1.本发明涉及钢板、部件及其制造方法。更详细来说涉及拉伸强度(ts)为780mpa以上且低于1180mpa、并具有优异的耐lme特性及焊接部疲劳特性的钢板、部件及其制造方法。
背景技术:
2.近年来,例如在汽车行业中,从保护地球环境的观点出发,为了削减二氧化碳co2排出量,改善汽车的燃料效率一直都是重要的课题。实现汽车车身轻量化对于汽车的燃料效率提高是有效的,但需要在维持汽车车身强度的同时实现车身轻量化。若能够使作为汽车部件用原料的钢板高强度化、简化构造以削减部件数量,则能够实现轻量化。
3.但是,在拉伸强度(以下也简记为ts。)为780mpa以上的高强度钢板中,通常,由于含有很多高强度化所需的合金元素,因此,特别是在电阻点焊中,被称为熔核的熔融凝固部周边的热影响部的韧性不足,焊接部疲劳强度降低。若能够抑制焊接部疲劳强度降低,则能够充分维持汽车整体的碰撞强度。虽然目前提出了多种技术,但均非以该焊接部疲劳强度为直接目的。
4.专利文献1中公开了加工性及耐熔融金属脆化开裂性优异的合金化熔融镀锌高张力钢板。另外,专利文献2中公开了疲劳耐久性优异的高强度合金化熔融镀锌钢板及其制造方法。
5.另外,最近,在对汽车的车身、部件进行组装时发现,当对高强度熔融镀锌钢板及高强度合金化熔融镀锌钢板实施点焊或将高强度冷轧钢板与镀锌钢板点焊时,在焊接部发生熔融金属脆化开裂(lmec:liquid metal embrittlement cracking、以下也称为lme开裂。)。lme开裂是在点焊时镀锌层的锌熔融且熔融锌侵入焊接部的钢组织的晶界、因焊接电极释放时产生的应力作用而发生的开裂。即使是未实施镀锌的高强度冷轧钢板,在与镀锌钢板点焊时,也存在镀锌钢板中熔融的锌与高强度冷轧钢板接触而发生lme开裂的情况。在拉伸强度为780mpa以上的高强度钢板中,由于c、si、mn含量高,因此可能会有发生lme开裂的风险。
6.现有技术文献
7.专利文献
8.专利文献1:日本特开2006-265671号公报
9.专利文献2:日本专利第4943558号公报
技术实现要素:
10.发明要解决的课题
11.在专利文献1记载的高强度合金化熔融镀锌钢板中,记载了通过ti、nb、v、mo、zr系的析出物或复合析出物的分散而使奥氏体相微细化,从而提高耐熔融金属脆化开裂性的技术。但是,在该技术中,若ti、nb、v、mo、zr系的析出物或复合析出物增多,则在冲压加工时成为裂纹的起点,实用方面存在课题。
12.另外,专利文献2中记载了通过使包含si、mn的氧化物满足从镀层与基底铁的界面起的深度d及软质层的深度d为d/4≤d≤2d来提高疲劳耐久性的技术。但是,该技术难以抑制在高速碰撞时使焊接部变形后的、焊接部的疲劳强度降低。
13.如上所述,在现有技术中,在使焊接部变形时焊接部的疲劳强度方面均存在课题,由于实用上使用加强部件来避免,因此轻量化效果非常有限。
14.另外,引用文献1及2中不存在下述这样的钢板,即,拉伸强度(ts)为780mpa以上且低于1180mpa的高强度、并综合地满足优异的耐lme特性及焊接部疲劳特性的钢板。
15.本发明是解决上述现有技术存在的问题的技术,目的在于提供拉伸强度(ts)为780mpa以上且低于1180mpa、具有优异的耐lme特性及焊接部疲劳特性的钢板、部件及其制造方法。
16.需要说明的是,本发明中所称的拉伸强度是指使用以与轧制方向成90
°
的方向为长度方向(拉伸方向)的jis z 2201中记载的5号试验片,进行5次基于jis z 2241的拉伸试验并取平均得到的拉伸强度。
17.另外,优异的耐lme特性是指通过以下的电阻焊开裂试验未发现0.1mm以上的裂纹。
18.(1)将与所得到的钢板的轧制方向成直角的方向设为长度,使用1张切断为30mm
×
100mm的试验片和另1张980mpa级的熔融镀锌钢板,对二者实施电阻焊(点焊),制作部件。
19.(2)对于在焊接机上重叠有2张钢板的板组,使用安装在焊枪上的伺服马达加压式的单相交流(50hz)的电阻焊接机,在使板组倾斜5
°
的状态下实施电阻点焊。就焊接条件而言,将加压力设为3.8kn、将保持时间设为0.2秒、将焊接电流设为5.7~6.2ka、将通电时间设为21个循环、将保持时间设为5个循环。
20.(3)从焊接后的部件将试验片切为两半,用光学显微镜观察截面,确认有无0.1mm以上的裂纹。
21.另外,优异的焊接部疲劳特性是指在下述条件下基于jis z 3137进行十字拉伸试验,载荷范围为5000n以上。
22.(1)以电极:dr6mm-40r、加压力:4802n(490kgf)、通电时间:17个循环进行点焊,调节电流值以使熔核直径成为6.5mm,制作十字拉伸试验片。
23.(2)然后,基于jis z 3137进行十字拉伸试验。将拉伸速度设为100mm/min。
24.(3)判定载荷范围是否为5000n以上。
25.用于解决课题的手段
26.本技术的发明人为了达成上述课题而反复进行了深入研究。
27.并且,本技术的发明人发现了下述情况,并在此基础上完成了本发明:将钢板调整为具有规定的成分组成和规定的钢组织,自钢板表面起在板厚方向上为4.9μm以内的区域中的包含si和/或mn的氧化物的晶粒的平均粒径为3~10μm,自钢板表面起在板厚方向上为4.9μm以内的区域中的最小si浓度l
si
及最小mn浓度l
mn
、与钢板的板厚1/4位置处的si浓度t
si
及mn浓度t
mn
满足规定的关系式;由此可得到拉伸强度(ts)为780mpa以上且低于1180mpa、具有优异的耐lme特性及焊接部疲劳特性的钢板。
28.本发明是基于上述见解提出的。即,本发明的要旨构成如下。
29.[1]钢板,其具有:以质量%计含有si:0.3%以上2.0%以下、mn:1.0%以上且低于
2.70%的成分组成;和
[0030]
贝氏体铁素体的面积率为10~35%、初生马氏体的面积率为2~15%、残余奥氏体的面积率为5~20%、铁素体的面积率为45~70%的钢组织,
[0031]
在所述初生马氏体及所述残余奥氏体的面积率的合计之中,与铁素体邻接的所述初生马氏体及所述残余奥氏体的比例合计为90%以下,
[0032]
自钢板表面起在板厚方向上为4.9μm以内的区域中的包含si和/或mn的氧化物的晶粒的平均粒径为3~10μm,
[0033]
自钢板表面起在板厚方向上为4.9μm以内的区域中的最小si浓度l
si
及最小mn浓度l
mn
、与钢板的板厚1/4位置处的si浓度t
si
及mn浓度t
mn
满足下述式(1),
[0034]
所述钢板的拉伸强度(ts)为780mpa以上且低于1180mpa。
[0035]
l
si
l
mn
≤(t
si
t
mn
)/4
……
(1)
[0036]
[2]根据[1]所述的钢板,其中,所述成分组成以质量%计进一步含有:
[0037]
c:0.12%以上0.40%以下、
[0038]
p:0.05%以下、
[0039]
s:0.02%以下、
[0040]
al:0.01%以上2.0%以下、
[0041]
n:0.01%以下,余量为fe及不可避免的杂质。
[0042]
[3]根据[2]所述的钢板,其中,所述成分组成以质量%计进一步含有nb:0.50%以下、cr:1.0%以下、mo:0.50%以下、b:0.005%以下及ti:0.05%以下中的至少1种。
[0043]
[4]根据[2]或[3]所述的钢板,其中,所述成分组成以质量%计进一步含有合计为0.1%以下的cu、ni、sn、as、sb、ca、mg、pb、co、ta、w、rem、zn、v、sr、cs、hf、zr中的至少1种。
[0044]
[5]根据[1]~[4]中任一项所述的钢板,其中,在将硬度相对于自钢板表面起板厚1/4位置处的硬度而言为65%以下的区域设为软质层时,
[0045]
所述钢板具有自钢板表面起在板厚方向上厚度为1.0μm以上50.0μm以下的所述软质层。
[0046]
[6]根据[1]~[5]中任一项所述的钢板,其在钢板表面具有熔融镀锌层或合金化熔融镀锌层。
[0047]
[7]根据[1]~[6]中任一项所述的钢板,其中,所述成分组成的碳当量ceq为0.458%以上且低于0.659%。
[0048]
[8]部件,其是对[1]~[7]中任一项所述的钢板实施成型加工及焊接中的至少一者而成的。
[0049]
[9]钢板的制造方法,其具有下述工序:热轧工序,其中,在对具有[1]~[4]中任一项中记载的成分组成的钢坯实施最终2段的轧制中的累积应变为0.10~0.80的热轧后,于470~800℃的卷取温度进行卷取;
[0050]
冷轧工序,其中,对在所述热轧工序中得到的热轧钢板实施冷轧;
[0051]
退火工序,其中,将在所述冷轧工序中得到的冷轧钢板以-50~0℃的露点且750~900℃的退火温度的条件保持后冷却至150~340℃的冷却停止温度,在自该退火温度起至冷却停止温度为止的冷却时用半径100mm以上1000mm以下的辊进行合计3次以上8次以下的弯曲及弯曲恢复;和
[0052]
再加热工序,其中,将退火工序后的钢板再加热至350~600℃的温度范围并进行保持。
[0053]
[10]根据[9]所述的钢板的制造方法,其具有对所述再加热工序后的钢板实施熔融镀锌或合金化熔融镀锌的镀覆工序。
[0054]
[11]钢板的制造方法,其具有下述工序:热轧工序,其中,在对具有[1]~[4]中任一项所述的成分组成的钢坯实施最终2段的轧制中的累积应变为0.10~0.80的热轧后,于470~800℃的卷取温度进行卷取;
[0055]
冷轧工序,其中,对在所述热轧工序中得到的热轧钢板实施冷轧;
[0056]
退火工序,其中,将在所述冷轧工序中得到的冷轧钢板以-50~0℃的露点且750~900℃的退火温度的条件保持后冷却至350~500℃的冷却停止温度,在自该退火温度起至冷却停止温度为止的冷却时用半径100mm以上1000mm以下的辊进行合计3次以上8次以下的弯曲及弯曲恢复;
[0057]
镀覆工序,其中,对所述退火工序后的钢板实施熔融镀锌或合金化熔融镀锌;和
[0058]
再加热工序,其中,将所述镀覆工序后的钢板在冷却至50℃以上350℃以下的冷却停止温度后、再加热至超过该冷却停止温度且为300℃以上500℃以下的温度并进行保持。
[0059]
[12]根据[9]~[11]中任一项所述的钢板的制造方法,其中,所述成分组成的碳当量ceq为0.458%以上且低于0.659%。
[0060]
[13]部件的制造方法,其具有对利用[9]~[12]中任一项所述的钢板的制造方法制造的钢板实施成型加工及焊接中的至少一者的工序。
[0061]
[14]钢板,其具有:以质量%计含有si:0.3%以上2.0%以下、mn:1.0%以上且低于2.70%的成分组成;和
[0062]
贝氏体铁素体的面积率为10~35%、初生马氏体的面积率为2~15%、残余奥氏体的面积率为5~20%、铁素体的面积率为45~70%的钢组织,
[0063]
在所述初生马氏体及所述残余奥氏体的面积率的合计之中,与铁素体邻接的所述初生马氏体及所述残余奥氏体的比例合计为90%以下,
[0064]
自钢板表面起在板厚方向上为15.0μm以内的区域中的包含si和/或mn的氧化物的晶粒的平均粒径为3~10μm,
[0065]
自钢板表面起在板厚方向上为15.0μm以内的区域中的最小si浓度l
si
及最小mn浓度l
mn
、与钢板的板厚1/4位置处的si浓度t
si
及mn浓度t
mn
满足下述式(1):
[0066]
所述钢板的拉伸强度(ts)为780mpa以上且低于1180mpa。
[0067]
l
si
l
mn
≤(t
si
t
mn
)/4
……
(1)
[0068]
[15]根据[14]所述的钢板,其中,所述成分组成以质量%计进一步含有:
[0069]
c:0.12%以上0.40%以下、
[0070]
p:0.05%以下、
[0071]
s:0.02%以下、
[0072]
al:0.01%以上2.0%以下、
[0073]
n:0.01%以下,余量为fe及不可避免的杂质。
[0074]
[16]根据[15]所述的钢板,其中,所述成分组成以质量%计进一步含有nb:0.50%以下、cr:1.0%以下、mo:0.50%以下、b:0.005%以下及ti:0.05%以下中的至少1种。
[0075]
[17]根据[15]或[16]所述的钢板,其中,所述成分组成以质量%计进一步含有合计为0.1%以下的cu、ni、sn、as、sb、ca、mg、pb、co、ta、w、rem、zn、v、sr、cs、hf、zr中的至少1种。
[0076]
[18]根据[14]~[17]中任一项所述的钢板,其中,在将硬度相对于自钢板表面起板厚1/4位置处的硬度而言为65%以下的区域设为软质层时,
[0077]
所述钢板具有自钢板表面起在板厚方向上厚度为1.0μm以上50.0μm以下的所述软质层。
[0078]
[19]根据[14]~[18]中任一项所述的钢板,其在钢板表面具有熔融镀锌层或合金化熔融镀锌层。
[0079]
[20]根据[14]~[19]中任一项所述的钢板,其中,所述成分组成的碳当量ceq为0.458%以上且低于0.659%。
[0080]
[21]部件,其是对[14]~[20]中任一项所述的钢板实施成型加工及焊接中的至少一者而成的。
[0081]
[22]钢板的制造方法,其具有下述工序:热轧工序,其中,在对具有[14]~[17]中任一项中记载的成分组成的钢坯实施最终2段的轧制中的累积应变为0.10~0.80的热轧后,于470~800℃的卷取温度进行卷取;
[0082]
冷轧工序,其中,对在所述热轧工序中得到的热轧钢板实施冷轧;
[0083]
退火工序,其中,将在所述冷轧工序中得到的冷轧钢板以-50~20℃的露点且750~900℃的退火温度的条件保持后冷却至150~340℃的冷却停止温度,在自该退火温度至冷却停止温度为止的冷却时用半径100mm以上1000mm以下的辊进行合计3次以上8次以下的弯曲及弯曲恢复;和
[0084]
再加热工序,其中,将退火工序后的钢板再加热至350~600℃的温度范围并进行保持。
[0085]
[23]根据[22]所述的钢板的制造方法,其具有对所述再加热工序后的钢板实施熔融镀锌或合金化熔融镀锌的镀覆工序。
[0086]
[24]钢板的制造方法,其具有下述工序:热轧工序,其中,在对具有[14]~[17]中任一项中记载的成分组成的钢坯实施最终2段的轧制中的累积应变为0.10~0.80的热轧后,于470~800℃的卷取温度进行卷取;
[0087]
冷轧工序,其中,对在所述热轧工序中得到的热轧钢板实施冷轧;
[0088]
退火工序,其中,将在所述冷轧工序中得到的冷轧钢板以-50~20℃的露点且750~900℃的退火温度的条件保持后冷却至350~500℃的冷却停止温度,在自该退火温度至冷却停止温度为止的冷却时用半径100mm以上1000mm以下的辊进行合计3次以上8次以下的弯曲及弯曲恢复;
[0089]
镀覆工序,其中,对所述退火工序后的钢板实施熔融镀锌或合金化熔融镀锌;和
[0090]
再加热工序,其中,将所述镀覆工序后的钢板冷却至50℃以上350℃以下的冷却停止温度后、再加热至超过该冷却停止温度且为300℃以上500℃以下的温度并进行保持。
[0091]
[25]根据[22]~24中任一项所述的钢板的制造方法,其中,所述成分组成的碳当量ceq为0.458%以上且低于0.659%。
[0092]
[26]部件的制造方法,其具有对利用[22]~[25]中任一项所述的钢板的制造方法
制造的钢板实施成型加工及焊接中的至少一者的工序。
[0093]
发明的效果
[0094]
根据本发明,能够提供拉伸强度(ts)为780mpa以上且低于1180mpa并具有优异的耐lme特性及焊接部疲劳特性的钢板、部件及其制造方法。
具体实施方式
[0095]
以下,说明用于实施本发明的方式。
[0096]
首先,说明钢板的成分组成的适当范围及其限定理由。需要说明的是,在以下的说明中,只要没有特别说明,表示钢板的成分元素含量的“%”是指“质量%”。
[0097]
本发明的钢板的成分组成以质量%计含有si:0.3%以上2.0%以下、mn:1.0%以上且低于2.70%。另外,优选成分组成在上述si及mn的基础上进一步以质量%计含有c:0.12%以上0.40%以下、p:0.05%以下、s:0.02%以下、al:0.01%以上2.0%以下、n:0.01%以下,余量为fe及不可避免的杂质。
[0098]
si:0.3%以上2.0%以下
[0099]
si是抑制渗碳体的生成并促进残余奥氏体生成的元素。为了确保残余奥氏体以面积率计为5%以上,需要含有0.3%以上的si。另一方面,若si超过2.0%,则焊接部的韧性变差、焊接部的疲劳强度降低。因此,si设为2.0%以下。优选si为0.5%以上。另外,优选si为1.8%以下。
[0100]
mn:1.0%以上且低于2.70%
[0101]
mn是具有通过固溶强化来提高钢板硬度的作用的元素。若mn量低于1.0%,则拉伸强度不会达到780mpa以上。另一方面,若mn量为2.70%以上,则铁素体相变及贝氏体相变被抑制、拉伸强度超过1180mpa,无法得到期望的组织。因此,mn设为低于2.70%。优选mn为1.6%以上。另外,优选mn为2.4%以下。
[0102]
c:0.12%以上0.40%以下
[0103]
c是生成马氏体而提高强度所需的元素。若c量低于0.12%,则存在马氏体的硬度低、拉伸强度无法达到780mpa以上的可能性。另一方面,若c量超过0.40%,则在热影响部生成大量渗碳体,存在在热影响部使变为马氏体的部分的韧性降低、焊接部疲劳强度降低的可能性。因此,优选c量为0.12%以上,更加优选为0.14%以上,进一步优选为0.16%以上。另外,优选c量为0.40%以下,更加优选为0.38%以下,进一步优选为0.36%以下。此外,更加优选为0.35%以下,进一步优选为0.30%以下。
[0104]
p:0.05%以下
[0105]
若过多含有p,则存在偏析到晶界中而使韧性降低的可能性。因此,优选p为0.05%以下,更加优选为0.03%以下,进一步优选为0.02%以下。需要说明的是,p含量的下限没有特别限定,由于生产技术的制约,优选p的含量为0.0005%以上。
[0106]
s:0.02%以下
[0107]
s与mn结合而形成粗大的mns,存在使韧性降低的可能性。因此,优选s量减少。优选s为0.02%以下,更加优选为0.01%以下,进一步优选为0.002%以下。需要说明的是,s含量的下限没有特别限定,由于生产技术的制约,优选s的含量为0.0001%以上。
[0108]
al:0.01%以上2.0%以下
[0109]
若钢中存在大量氧化物则韧性降低,因此脱氧是重要的。另外,al会抑制渗碳体析出,为了得到该效果,优选含有0.01%以上。另一方面,若al超过2.0%,则氧化物、氮化物聚集粗大化,存在使韧性降低的可能性。因此,优选al为2.0%以下。更加优选al为0.03%以上。更加优选al为0.1%以下。
[0110]
n:0.01%以下
[0111]
n在本发明中是有害的元素,优选尽量减少。n与ti结合而形成tin,若n含量超过0.01%,则存在由于形成的tin量变多而使焊接部的韧性劣化的可能性。因此,优选n为0.01%以下,更加优选为0.006%以下。需要说明的是,n含量的下限没有特别限定,由于生产技术的制约,优选n的含量为0.0003%以上。
[0112]
本发明的钢板所具有的成分组成含有上述成分,且包含余量的fe(铁)及不可避免的杂质。特别是,优选本发明一个实施方式的钢板所具有的成分组成含有上述成分且余量为fe及不可避免的杂质。
[0113]
能够对应于期望的特性而使本发明的钢板进一步含有以下所述的成分元素。在下述成分元素以下述的上限以下含有的情况下,可获得本发明的效果。因此,下述成分元素的下限没有特别限定,仅规定上限。需要说明的是,在以低于后述的优选下限值包含下述任意元素的情况下,相应的元素作为不可避免的杂质。
[0114]
nb:0.50%以下、cr:1.0%以下、mo:0.50%以下、b:0.005%以下及ti:0.05%以下中的至少1种
[0115]
nb:0.50%以下
[0116]
nb是进一步提高本发明效果的元素。nb防止马氏体微细化、热影响部的晶粒的粗大化,并提高热影响部的韧性。为了得到该效果,优选nb为0.01%以上,更加优选为0.02%以上。另一方面,若nb超过0.50%,则存在nb碳化物析出、韧性反而劣化的可能性。因此,优选nb为0.50%以下。更加优选nb为0.30%以下。另外,还能抑制焊接接头的液体金属脆性,从而能够提高接头的强度。
[0117]
cr:1.0%以下
[0118]
cr是具有抑制回火脆化效果的元素。因此,本发明的效果通过添加该元素而进一步提高。为了获得该效果,优选cr为0.1%以上。但是,含有超过1.0%的cr,存在导致cr碳化物的形成、导致热影响部的韧性劣化的可能性。因此,优选cr为1.0%以下。更加优选cr含量为0.80%以下,进一步优选为0.60%以下。
[0119]
mo:0.50%以下
[0120]
mo促进奥氏体的核生成并使初生马氏体增加。为了获得该效果,优选mo为0.01%以上。另一方面,若mo发生晶界偏析,则由于铁素体的晶粒生长停止,因此铁素体分率降低。为了抑制这种情况,优选mo的含量为0.50%以下,更加优选为0.30%以下。进一步优选mo含量为0.30%以下,更进一步优选为0.20%以下。
[0121]
b:0.005%以下
[0122]
b向奥氏体晶界偏析而使轧制后的铁素体相变延迟,容易形成初生马氏体。为了充分获得该效果,优选b的含量为0.0001%以上。另一方面,若超过0.005%,则b形成fe
23
(cb)6而成为焊接部的孔隙产生的起点,存在焊接部的疲劳强度降低的可能性。因此,优选b为0.005%以下。更加优选b含量为0.0045%以下,进一步优选为0.0040%以下。
[0123]
ti:0.05%以下
[0124]
ti与n结合形成氮化物,从而抑制bn的形成,发挥b的效果,并形成tin而使晶粒微细化,有助于钢板的高强度化。为了获得该效果,优选ti的含量为0.005%以上。另一方面,若超过0.05%,则容易产生粗大的含有ti的碳化物,存在成为焊接部的孔隙产生的起点的可能性。因此,优选ti为0.05%以下。更加优选ti含量为0.045%以下,进一步优选为0.040%以下。
[0125]
cu、ni、sn、as、sb、ca、mg、pb、co、ta、w、rem、zn、v、sr、cs、hf、zr中的至少1种合计为0.1%以下
[0126]
在本发明的钢板中,也可以含有合计为0.1%以下的cu、ni、sn、as、sb、ca、mg、pb、co、ta、w、rem、zn、v、sr、cs、hf、zr中的至少1种。优选合计含量为0.10%以下,更加优选为0.08%以下。进一步优选为0.03%以下。另外,这些合计含量的下限没有特别限定,优选合计含量为0.001%以上。
[0127]
碳当量ceq:0.458%以上且低于0.659%
[0128]
从得到780mpa以上的ts的观点出发,在本发明的钢板的制造方法的基础上,优选成分组成的碳当量ceq为0.458%以上。需要说明的是,碳当量ceq的上限没有特别限定,从得到低于1180mpa的ts的观点出发,优选碳当量ceq低于0.659%。
[0129]
碳当量ceq能够通过下式求出。需要说明的是,碳当量是在除了后述的软质层的部分以外的板厚范围内计算处的数值。
[0130]
碳当量ceq=[c%] ([si%]/24) ([mn%]/6) ([ni%]/40) ([cr%]/5) ([mo%]/4) ([v%]/14)
[0131]
其中,上述算式中的[元素符号%]表示各元素的含量(质量%),不含有的元素设为0。
[0132]
接下来,说明本发明的高强度钢板的钢组织。
[0133]
在本发明的钢板的钢组织中,贝氏体铁素体的面积率为10~35%,初生马氏体的面积率为2~15%,残余奥氏体的面积率为5~20%,铁素体的面积率为45~70%。另外,在初生马氏体及残余奥氏体的面积率的合计中,与铁素体邻接的初生马氏体及残余奥氏体的比例合计为90%以下。面积率的测定方法如后所述,也记载于实施例中。
[0134]
贝氏体铁素体的面积率:10~35%
[0135]
贝氏体铁素体具有提高韧性的效果。为了获得这样的效果,将贝氏体铁素体的面积率设为10%以上。另一方面,若面积率超过35%,则由于强度降低而无法获得780mpa以上的拉伸强度。因此,贝氏体铁素体的面积率为35%以下。优选贝氏体铁素体的面积率为12%以上,更加优选为13%以上。另外,优选为33%以下,更加优选为31%以下。
[0136]
初生马氏体的面积率:2~15%
[0137]
初生马氏体为硬质相,具有使钢板强度增加的作用。为了获得780mpa以上的拉伸强度,将初生马氏体的面积率设为2%以上。另一方面,若面积率超过15%,则会成为焊接部的孔隙的产生起点,产生裂纹。因此,初生马氏体的面积率为15%以下。优选初生马氏体的面积率为3%以上,更加优选为4%以上。另外,优选为14%以下,更加优选为13%以下。
[0138]
残余奥氏体的面积率:5~20%
[0139]
残余奥氏体具有提高母材延展性的效果。为了获得这样的效果,将残余奥氏体的
面积率设为5%以上。另一方面,若残余奥氏体过度增加,则钢板强度降低。为了获得780mpa以上的拉伸强度,将残余奥氏体的面积率设为20%以下。在本发明中,将基于实施例中记载的方法测定的残余奥氏体的体积率视为残余奥氏体的面积率。优选残余奥氏体的面积率为6%以上,更加优选为7%以上。另外,优选为19%以下,更加优选为18%以下。
[0140]
铁素体的面积率:45~70%
[0141]
铁素体是软质相,由于有助于钢板的延展性,因此,本发明的钢板母材组织需要使铁素体以面积率计为45%以上。另一方面,若铁素体相以面积率计存在超过70%,则过度软质化,难以确保钢板的强度。因此,铁素体以面积率计为70%以下。优选铁素体的面积率为47%以上,更加优选为50%以上。另外,优选为68%以下,更加优选为65%以下。
[0142]
在初生马氏体及残余奥氏体的面积率的合计中,与铁素体邻接的初生马氏体及残余奥氏体的比例:90%以下
[0143]
本发明中的“与铁素体邻接的初生马氏体及残余奥氏体”定义为与铁素体之间至少具有一部分界面的初生马氏体及残余奥氏体。由于组织的硬度差,容易在初生马氏体与铁素体的界面产生孔隙,若孔隙连结,则容易在熔核周围产生裂纹。为了防止孔隙产生,需要将在初生马氏体及残余奥氏体的面积率的合计之中,与铁素体邻接的初生马氏体及残余奥氏体的比例设为90%以下。另外,优选为87%以下,更加优选为85%以下。
[0144]
从获得本发明的效果的观点出发,下限没有限定,在本发明的钢板中优选为15%以上。需要说明的是,在作为面积率的测定方法使用的扫描型电子显微镜的观察中,由于变得难以分辨初生马氏体及残余奥氏体,因此以初生马氏体及残余奥氏体的合计来规定。
[0145]
另外,本发明的钢组织也可以在铁素体、贝氏体铁素体、初生马氏体及残余奥氏体以外的余量中包含回火马氏体、珠光体、渗碳体等碳化物、公知的其他钢板的组织。从获得本发明的效果的观点出发,优选余量以面积率计为15%以下。需要说明的是,其他钢板的组织(余量组织)通过例如sem观察确认并判定即可。
[0146]
作为上述钢组织的面积率的具体测定方法,首先,对所得到的钢板的轧制方向的板厚截面进行研磨,用1体积%硝酸乙醇使其腐蚀并显现。使用扫描型电子显微镜放大至3000倍,并以10个视野对从表面到板厚t/4部为止的区域内进行拍摄,使用基于astm e 112-10的切断法测定面积率。t为钢板的厚度(板厚)。基于上述拍摄图像来测定各相的面积率。各相的面积率通过图像解析对相对于观察视野而言的面积率取平均来求出。铁素体是具有在晶粒内未观察到腐蚀痕迹、渗碳体的形态的组织。初生马氏体与残余奥氏体在扫描型电子显微镜观察时看起来相同,因此二者作为总面积率求出。在此,残余奥氏体如后所述通过x射线衍射法求出体积率,将该体积率视为面积率。并且,将从通过扫描型电子显微镜的观察而求出的初生马氏体与残余奥氏体的面积率的总和减去通过x射线衍射法求出的残余奥氏体的体积率得到的值视为初生马氏体的面积率。
[0147]
残余奥氏体的体积率的测定方法如下。在将钢板沿板厚方向(深度方向)机械研削至板厚的1/4后,进行使用草酸的化学研磨而形成观察面。通过x射线衍射法来观察该观察面。作为入射x射线使用co的kα线源,求出fcc铁(奥氏体)的(200)、(220)、(311)各面的衍射强度相对bcc铁的(200)、(211)、(220)各面的衍射强度之比,将该比值设为残余奥氏体的体积率。
[0148]
关于贝氏体铁素体的面积率,针对通过扫描型电子显微镜得到的组织图像,使用
adobe systems公司的adobe photoshop计算10个视野的贝氏体铁素体的面积除以测定面积得到的面积率,并对其值取平均而求出作为各组织的面积率。
[0149]
另外,关于与铁素体邻接的初生马氏体及残余奥氏体的比例,以面积率求出观察面上的初生马氏体及残余奥氏体中的、在组织边界上与铁素体相接一个部位以上的初生马氏体及残余奥氏体的比例。
[0150]
自钢板表面起在板厚方向上为4.9μm以内的区域中的包含si和/或mn的氧化物的晶粒的平均粒径:3~10μm
[0151]
本发明中所称的包含si和/或mn的氧化物的晶粒表示晶粒内包含1个以上的si和/或mn的粒状氧化物的氧化物粒子。从获得优异的耐lme特性及焊接部疲劳特性的观点出发,将自钢板表面起在板厚方向上为4.9μm以内的区域中的包含si和/或mn的氧化物的晶粒的平均粒径设为3~10μm。容易在氧势较高的晶界形成si和/或mn的氧化物。若自钢板表面起在板厚方向上为4.9μm以内的区域中的包含si和/或mn的氧化物的晶粒的平均粒径超过10μm,则能够抑制晶界上的氧化部的形成,容易出现焊接部的开裂。因此,该平均粒径为10μm以下。另一方面,若该平均粒径低于3μm,则由于在晶界上生成粗大的氧化物,因此容易发生焊接部的开裂。因此,该平均粒径为3μm以上。另外,通过将该平均粒径设为3μm以上,从而晶粒自身具有良好的变形能力,因此能够获得良好的耐lme特性。
[0152]
在本发明中,通过对钢板的截面(l截面:与轧制方向平行且与钢板表面垂直的截面)进行sem观察和能量分散型x射线分析(edx),从而确定自钢板表面起在板厚方向上为4.9μm以内的区域中的氧化物的种类,并测定包含si和/或mn的氧化物的晶粒的平均粒径。晶粒的平均粒径是在钢板的截面(l截面)中,针对与钢板表面平行的方向通过切片法测定并求出的粒径长度的平均值。
[0153]
通过将前述的自钢板表面起在板厚方向上为4.9μm以内的区域中的包含si和/或mn的氧化物的晶粒的平均粒径设为3~10μm,从而能够获得优异的耐lme特性及焊接部疲劳特性,通过将自钢板表面起在板厚方向上为15.0μm以内的区域中的包含si和/或mn的氧化物的晶粒的平均粒径设为3~10μm,从而将包含si和/或mn的氧化物的晶粒的平均粒径满足3~10μm的区域扩大至自钢板表面起在板厚方向上为15.0μm以内的区域,由此能够获得优异的耐lme特性及焊接部疲劳特性。
[0154]
在本发明中,通过对钢板的截面(l截面:与轧制方向平行且与钢板表面垂直的截面)进行sem观察和能量分散型x射线分析(edx),从而确定自钢板表面起在板厚方向上为15.0μm以内的区域中的氧化物的种类,并测定包含si和/或mn的氧化物的晶粒的平均粒径。晶粒的平均粒径是在钢板的截面(l截面)中,针对与钢板表面平行的方向通过切片法测定并求出的粒径的长度的平均值。
[0155]
自钢板表面起在板厚方向上为4.9μm以内的区域中的最小si浓度l
si
及最小mn浓度l
mn
、与钢板的板厚1/4位置处的si浓度t
si
及mn浓度t
mn
满足下述式(1)。
[0156]
l
si
l
mn
≤(t
si
t
mn
)/4
……
(1)
[0157]
在l
si
l
mn
>(t
si
t
mn
)/4的情况下,焊接时容易发生液体金属脆化(lme:liquid metal embrittlement),焊接性降低。因此,为了获得优异的耐lme特性,l
si
l
mn
≤(t
si
t
mn
)/4。
[0158]
钢板的板厚1/4位置处的si浓度t
si
及mn浓度t
mn
通过使用场发射型电子探针显微
分析仪(fe-epma:field emission-electron probe micro analyzer),在钢板的板厚1/4位置处任意进行10个点的电子束直径为1μm的点分析并对其取平均而求出。另外,就自钢板表面起在板厚方向上为4.9μm以内的区域中的si浓度而言,使用场发射型电子探针显微分析仪,以0.1μm的电子束直径从钢板表面起在板厚方向上进行线分析,获得自钢板表面起在板厚方向上为0~4.9μm中的si浓度的浓度分布。在此,将该浓度分布中的最小si浓度设为上述浓度l
si
。另外,就自钢板表面起在板厚方向上为4.9μm以内的区域中的mn浓度而言,使用场发射型电子探针显微分析仪,以0.1μm的电子束直径从钢板表面起在板厚方向上进行线分析,获得自钢板表面起在板厚方向上为0~4.9μm中的mn浓度的浓度分布。在此,将该浓度分布中的最小mn浓度设为上述浓度l
mn
。需要说明的是,此处所称的si浓度、mn浓度、l
si
、t
si
、l
mn
及t
mn
的单位为质量%。另外,本发明中的使用场发射型电子探针显微分析仪的si浓度及mn浓度的测定选择10个在进行测定的位置没有粒状物的部位来实施,将其平均值分别设为si浓度及mn浓度。
[0159]
通过前述的自钢板表面起在板厚方向上为4.9μm以内的区域中的最小si浓度l
si
及最小mn浓度l
mn
、与钢板的板厚1/4位置处的si浓度t
si
及mn浓度t
mn
满足式(1),从而能够获得优异的耐lme特性,通过自钢板表面起在板厚方向上为15.0μm以内的区域中的最小si浓度l
si
及最小mn浓度l
mn
、与钢板的板厚1/4位置处的si浓度t
si
及mn浓度t
mn
满足式(1)、即,通过将满足式(1)的区域扩大至自钢板表面起在板厚方向上为15.0μm以内的区域,从而能够获得前述更优异的耐lme特性。
[0160]
钢板的板厚1/4位置处的si浓度t
si
及mn浓度t
mn
通过使用场发射型电子探针显微分析仪(fe-epma:field emission-electron probe micro analyzer),在钢板的板厚1/4位置处任意进行10个点的电子束直径为1μm的点分析并对其取平均而求出。另外,自钢板表面起在板厚方向上为15.0μm以内的区域中的si浓度使用场发射型电子探针显微分析仪,以0.1μm的电子束直径从钢板表面起在板厚方向上进行线分析,获得自钢板表面起在板厚方向上为0~15.0μm中的si浓度的浓度分布。在此,将该浓度分布中的最小si浓度设为上述浓度l
si
。另外,自钢板表面起在板厚方向上为15.0μm以内的区域中的mn浓度也使用场发射型电子探针显微分析仪,以0.1μm的电子束直径从钢板表面起在板厚方向上进行线分析,获得自钢板表面起在板厚方向上为0~15.0μm中的mn浓度的浓度分布。在此,将该浓度分布中的最小mn浓度设为上述浓度l
mn
。需要说明的是,此处所称的si浓度、mn浓度、l
si
、t
si
、l
mn
及t
mn
的单位为质量%。另外,本发明中的使用场发射型电子探针显微分析仪的si浓度及mn浓度的测定选择10个在进行测定的位置没有粒状物的部位来实施,将其平均值分别设为si浓度及mn浓度。
[0161]
软质层的厚度:1.0μm以上50.0μm以下
[0162]
本发明中所称的软质层是硬度相对于自钢板表面起板厚1/4位置处的硬度而言为65%以下的区域。通过自钢板表面起在板厚方向上具有厚度为1.0μm以上50.0μm以下的软质层,从而能够获得更优异的耐lme特性。从获得该效果的观点出发,优选自钢板表面起在板厚方向上具有厚度为1.0μm以上的软质层。另一方面,从获得拉伸强度为780mpa以上的观点出发,在具有软质层的情况下,优选自钢板表面起在板厚方向上厚度为50.0μm以下。
[0163]
软质层的测定方法如下。在通过湿式研磨使与钢板的轧制方向平行的板厚截面(l截面)平滑化后,使用维氏硬度计,从自钢板表面起在板厚方向上为1μm的位置到板厚方向
100μm的位置为止,以10gf载荷、1μm间隔进行测定。然后,到板厚中心为止以20μm间隔进行测定。将硬度与板厚1/4位置处的硬度相比减少至65%以下的区域定义为软质层,将该区域的板厚方向的厚度定义为软质层的厚度。
[0164]
本发明的钢板也可以在钢板表面具有熔融镀锌层或合金化熔融镀锌层。熔融镀锌层及合金化熔融镀锌层的组成均没有特别限定,也可以通过任意方法形成。熔融镀锌层例如具有下述组成:含有fe:20质量%以下、al:0.001质量%以上1.0质量%以下,此外,含有合计为0质量%以上3.5质量%以下的从由pb、sb、si、sn、mg、mn、ni、cr、co、ca、cu、li、ti、be、bi及rem组成的组中选择的1种或2种以上,余量为zn及不可避免的杂质。优选熔融镀锌层中的fe含量低于7质量%。另外,优选合金化熔融镀锌层中的fe含量为7~15质量%、更加优选为8~12质量%。
[0165]
另外,镀覆的附着量没有特别限定,优选将钢板每单面的镀覆附着量设为20~80g/m2。
[0166]
需要说明的是,本发明的钢板的板厚没有特别限定,优选为0.5mm以上3.0mm以下。
[0167]
接下来,说明本发明的钢板的制造方法。
[0168]
以下,关于本发明的钢板的制造方法,说明优选的制造条件。此外,只要没有特别说明,以下说明的对钢坯(钢原料)、钢板等进行加热或冷却时的温度表示钢坯、钢板等的表面温度。
[0169]
第一实施方式
[0170]
本发明的钢板的制造方法的第一实施方式具有下述工序:热轧工序,其中,在对具有上述成分组成的钢坯实施最终2段的轧制中的累积应变为0.10~0.80的热轧后,于470~800℃的卷取温度进行卷取;冷轧工序,其中,对在热轧工序中得到的热轧钢板实施冷轧;退火工序,其中,将在冷轧工序中得到的冷轧钢板在-50~0℃的露点且750~900℃的退火温度的条件下保持后冷却至150~340℃的冷却停止温度,在自该退火温度至冷却停止温度为止的冷却时用半径100mm以上1000mm以下的辊进行合计3次以上8次以下的弯曲及弯曲恢复;再加热工序,其中,将退火工序后的钢板再加热至350~600℃的温度范围并进行保持。
[0171]
另外,本发明的钢板的制造方法的第一实施方式具有下述工序:热轧工序,其中,在对具有上述成分组成的钢坯实施最终2段的轧制中的累积应变为0.10~0.80的热轧后,于470~800℃的卷取温度进行卷取;冷轧工序,其中,对在热轧工序中得到的热轧钢板实施冷轧;退火工序,其中,将在冷轧工序中得到的冷轧钢板在-50~20℃的露点且750~900℃的退火温度的条件下保持后冷却至150~340℃的冷却停止温度,在自该退火温度至冷却停止温度为止的冷却时用半径100mm以上1000mm以下的辊进行合计3次以上8次以下的弯曲及弯曲恢复;再加热工序,其中,将退火工序后的钢板再加热至350~600℃的温度范围并进行保持。
[0172]
以下说明上述各工序。
[0173]
在本发明中,钢原料的熔炼方法没有特别限定,能够采用转炉、电炉等公知的熔炼方法。另外,在熔炼后,由于偏析等问题而优选通过连续铸造法制成板坯(钢原料),但也可以使用铸锭-开坯轧制法、薄板坯连铸法等公知的制造方法来制成板坯。需要说明的是,在制造后对板坯进行热轧时,也可以在使用加热炉将板坯再加热后进行轧制,在保持规定温度以上的温度的情况下,也可以直接进行轧制而无需对板坯进行加热。
[0174]
对上述得到的钢原料实施粗轧及精轧,在本发明中,需要在粗轧前使钢原料中的碳化物溶解。在对板坯进行加热的情况下,为了使碳化物溶解或防止轧制载荷增大,优选加热至1100℃以上。另外,为了防止氧化皮损失增大,优选板坯的加热温度为1300℃以下。另外,如前所述,在粗轧前的钢原料保持规定温度以上的温度且钢原料中的碳化物溶解的情况下,能够省略对粗轧前的钢原料进行加热的工序。需要说明的是,粗轧条件无需特别限定。
[0175]
热轧工序中的最终2段的轧制中的累积应变:0.10~0.80
[0176]
最终2段的轧制中的累积应变表示在进行3段以上的多段(例如,6段或7段)连续轧制的多段精轧中的最终2段的压下率的累计。就最终2段而言,例如在进行7段连续轧制的情况下,最终2段为第6段和第7段。若累积应变低于0.10,则自钢板表面起在板厚方向上为4.9μm以内的区域中的包含氧化物的晶粒的平均粒径超过10μm,因此,热影响部的韧性降低。另外,自钢板表面起在板厚方向上为15.0μm以内的区域中的包含氧化物的晶粒的平均粒径超过10μm,因此,热影响部的韧性降低。另一方面,若超过0.80,则过度生成核,自钢板表面起在板厚方向上为4.9μm以内的区域中的包含氧化物的晶粒的平均粒径变得低于3μm。另外,自钢板表面起在板厚方向上为15.0μm以内的区域中的包含氧化物的晶粒的平均粒径变得低于3μm。因此,最终2段的轧制中的累积应变为0.10~0.80。需要说明的是,本发明中所称的应变是公称应变。
[0177]
卷取温度:470~800℃
[0178]
若卷取温度低于470℃,则贝氏体铁素体的面积率超过35%,在焊接热影响部发生软化。另一方面,若卷取温度超过800℃,则自钢板表面起在板厚方向上为4.9μm以内的区域中的包含si和/或mn的氧化物的晶粒生长,平均粒径超过10μm。因此,卷取温度为470~800℃。优选卷取温度为500℃以上。另外,优选卷取温度为700℃以下。需要说明的是,为了使自钢板表面起在板厚方向上为15.0μm以内的区域中的最小si浓度l
si
及最小mn浓度l
mn
、与钢板的板厚1/4位置处的si浓度t
si
及mn浓度t
mn
满足式(1),卷取温度设为470~800℃。
[0179]
对在上述热轧工序中得到的热轧钢板实施冷轧。冷轧中的轧制率没有特别限定,优选为30%以上75%以下。
[0180]
退火时的均热条件:露点-50~0℃或露点-50~20℃、均热温度:750~900℃
[0181]
在退火温度低于750℃的情况下,未再结晶残留,韧性降低。另一方面,若退火温度超过900℃,则初生马氏体的面积率超过15%,热影响部的韧性降低。另外,若退火中的露点非-50~0℃的范围,则自钢板表面起在板厚方向上为4.9μm以内的区域中的最小si浓度l
si
及最小mn浓度l
mn
、与钢板的板厚1/4位置处的si浓度t
si
及mn浓度t
mn
不满足l
si
l
mn
≤(t
si
t
mn
)/4。因此,将露点设为-50~0℃,将退火温度设为750~900℃。另外,为了使自钢板表面起在板厚方向上为15.0μm以内的区域中的最小si浓度l
si
及最小mn浓度l
mn
、与钢板的板厚1/4位置处的si浓度t
si
及mn浓度t
mn
满足式(1),露点需要设为-50~20℃。
[0182]
冷却停止温度:150~340℃
[0183]
若冷却至从均热温度到低于150℃的温度范围,则残余奥氏体的面积率变得低于5%。另一方面,若冷却至高于340℃的温度范围,则初生马氏体的面积超过15%。另外,若冷却至高于340℃的温度范围,则存在与铁素体邻接的初生马氏体及残余奥氏体的比例超过90%的情况。因此,变得容易在焊接部产生裂纹。因此,将冷却温度停止温度设为150~340
℃。
[0184]
在从退火温度到冷却停止温度为止的冷却时用半径100mm以上1000mm以下的辊合计进行3次以上8次以下的弯曲及弯曲恢复
[0185]
另外,若仅单纯地进行冷却,则无法得到期望的组织。通过在从退火温度至冷却停止温度为止的冷却时用半径100mm以上1000mm以下的辊合计实施3次以上8次以下的弯曲及弯曲恢复,从而在钢板表面附近导入弯曲应变。通过使该弯曲及弯曲恢复的合计为3次以上,自钢板表面起在板厚方向上为4.9μm以内的区域中的最小si浓度l
si
及最小mn浓度l
mn
、与钢板的板厚1/4位置处的si浓度t
si
及mn浓度t
mn
满足l
si
l
mn
≤(t
si
t
mn
)/4,能够获得优异的耐lme特性和优异的焊接部疲劳特性。另外,通过该弯曲及弯曲恢复的合计为3次以上,自钢板表面起在板厚方向上为15.0μm以内的区域中的最小si浓度l
si
及最小mn浓度l
mn
、与钢板的板厚1/4位置处的si浓度t
si
及mn浓度t
mn
也满足l
si
l
mn
≤(t
si
t
mn
)/4,能够获得优异的耐lme特性和优异的焊接部疲劳特性。优选该弯曲及弯曲恢复的合计次数为4次以上。另外,由于在该弯曲及弯曲恢复的合计为8次以上的情况下效果饱和,因此在本发明中为8次以下,优选为7次以下。为了获得上述效果,需要使用半径1000μm以下的辊向钢板表面附近导入适度的弯曲应变。另一方面,在使用半径小于100μm的辊的情况下,导入的弯曲应变过大,无法获得上述效果。因此使用半径100mm以上1000mm以下的辊。需要说明的是,弯曲及弯曲恢复次数并非将弯曲和弯曲恢复合起来作为1次,而是以弯曲为1次、弯曲恢复为1次来计次数。
[0186]
再加热温度:350~600℃
[0187]
将退火后的钢板再加热至350~600℃的温度范围。若在低于350℃的温度范围内再加热,则贝氏体铁素体的面积率变得低于10%,焊接部的韧性降低。另一方面,若于超过600℃进行再加热,则铁素体的面积率增加,因此仅与铁素体相邻接的初生马氏体和残余奥氏体的面积率变得超过90%。因此,将再加热温度设为350~600℃。
[0188]
优选本发明的钢板的制造方法具有对上述再加热工序后的钢板实施熔融镀锌或合金化熔融镀锌的镀覆工序。对钢板实施熔融镀锌的处理也可以使用构成为能够连续进行退火和熔融镀锌处理的装置来实施退火和熔融镀锌处理。此外,优选的是,在对钢板实施熔融镀锌的情况下,在将钢板浸渍在440℃以上500℃以下的镀锌浴中而实施熔融镀锌处理后,通过气体擦拭等来调节镀覆附着量。作为熔融镀锌,优选使用al含量为0.10质量%以上0.23质量%以下、余量为zn及不可避免的杂质的组成的镀锌浴。另外,优选的是,在对钢板实施合金化熔融镀锌的情况下,在对钢板实施熔融镀锌处理后于450℃以上600℃以下的温度范围实施锌镀覆的合金化处理。若合金化温度低于450℃,则zn-fe合金化速度变得过慢,存在合金化变得显著困难的可能性。另一方面,若合金化温度超过600℃,则存在未相变奥氏体相变为珠光体、ts及延展性降低的情况。因此,在进行锌镀覆的合金化处理时,优选于450℃以上600℃以下的温度范围实施合金化处理,更加优选为470℃以上。另外,更加优选为550℃以下,进一步优选为530℃以下。
[0189]
另外,优选熔融镀锌钢板(gi)及合金化熔融镀锌钢板(ga)的镀覆附着量设为每单面20~80g/m2(双面镀覆)。镀覆的附着量能够在镀锌后通过进行气体擦拭等来调节。
[0190]
如上所述,也可以在将实施了镀覆处理的钢板冷却至50℃以下后以0.05%以上1.00%以下的伸长率进行轧制。另外,更加优选冷却至50℃以下后的轧制的伸长率为
0.10%以上0.70%以下。
[0191]
冷却至50℃以下后的轧制既可以在与用于进行上述镀锌处理的镀覆装置连续的装置上(在线)进行,也可以在与用于进行镀锌处理的镀覆装置不连续的装置上(离线)进行。另外,既可以通过一次轧制达成目标伸长率,也可以进行多次轧制来达成合计为0.05%以上1.00%以下的伸长率。需要说明的是,此处记载的轧制通常是指调质轧制,但只要能够赋予与调质轧制相同的伸长率,也可以是基于利用矫平机的加工等方法的轧制。
[0192]
需要说明的是,上述条件以外的制造条件能够使用常规方法。
[0193]
第二实施方式
[0194]
接下来,说明本发明的钢板的制造方法的第二实施方式。本发明的钢板的制造方法的第二实施方式具有下述工序:热轧工序,其中,在对具有上述成分组成的钢坯实施最终2段的轧制中的累积应变为0.10~0.80的热轧后,于470~800℃的卷取温度进行卷取;冷轧工序,其中,对在热轧工序中得到的热轧钢板实施冷轧;退火工序,其中,将在冷轧工序中得到的冷轧钢板在-50~0℃的露点且750~900℃的退火温度的条件下保持后冷却至350~500℃的冷却停止温度,在自该退火温度至冷却停止温度为止的冷却时用半径100mm以上1000mm以下的辊进行合计3次以上8次以下的弯曲及弯曲恢复;镀覆工序,其中,对退火工序后的钢板实施熔融镀锌或合金化熔融镀锌;和再加热工序,其中,将镀覆工序后的钢板在冷却至50℃以上350℃以下的冷却停止温度后、再加热至超过该冷却停止温度且为300℃以上500℃以下的温度并进行保持。
[0195]
另外,本发明的钢板的制造方法的第二实施方式具有下述工序:热轧工序,其中,在对具有上述成分组成的钢坯实施最终2段的轧制中的累积应变为0.10~0.80的热轧后,于470~800℃的卷取温度进行卷取;冷轧工序,其中,对在热轧工序中得到的热轧钢板实施冷轧;冷轧工序中得到的冷轧钢板以-50~20℃的露点且750~900℃的退火温度的条件保持后冷却至350~500℃的冷却停止温度,在自该退火温度至冷却停止温度为止的冷却时用半径100mm以上1000mm以下的辊进行合计3次以上8次以下的弯曲及弯曲恢复的退火工序;镀覆工序,其中,对退火工序后的钢板实施熔融镀锌或合金化熔融镀锌;和再加热工序,其中,将镀覆工序后的钢板在冷却至50℃以上350℃以下的冷却停止温度后、再加热至超过该冷却停止温度且为300℃以上500℃以下的温度并进行保持。
[0196]
在第二实施方式的说明中,仅说明与第一实施方式不同的条件。
[0197]
退火后的冷却停止温度:350~500℃
[0198]
在第二实施方式中,在将冷轧钢板在露点为-50~0℃的气氛中在750~900℃的条件下保持后,冷却至350~500℃的冷却停止温度,在自该退火温度至冷却停止温度为止的冷却时用半径100mm以上1000mm以下的辊合计进行3次以上8次以下的弯曲及弯曲恢复。对于第二实施方式而言,与第一实施方式不同,在退火后冷却至350~500℃的冷却停止温度。在第二实施方式中,从抑制镀覆工序前的组织相变的观点出发,将冷却停止温度设为350℃以上。另外,为了抑制珠光体生成并使残余奥氏体的体积率在期望的范围内,将冷却停止温度设为500℃以下。
[0199]
对镀覆工序后的钢板进行冷却时的冷却停止温度:50℃以上350℃以下
[0200]
在第二实施方式中,在退火工序后进行镀覆工序,并具有再加热工序,在该再加热工序中,将镀覆工序后的钢板在冷却至50℃以上350℃以下的冷却停止温度后、再加热至超
过该冷却停止温度且为300℃以上500℃以下的温度并进行保持。在再加热工序中,如上所述,在镀覆工序后将钢板冷却至50℃以上350℃以下的冷却停止温度。在冷却停止温度低于50℃的情况下,残余奥氏体的面积率变得低于5%。另一方面,在冷却停止温度超过350℃的情况下,初生马氏体的面积超过15%。另外,在冷却停止温度超过350℃的情况下,与铁素体邻接的初生马氏体和残余奥氏体的比例超过90%。因此,变得容易在焊接部产生裂纹。
[0201]
因此,将冷却停止温度设为50℃以上350℃以下。优选冷却停止温度为100℃以上,更加优选为150℃以上。另外,优选冷却停止温度为300℃以下,更加优选为270℃以下。
[0202]
再加热温度:超过冷却停止温度且为300℃以上500℃以下
[0203]
通过于超过冷却停止温度且为300℃以上500℃以下的再加热温度进行保持,从而进行从冷却停止时生成的马氏体向未相变奥氏体的碳分配,能够在期望的范围内实现残余奥氏体的体积率。在此,冷却停止温度表示在再加热前使钢板冷却时的冷却停止温度。
[0204]
于再加热温度保持后的平均冷却速度、冷却停止温度及冷却方法没有特别限定。作为冷却方法,能够应用气体喷射冷却、喷雾冷却、辊冷却、水冷及空冷等。另外,从防止钢板表面氧化的的观点出发,优选在以再加热温度保持后冷却至50℃以下,更加优选冷却至室温程度。该冷却的平均冷却速度通常为1℃/秒以上50℃/秒以下。
[0205]
需要说明的是,在以上说明的本发明的制造方法中的一连串热处理中,为上述温度范围内即可,保持温度不需要恒定,另外,即使在冷却速度在冷却中变化的情况下,若在规定的范围内,则也不会损害本发明的主旨。另外,只要满足热历史,钢板可以用任意设备实施热处理。
[0206]
接下来,说明本发明的部件及其制造方法。
[0207]
本发明的部件是对本发明的钢板实施成型加工及焊接中的至少一者而成的。另外,本发明的部件的制造方法具有对通过本发明的钢板的制造方法制造的钢板实施成型加工及焊接中的至少一者的工序。
[0208]
本发明的钢板的拉伸强度(ts)为780mpa以上且低于1180mpa,不仅强度高,耐lme特性也优异。另外,本发明的钢板具有优异的疲劳特性,能够抑制焊接部疲劳强度降低、充分维持碰撞强度。因此,使用本发明的钢板得到的部件适用于汽车等运输设备使用的部件。
[0209]
成型加工能够无限制地使用冲压加工等通常的加工方法。另外,焊接能够无限制地使用点焊、电弧焊等通常的焊接。
[0210]
实施例
[0211]
[实施例1]
[0212]
参照实施例具体地说明本发明。本发明的范围不限于以下的实施例。
[0213]
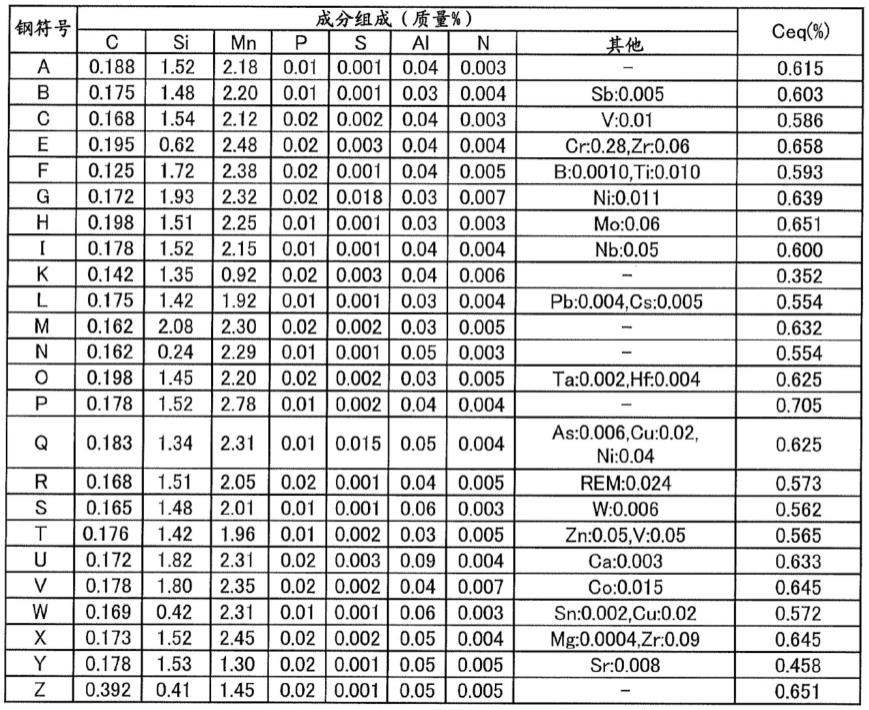
将具有表1示出的成分组成、余量为fe及不可避免的杂质的钢原料在转炉中熔炼,通过连续铸造法制成钢坯。将所得到的钢坯加热至1250℃并进行粗轧。接下来,以精轧温度900℃实施精轧,于表2示出的多种卷取温度进行卷取,制成热轧钢板。接下来,以表2示出的条件经过冷轧工序及退火工序,得到冷轧钢板(cr)。
[0214]
接下来,如下所述,经过第一实施方式或第二实施方式的制造工序得到钢板。
[0215]
在第一实施方式中,在上述退火工序后,以表2示出的条件进行再加热工序。接下来,对一部分钢板以成为表2示出的种类的钢板的方式实施镀覆处理。
[0216]
在第二实施方式中,在上述退火工序后以成为表2示出种类的钢板的方式实施镀
覆处理。接下来,以表2示出的条件进行再加热工序,得到钢板。
[0217]
需要说明的是,在第一实施方式的发明例中,上述退火工序中的退火后的冷却停止温度如表2所示设为150℃以上340℃以下的范围内。另外,在第二实施方式的发明例中,上述退火工序中的退火后的冷却停止温度如表2所示设为350℃以上500℃以下的范围内。
[0218]
在上述镀覆工序中,对钢板实施镀覆处理,得到熔融镀锌钢板(gi)或合金化熔融镀锌钢板(ga)。作为熔融镀锌浴,在制造gi的情况下,使用含有al:0.20质量%、余量为zn及不可避免的杂质的锌浴。另外,在制造ga的情况下,使用含有al:0.14质量%、余量为zn及不可避免的杂质的锌浴。在制造gi、ga中的任一者的情况下,浴温均设为470℃。在制造gi的情况下,镀覆附着量设为每单面45~72g/m2(双面镀覆)左右,在制造ga的情况下,设为每单面45g/m2(双面镀覆)左右。制造ga的情况下的合金化处理于500℃进行。另外,gi的镀覆层的组成含有fe:0.1~1.0质量%、al:0.2~1.0质量%,余量为zn及不可避免的杂质。ga的镀覆层的组成含有fe:7~15质量%、al:0.1~1.0质量%,余量为zn及不可避免的杂质。
[0219]
[表1]
[0220][0221]
[表2]
[0222][0223]
对各钢板进行下述测定。
[0224]
(1)组织观察
[0225]
对所得到的钢板的轧制方向的板厚截面进行研磨,用1体积%硝酸乙醇使其腐蚀并显现。使用扫描型电子显微镜放大至3000倍,并以10个视野对从表面到板厚1/4t部为止的区域内进行拍摄,通过基于astm e 112-10的切断法测定面积率。t为钢板的厚度(板厚)。基于上述拍摄图像来测定各相的面积率。各相的面积率通过图像解析而对相对于观察视野而言的面积率取平均来求出。铁素体是具有在晶粒内未观察到腐蚀痕迹、渗碳体的形态的组织。初生马氏体与残余奥氏体在扫描型电子显微镜的观察时看起来相同,因此求出二者的总面积率。在此,残余奥氏体如后所述通过x射线衍射法求出体积率,将该体积率视为面积率。并且,将从通过扫描型电子显微镜的观察求出的初生马氏体与残余奥氏体的面积率的总和减去通过x射线衍射法求出的残余奥氏体的体积率得到的值视为初生马氏体的面积率。
[0226]
残余奥氏体的体积率的测定方法如下。在将钢板沿板厚方向(深度方向)机械研削至板厚的1/4后,进行使用草酸的化学研磨来形成观察面。通过x射线衍射法来观察该观察面。作为入射x射线使用co的kα线源,求出fcc铁(奥氏体)的(200)、(220)、(311)各面的衍射强度相对bcc铁的(200)、(211)、(220)各面的衍射强度之比,将该比值设为残余奥氏体的体积率。
[0227]
关于贝氏体铁素体的面积率,针对通过扫描型电子显微镜得到的组织图像,使用adobe systems公司的adobe photoshop计算10个视野的贝氏体铁素体的面积除以测定面积得到的面积率,将该值取平均而求出作为各组织的面积率。
[0228]
另外,关于与铁素体邻接的初生马氏体及残余奥氏体的比例,在观察面中,以面积率求出初生马氏体及残余γ中的、在组织边界上与铁素体相接一个部位以上的初生马氏体及残余奥氏体的比例。
[0229]
(2)自钢板表面起在板厚方向上为4.9μm以内的区域中的包含si和/或mn的氧化物的晶粒的平均粒径的测定
[0230]
通过对钢板的截面(l截面:与轧制方向平行且与钢板表面垂直的截面)进行sem观察和能量分散型x射线分析(edx),从而确定自钢板表面起在板厚方向上为4.9μm以内的区域中的氧化物的种类,测定包含si和/或mn的氧化物的晶粒的平均粒径。在钢板的截面(l截面)中,晶粒的平均粒径设为针对与钢板表面平行的方向通过切片法测定并求出的粒径的长度的平均值。
[0231]
(3)自钢板表面起在板厚方向上为4.9μm以内的区域中的最小si浓度l
si
及最小mn浓度l
mn
、钢板的板厚1/4位置处的si浓度t
si
及mn浓度t
mn
的测定
[0232]
钢板的板厚1/4位置处的si浓度t
si
及mn浓度t
mn
通过使用场发射型电子探针显微分析仪(fe-epma:field emission-electron probe micro analyzer),在钢板的板厚1/4位置处任意进行10个点的电子束直径为1μm的点分析并对其取平均而求出。另外,自钢板表面起在板厚方向上为4.9μm以内的区域中的si浓度使用场发射型电子探针显微分析仪,以0.1μm的电子束直径从钢板表面起在板厚方向上进行线分析,得到自钢板表面起在板厚方向上为0~4.9μm中的si浓度的浓度分布。在此,将该浓度分布中的最小si浓度设为上述浓度l
si
。另外,自钢板表面起在板厚方向上为4.9μm以内的区域中的mn浓度也使用场发射型电子探针显微分析仪,以0.1μm的电子束直径从钢板表面起在板厚方向上进行线分析,得到自钢板表面起在板厚方向上为0~4.9μm中的mn浓度的浓度分布。在此,将该浓度分布中的最小mn浓度设为上述浓度l
mn
。需要说明的是,此处所称的si浓度、mn浓度、l
si
、t
si
、l
mn
及t
mn
的单位为质量%。另外,使用场发射型电子探针显微分析仪的si浓度及mn浓度的测定选择10个在进行测定的位置没有粒状物的部位来实施,将其平均值分别设为si浓度及mn浓度。
[0233]
(4)软质层的测定方法
[0234]
软质层的测定方法如下。在通过湿式研磨使与钢板的轧制方向平行的板厚截面(l截面)平滑化后,使用维氏硬度计,从自钢板表面起在板厚方向上为1μm的位置到板厚方向100μm的位置为止,以10gf载荷、1μm间隔进行测定。然后,到板厚中心为止以20μm间隔进行测定。将硬度与板厚1/4位置处的硬度相比减少至65%以下的区域定义为软质层,将该区域的板厚方向的厚度定义为软质层的厚度。
[0235]
(5)拉伸特性
[0236]
使用以与轧制方向成90
°
的方向为长度方向(拉伸方向)的jis z2201中记载的5号试验片,进行5次基于jis z 2241的拉伸试验,求出平均的屈服强度(ys)、拉伸强度(ts)、对接伸长率(el)。在拉伸试验中,十字头速度为10mm/min。将计算结果示于表3。
[0237]
(6)耐lme特性
[0238]
耐lme特性通过电阻焊开裂试验判断。将与所得到的钢板的轧制方向垂直的方向设为长度,使用1张切断为30mm
×
100mm的试验片和另1张980mpa级的熔融镀锌钢板,通过对二者实施电阻焊(点焊)来制作部件。对于在焊接机上重叠2张钢板而成的板组,使用安装于焊枪的伺服马达加压式的单相交流(50hz)的电阻焊接机,在使板组倾斜5
°
的状态下实施电阻点焊。就焊接条件而言,将加压力设为3.8kn、将保持时间设为0.2秒。另外,将焊接电流设为5.7~6.2ka、将通电时间设为21个循环、将保持时间设为5个循环。从焊接后的部件将试验片切为两半,用光学显微镜观察截面,将未发现0.1mm以上裂纹的情况设为lme开裂性良好(
○
),将发现0.1mm以上的裂纹的情况设为lme开裂性不良(
×
)。
[0239]
(7)焊接部疲劳试验
[0240]
首先,在以下的条件下进行点焊。以电极:dr6mm-40r、加压力:4802n(490kgf)、通电时间:17个循环进行,调节电流值使得熔核直径为6.5mm,制作十字拉伸试验片。然后,基于jis z 3137进行十字拉伸试验。其中,为了模拟高速碰撞,将拉伸速度设为100mm/min。由此,在载荷范围为7000n以上的情况下,判定为非常良好(
◎
),在载荷范围为5000n以上且低于7000n的情况下,判定为良好(
○
),在载荷范围低于5000n的情况下,判定为不良(
×
)。将这些结果汇总示于表3。
[0241]
[表3]
[0242][0243]
如表3所示,在本发明例中,ts为780mpa以上且低于1180mpa,具有优异的耐lme特性及焊接部疲劳特性。另一方面,在比较例中,上述特性中的至少1者劣于本发明例。
[0244]
[实施例2]
[0245]
对基于实施例1的表2的制造条件no.1(本发明例)进行了镀锌处理的镀锌钢板进行冲压成型,制造本发明例的部件。此外,通过点焊将基于实施例1的表2的制造条件no.1
(本发明例)进行了镀锌处理的镀锌钢板与基于实施例1的表2的制造条件no.8(本发明例)进行了镀锌处理的镀锌钢板接合,制造本发明例的部件。对于这些本发明例的部件而言,上述的耐lme开裂性评价为优异“〇”,且基于从所述部件采集的十字拉伸试验片的焊接部疲劳试验的评价也为优异
“◎”
,因此可知,这些部件适用于汽车部件等。
[0246]
[实施例3]
[0247]
参照实施例具体地说明本发明。本发明的范围不限定于以下的实施例。
[0248]
将具有表1的a钢、b钢的成分组成、余量为fe及不可避免的杂质的钢原料在转炉中熔炼,通过连续铸造法制成钢坯。将所得到的钢坯加热至1250℃并进行粗轧。接下来,于精轧温度900℃实施精轧,于表4示出的多种卷取温度进行卷取,制成热轧钢板。接下来,以表4示出的条件经过冷轧工序及退火工序,得到冷轧钢板(cr)。
[0249]
接下来,如下所述,经过第一实施方式或第二实施方式的制造工序得到钢板。
[0250]
在第一实施方式中,在上述退火工序后,以表4示出的条件进行再加热工序。接下来,对一部分钢板以成为表4示出的种类的钢板的方式实施镀覆处理。
[0251]
在第二实施方式中,在上述退火工序后以成为表4示出的种类的钢板的方式实施镀覆处理。接下来,以表4示出的条件进行再加热工序,得到钢板。
[0252]
需要说明的是,在第一实施方式的发明例中,上述退火工序中的退火后的冷却停止温度如表4所示设为150℃以上340℃以下的范围内。另外,在第二实施方式的发明例中,上述退火工序中的退火后的冷却停止温度如表4所示,设为350℃以上500℃以下的范围内。
[0253]
在上述镀覆工序中,对钢板实施镀覆处理,得到熔融镀锌钢板(gi)或合金化熔融镀锌钢板(ga)。作为熔融镀锌浴,在制造gi的情况下,使用含有al:0.20质量%、余量为zn及不可避免的杂质的锌浴。另外,在制造ga的情况下,使用含有al:0.14质量%、余量为zn及不可避免的杂质的锌浴。在制造gi、ga中任一者的情况下,浴温均设为470℃。在制造gi的情况下,镀覆附着量设为每单面45~72g/m2(双面镀覆)左右,在制造ga的情况下,设为每单面45g/m2(双面镀覆)左右。制造ga的情况下的合金化处理于500℃进行。另外,gi的镀覆层的组成含有fe:0.1~1.0质量%、al:0.2~1.0质量%,余量为zn及不可避免的杂质。ga的镀覆层的组成含有fe:7~15质量%、al:0.1~1.0质量%,余量为zn及不可避免的杂质。
[0254]
[表4]
[0255][0256]
对各钢板进行下述测定。
[0257]
(1)组织观察
[0258]
对所得到的钢板的轧制方向的板厚截面进行研磨,用1体积%硝酸乙醇使其腐蚀并显现。使用扫描型电子显微镜放大至3000倍,并以10个视野对从表面到板厚1/4t部为止
的区域内进行拍摄,通过基于astm e 112-10的切断法测定面积率。t为钢板的厚度(板厚)。基于上述拍摄图像来测定各相的面积率。各相的面积率通过图像解析而对相对于观察视野而言的面积率取平均来求出。铁素体是具有在晶粒内未观察到腐蚀痕迹、渗碳体的形态的组织。初生马氏体与残余奥氏体在扫描型电子显微镜的观察时看起来相同,因此求出二者的总面积率。在此,残余奥氏体如后所述通过x射线衍射法求出体积率,将该体积率视为面积率。并且,从通过扫描型电子显微镜的观察求出的初生马氏体与残余奥氏体的面积率的总和减去通过x射线衍射法求出的残余奥氏体的体积率得到的值视为初生马氏体的面积率。
[0259]
残余奥氏体的体积率的测定方法如下。在将钢板沿板厚方向(深度方向)机械研削至板厚的1/4后,进行使用草酸的化学研磨来形成观察面。通过x射线衍射法来观察该观察面。作为入射x射线使用co的kα线源,求出fcc铁(奥氏体)的(200)、(220)、(311)各面的衍射强度相对bcc铁的(200)、(211)、(220)各面的衍射强度之比,将该比值设为残余奥氏体的体积率。
[0260]
关于贝氏体铁素体的面积率,针对通过扫描型电子显微镜得到的组织图像,使用adobe systems公司的adobe photoshop计算10个视野的贝氏体铁素体的面积除以测定面积得到的面积率,将该值取平均而求出作为各组织的面积率。
[0261]
另外,关于与铁素体邻接的初生马氏体及残余奥氏体的比例,在观察面中,以面积率求出初生马氏体及残余γ中的、在组织边界上与铁素体相接一个部位以上的初生马氏体及残余奥氏体的比例。
[0262]
(2)自钢板表面起在板厚方向上为15.0μm以内的区域中的包含si和/或mn的氧化物的晶粒的平均粒径的测定
[0263]
通过对钢板的截面(l截面:与轧制方向平行且与钢板表面垂直的截面)进行sem观察和能量分散型x射线分析(edx),从而确定自钢板表面起在板厚方向上为15.0μm以内的区域中的氧化物的种类,并测定包含si和/或mn的氧化物的晶粒的平均粒径。晶粒的平均粒径设为在钢板的截面(l截面)中针对与钢板表面平行的方向通过切片法测定并求出的粒径的长度的平均值。
[0264]
(3)自钢板表面起在板厚方向上为15.0μm以内的区域中的最小si浓度l
si
及最小mn浓度l
mn
、钢板的板厚1/4位置处的si浓度t
si
及mn浓度t
mn
的测定
[0265]
钢板的板厚1/4位置处的si浓度t
si
及mn浓度t
mn
通过场发射型电子探针显微分析仪(fe-epma:field emission-electron probe micro analyzer),在钢板的板厚1/4位置处任意进行10个点的电子束直径为1μm的点分析并对其取平均来求出。另外,自钢板表面起在板厚方向上为15.0μm以内的区域中的si浓度使用场发射型电子探针显微分析仪,以0.1μm的电子束直径从钢板表面起在板厚方向上进行线分析,得到自钢板表面起在板厚方向上为0~15.0μm中的si浓度的浓度分布。在此,将该浓度分布中的最小si浓度设为上述浓度l
si
。另外,自钢板表面起在板厚方向上为15.0μm以内的区域中的mn浓度也使用场发射型电子探针显微分析仪,以0.1μm的电子束直径从钢板表面起在板厚方向上进行线分析,得到自钢板表面起在板厚方向上为0~15.0μm中的mn浓度的浓度分布。在此,将该浓度分布中的最小mn浓度设为上述浓度l
mn
。需要说明的是,此处所称的si浓度、mn浓度、l
si
、t
si
、l
mn
及t
mn
的单位为质量%。另外,场发射型电子探针显微分析仪的si浓度及mn浓度的测定选择10个在
进行测定的位置没有粒状物的部位来实施,将其平均值分别设为si浓度及mn浓度。
[0266]
(4)软质层的测定方法
[0267]
软质层的测定方法如下。在通过湿式研磨使与钢板的轧制方向平行的板厚截面(l截面)平滑化后,使用维氏硬度计,从自钢板表面起在板厚方向上为1μm的位置到板厚方向100μm的位置为止,以10gf载荷、1μm间隔进行测定。然后,到板厚中心为止以20μm间隔进行测定。将硬度与板厚1/4位置处的硬度相比减少至65%以下的区域定义为软质层,将该区域的板厚方向的厚度定义为软质层的厚度。
[0268]
(5)拉伸特性
[0269]
使用以与轧制方向成90
°
的方向为长度方向(拉伸方向)的jis z2201中记载的5号试验片,进行5次基于jis z 2241的拉伸试验,求出平均的屈服强度(ys)、拉伸强度(ts)、对接伸长率(el)。在拉伸试验中,十字头速度为10mm/min。将计算结果示于表5。
[0270]
(6)耐lme特性
[0271]
耐lme特性通过电阻焊开裂试验来判断。将所得到的钢板的与轧制方向垂直的方向设为长度,使用1张切断为30mm
×
100mm的试验片和另1张980mpa级的熔融镀锌钢板,通过对二者实施电阻焊(点焊)来制作部件。对于在焊接机上重叠2张钢板而成的板组,使用安装于焊枪的伺服马达加压式的单相交流(50hz)的电阻焊接机,在使板组倾斜5
°
的状态下实施电阻点焊。就焊接条件而言,将加压力设为3.8kn、将保持时间设为0.2秒。另外,将焊接电流设为5.7~6.2ka、将通电时间设为21个循环、将保持时间设为5个循环。从焊接后的部件将试验片切为两半,用光学显微镜观察截面,将未发现0.05mm以上裂纹的情况设为lme开裂性最良好(
◎
),将未发现0.1mm以上裂纹的情况设为lme开裂性良好(
○
),将发现0.1mm以上裂纹的情况设为lme开裂性不良(
×
)。
[0272]
(7)焊接部疲劳试验
[0273]
首先,在以下的条件下进行点焊。以电极:dr6mm-40r、加压力:4802n(490kgf)、通电时间:17个循环进行,调节电流值使得熔核直径为6.5mm,制作十字拉伸试验片。然后,基于jis z 3137进行十字拉伸试验。需要说明的是,为了模拟高速碰撞,将拉伸速度设为100mm/min。由此,在载荷范围为7000n以上的情况下,判定为非常良好(
◎
),在载荷范围为5000n以上且低于7000n的情况下,判定为良好(
○
),在载荷范围低于5000n的情况下,判定为不良(
×
)。将这些结果汇总示于表5。
[0274]
[表5]
[0275][0276]
如表5所示,在本发明例中,ts为780mpa以上且低于1180mpa,具有优异的耐lme特性及焊接部疲劳特性。
[0277]
[实施例4]
[0278]
对基于实施例3的表4的制造条件no.45(本发明例)进行了镀锌处理的镀锌钢板进行冲压成型,制造本发明例的部件。此外,通过点焊将基于实施例3的表4的制造条件no.45(本发明例)进行了镀锌处理的镀锌钢板、与基于实施例3的表4的制造条件no.47(本发明例)进行了镀锌处理的镀锌钢板接合,制造本发明例的部件。对于这些本发明例的部件而言,上述的耐lme开裂性评价为优异
“◎”
、且基于从所述的部件采集的十字拉伸试验片的、焊接部疲劳试验的评价也为优异
“◎”
,因此可知这些部件适用于汽车部件等。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。