技术特征:
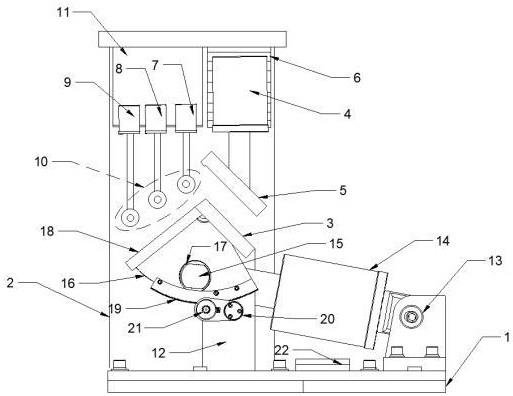
1.一种用于角钢开合角的弯折装置,其特征在于,包括,装置底座,其设置在地面上,装置底座边沿设置有多个用于与地面进行固定的u形开口;壳体,其设置在所述装置底座上,用于固定装置各部件;上模组,包括,上固定模板单元与强压滚轮单元,其设置在所述壳体内侧顶部,用于对角钢提供上部固定压力与向下的合角压力;下模组,包括,下固定模板、强压模板单元与角度检测单元,其设置在所述壳体内侧,并固定于所述装置底座上,用于对角钢提供下部固定压力与向上的开角压力,并能够对角钢的开合角度进行检测;中控系统,其设置在所述装置底座上,并且与所述上模组、所述下模组通过无线电信号相连;所述中控系统能够根据角钢的初始角度调节下模组,使得下模组与角钢完全贴合,并控制所述上固定模板单元对角钢进行压紧固定,通过控制上模组的所述强压滚轮单元与下模组的所述强压模板,对角钢进行开角与合角,通过角度检测单元回传的角度数据信息控制开角与合角的角度。2.根据权利要求1所述的用于角钢开合角的弯折装置,其特征在于,所述上固定模板单元,包括,第一伸缩式液压缸,其设置在所述壳体内侧顶部,用于为所述上固定模板单元提供固定压力;上固定模板,其与所述第一伸缩式液压缸的活塞杆相连,并与水平面的夹角为45
°
,用于对角钢进行固定;上固定模板单元支撑板组,包括多个支撑板,上固定模板单元支撑板组设置在所述壳体内侧顶部,并与所述第一伸缩式液压缸相连,用于固定第一伸缩式液压缸。3.根据权利要求2所述的用于角钢开合角的弯折装置,其特征在于,所述强压滚轮单元,包括,第二伸缩式液压缸,第三伸缩式液压缸,第四伸缩式液压缸,设置在所述壳体内侧顶部,用于为强压滚轮组提供向下的合角压力;强压滚轮组,包括三个强压滚轮,分别与所述第二伸缩式液压缸、所述第三伸缩式液压缸与所述第四伸缩式液压缸的活塞杆相连,通过对角钢进行向下弯折实现合角目的;强压滚轮单元支撑板组,包括多个支撑板,强压滚轮单元支撑板组设置在所述壳体内侧顶部,并与所述强压滚轮组中的各伸缩式液压缸相连,用于固定强压滚轮组中的各伸缩式液压缸。4.根据权利要求3所述的用于角钢开合角的弯折装置,其特征在于,所述下固定模板与水平面的夹角为45
°
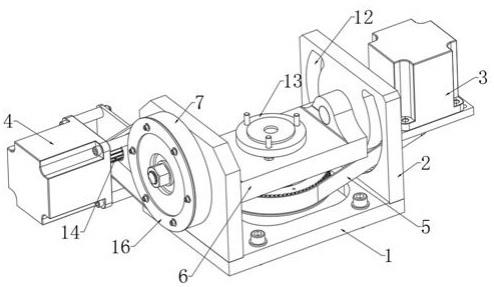
,下固定模板上设有压力传感器,并且其底部连接有固定在装置底座上的下固定模板支撑板组,包括多个支撑板,用于固定下固定模板;所述强压模板单元,包括,转动铰链,其设置在所述装置底座右端;第五伸缩式液压缸,其通过所述转动铰链与所述装置底座转动连接,用于为所述强压模板单元提供开角压力;伸缩端转轴,其设置在所述第五伸缩式液压缸的活塞杆上;
角度调整滑块,其为扇形柱体,在其扇形中心设置有用于支撑角度调整滑块旋转的滑块旋转轴,并且所述滑块旋转轴两端与下固定模板支撑板组通过转动铰链连接,角度调整滑块靠近所述第五伸缩式液压缸的一侧设置有u形缺口,缺口内两侧分别设有旋转孔,所述第五伸缩式液压缸通过所述伸缩端转轴与所述旋转孔转动相连;强压模板组,包括两块强压模板,分别设置在所述角度调整滑块上侧面起始位置,并且两块强压模板与角度调整滑块的上侧面在同一平面上;各所述伸缩式液压缸具备泄压、加压与非加压三种液压状态,并且各个伸缩式液压缸的活塞杆上都设置有压力传感器。5.根据权利要求4所述的用于角钢开合角的弯折装置,其特征在于,所述角度检测单元,包括,编码器齿条,其设置在所述角度调整滑块靠近壳体的侧面底部,编码器齿条呈半扇形,并且其半扇形圆心在所述滑块旋转轴上,使得所述编码器齿条能够与角度调整滑块同步转动;编码器,其设置有编码器齿轮组,并且编码器通过所述编码器齿轮组与所述编码器齿条相啮合;所述角度调整滑块旋转出一定角度时,能够带动所述编码器齿条转动,所述编码器齿条驱动所述编码器齿轮组转动,从而改变所述编码器中的角度数据信息,编码器将实时的角度数据信息回传至所述中控系统。6.根据权利要求5所述的用于角钢开合角的弯折装置,其特征在于,所述中控系统内预设有两种压力数值:各个压力传感器的初始压力值,初始压力值为装置未工作时各个压力传感器检测到的压力数值,并且不同的压力传感器的初始压力值不同;固定压力值,固定压力值为固定角钢的最佳压力数值;所述中控系统在对角钢进行开合角加工前,控制各伸缩式液压缸的液压状态设为泄压状态;角钢进入装置时,开角朝下放置在所述下模组上,所述下固定模板上的压力传感器检测到压力变化,并将压力变化信号传输至所述中控系统;所述中控系统控制所述第一伸缩式液压缸推动所述上固定模板向下移动,当第一伸缩式液压缸的压力传感器检测到活塞杆所受压力增加至中控系统预设的固定压力值时,向中控系统发出信号;所述中控系统控制所述第一伸缩式液压缸停止伸出,并控制所述第五伸缩式液压缸推动所述强压模板组;当所述第五伸缩式液压缸压力传感器检测到活塞杆所受压力迅速增加时,向中控系统发出信号;所述中控系统控制所述第五伸缩式液压缸停止伸出,装置对角钢的固定结束。7.根据权利要求6所述的用于角钢开合角的弯折装置,其特征在于,对角钢的固定结束后,所述中控系统读取所述编码器检测到的角度信息,并将该角度信息设为角钢初始角度;所述中控系统内预设有加工完成后角钢的目标角度,并将目标角度与初始角度进行对比,
若目标角度大于初始角度,所述中控系统判定装置需要对角钢进行开角加工,并计算出目标角度与初始角度差值的绝对值,将该差值的绝对值设为开角角度;若目标角度小于初始角度,所述中控系统判定装置需要对角钢进行合角加工;并计算出目标角度与初始角度差值的绝对值,将该差值的绝对值设为合角角度。8.根据权利要求7所述的用于角钢开合角的弯折装置,其特征在于,当所述中控系统判定装置需要对角钢进行开角加工时,控制所述强压滚轮单元中的各个伸缩式液压缸将液压状态设置为非加压状态,控制所述第五伸缩式液压缸将液压状态设置为加压状态,并控制第五伸缩式液压缸通过推动所述角度调整滑块使强压模板组对角钢进行开角加工;所述编码器实时检测所述角度调整滑块转动的角度,当角度调整滑块转动的角度达到开角角度时,所述中控系统控制所述第五伸缩式液压缸停止伸出,开角加工完成。9.根据权利要求7所述的用于角钢开合角的弯折装置,其特征在于,当所述中控系统判定装置需要对角钢进行合角加工时,控制所述第五伸缩式液压缸将液压状态设置为非加压状态,控制所述强压滚轮单元中的各个伸缩式液压缸将液压状态设置为加压状态;所述中控系统控制所述第五伸缩式液压缸推动所述角度调整滑块使强压模板组与角钢接触,并控制所述强压滚轮单元中的各个伸缩式液压缸带动所述强压滚轮组对角钢进行下压,实现合角加工目的;所述编码器实时检测所述角度调整滑块转动的角度,当角度调整滑块转动的角度达到合角角度时,所述中控系统控制所述强压滚轮单元中的各个伸缩式液压缸停止伸出,合角加工完成。10.根据权利要求9所述的用于角钢开合角的弯折装置,其特征在于,开角或合角加工完成后,所述中控系统控制所述第一伸缩式液压缸、所述强压滚轮单元中的各个伸缩式液压缸更改为泄压状态;当所述第一伸缩式液压缸上的压力传感器检测到压力回归至初始压力值时,将压力数据信息回传至所述中控系统,所述中控系统控制所述第五伸缩式液压缸更改为泄压状态。
技术总结
本发明公开一种用于角钢开合角的弯折装置,属于角钢加工机械领域,本发明主要设备包括:第一伸缩式液压缸,上固定模板,上固定模板单元支撑板组,第二伸缩式液压缸,第三伸缩式液压缸,第四伸缩式液压缸,强压滚轮组,强压滚轮单元支撑板组,转动铰链,第五伸缩式液压缸,伸缩端转轴,角度调整滑块,强压模板组,编码器齿条,编码器,中控系统,其中中控系统能够控制所述上固定模板单元对角钢进行压紧固定,并通过控制上模组的强压滚轮单元与下模组的强压模板,对角钢进行开角与合角,通过角度检测单元回传的角度数据信息控制开角与合角的角度,实现精确的全自动开合角加工。实现精确的全自动开合角加工。实现精确的全自动开合角加工。
技术研发人员:张加友 白晓锋 王春瑜 王世军 尚善朋 白宏祥
受保护的技术使用者:山东省青腾机械科技有限公司
技术研发日:2023.04.17
技术公布日:2023/5/16
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。