。
42.通过驱动气缸二12和抵接杆13的共同作用,使得对金属压铸件5切边完成后,金属压铸件5不再紧抵安装板11,方便讲切割完成的金属压铸件5从切边设备上取出,提高了切边设备的实用性
43.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。