1.本实用新型属于芯片封装领域,特别是一种用于芯片封装中粘接裸片的振动涂胶装置。
背景技术:
2.芯片封装工艺常包含裸芯片在pcb板焊盘上的银胶粘接操作,其中有需要先在pcb板焊盘表面上胶的工艺步骤。现有上胶方法,主要有两类:其一为“点胶”方法,就是将胶液滴在焊盘表面,由“点胶”形成的液滴,一般为近半球形,且厚度比较大,常不能满足矩形裸芯片及焊盘的均匀薄层上胶要求;其二为“涂胶”方法,就是在胶液注入焊盘表面的同时,设法使焊盘与出胶端口之间有横向平移,由此完成“涂胶”动作。现有涂胶方法,可以概括为是由“出胶”与“横移”两个动作协同操作实现涂胶目的,其缺点在于,胶液涂覆厚度常不够均匀一致,容易形成“胶液沟槽”,进而可能导致粘贴裸芯片时产生“粘接空腔”,其结果可能对芯片粘接强度和电气性能产生不利影响。
技术实现要素:
3.本实用新型的目的在于提供一种用于芯片封装中粘接裸片的振动涂胶装置,以实现胶液涂覆厚度均匀一致的目的。
4.实现本实用新型目的的技术解决方案为:
5.一种用于芯片封装中粘接裸片的振动涂胶装置,包括底座、气动控制系统、夹紧工装、涂胶装置、立柱;
6.所述夹紧工装用于夹紧工件;
7.所述涂胶装置底部设有毛刷,同于向工件上涂胶;
8.所述立柱固定在底座上,用于带动涂胶装置的上下移动,所述气动控制系统用于向涂胶装置通气以推动涂胶装置出胶;
9.所述底座上设有二维移动平台,所述夹紧工装固定在二维移动平台上;
10.所述立柱与涂胶装置之间设有悬臂,所述立柱用于带动悬臂上下移动;
11.所述悬臂上设有振动模块,用于带动涂胶装置的上下振动。
12.本实用新型与现有技术相比,其显著优点是:
13.(1)本实用新型通过电磁铁振动驱动悬臂带动储胶瓶上的毛刷头振动,电磁铁装设在悬臂上,电磁铁与悬臂之间装设有复位弹簧,通过匹配相应的电磁铁和弹簧,达到预期的振动幅度和振动频率,通过毛刷头出胶量及振动与工件运动速度和运动方向相互协调,以此来调整涂覆的厚度及其均匀度。
14.(2)可通过控制操作平台带动工件在xoy平面内移动,可设定运行方向及运行速度和控制储胶瓶沿z轴的运动距离、振动幅度及振动频率;出胶速度、振动幅度、振动频率、工件移动方向及工件移动速度相互协调,可实现胶液厚度均匀涂覆。
附图说明
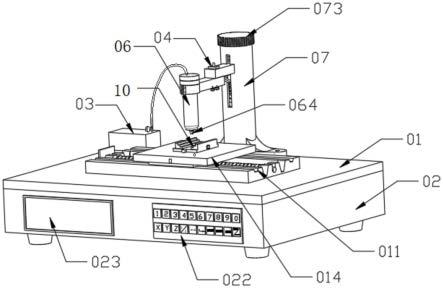
15.图1是本实施方式的振动点胶装置的整体组装示意图。
16.图2是涂胶装置与二维移动平台位置图。
17.图3是毛刷头相对二维移动平台移动示意图。
18.图4是立柱与涂胶装置连接示意图。
具体实施方式
19.下面结合附图及具体实施例对本实用新型做进一步的介绍。
20.结合图1-图4,本实用新型是通过毛刷头均匀出胶和振动及工件在水平面内的移动,三个动作相互配合,实现在pcb板焊盘上均匀涂胶。
21.毛刷头的振动是由装设在储胶瓶和毛刷头一端悬臂上的电磁铁驱动,振动方向沿z轴(竖直方向),振动频率和振动幅度由电磁铁控制,此频率和幅度可根据胶液的粘稠度和需要涂覆的厚度而设定。
22.储胶瓶内装有胶液,通过气动装置控制出胶速度,通过储胶瓶内的进气压力驱动推胶杆,推胶杆挤压胶液至毛刷头,毛刷头与焊盘(工件)垂直,通过均匀进气可以实现均匀出胶;工件装设在操作平台的夹紧工装上,通过第一驱动件和第二驱动件在xoy平面内(水平方向)的移动带动夹紧工装上的工件在水平方向移动实现涂胶,结合毛刷头在涂胶过程中的振动,可实现工件的均匀涂胶;通过毛刷头均匀出胶和振动及工件的移动三者相互配合,可以实现在pcb板焊盘处均匀涂胶的目的。
23.结合图1,本实施例的一种用于芯片封装中粘接裸片的振动涂胶装置,包括底座01、机电控制系统02、气动控制系统03、电磁振动机构04、夹紧工装10、涂胶装置06、立柱07、悬臂08、二维移动平台。
24.所述涂胶装置06装设在悬臂08上,悬臂08装设在立柱07上,立柱07装设在底座01上,立柱07侧端设有导槽,悬臂08可沿导槽上下滑动,立柱07内部设有传动螺杆071,悬臂08一端与传动螺杆071通过螺纹滑套083连接,另一端设有夹紧装置082,用于固定涂胶装置06。悬臂08还包括支撑部分,支撑部分采用三角筋,增加悬臂08的运动稳定性。传动螺杆071通过带轮传动与步进电机相连,机电控制系统02通过控制步进电机转动,可控制涂胶装置06沿z轴方向移动,传动螺杆071的正转或反转带动悬臂08沿着z 或z-方向运动,悬臂08的运动带动涂胶装置06上的毛刷头064运动至目标位置。
25.气动控制系统03装设在底座01上,位于立柱07侧端,通过气管与涂胶装置06的储胶瓶连接,气动控制系统03可通过控制进气压力的大小从而控制出胶速度。
26.机电控制系统02还用于控制悬臂08上的电磁铁以一定的幅度和频率振动,电磁振动机构04包括电磁铁041和复位弹簧042。悬臂08由上下两个安装臂构成,上下两个安装臂之间通过电磁铁041相连,电磁铁041主体安放在上安装臂的装配槽内,其推杆与下安装臂相连,上下两个安装臂之间设有两个复位弹簧042,安装时电磁铁的推杆朝下,电磁铁041受电脉冲和复位弹簧042作用而产生振动,驱动推杆伸缩运动从而带动储胶瓶及其上的毛刷头064沿z轴方向振动,电磁铁041振动的频率和幅度受电脉冲控制。
27.机电控制系统02上设有二维移动平台,二维移动平台包括x轴移动平台011和y轴移动平台014,x轴移动平台011设置在机电控制系统02上,可沿着x 或x-方向移动,y轴移动
平台014设置在x轴移动平台011上,运动方向垂直于x轴移动平台011,即可沿着y 或y-方向移动。x轴移动平台011和y轴移动平台014的驱动均采用步进电机驱动的丝杠结构。两个移动平台运动方向相互垂直,夹紧工装10固定在y轴移动平台014上。
28.机电控制系统02还包括控制面板022及显示器023,控制面板022主要用于逻辑指令编辑及修改,可设置毛刷头064与工件09的相对距离、二维移动平台的运动方向及运动速度、可设置涂覆动作为单一工件涂覆或是阵列工件涂覆;显示器023主要用于显示控制面板022设置的逻辑指令及涂胶装置的运行情况。
29.气动控制系统包括气缸、电磁阀、调压阀、节流阀、气管、压缩机。调压阀用于调节出气压力,电磁阀用于切换气路方向,气缸用于推动储胶瓶出胶,节流阀用于调节进出气量的大小,调节气缸的运动速度,压缩机用于压缩空气,气缸用于向涂胶装置的储胶瓶充气。调压阀与压缩机连接,然后顺序连接电磁阀、节流阀及气缸。气缸031通过气管与涂胶装置的储胶瓶连接。
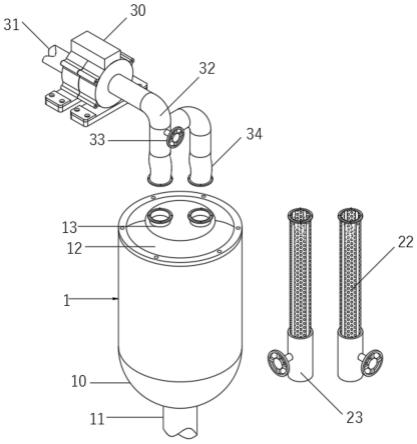
30.所述涂胶装置包括储胶瓶及毛刷头064,主要出胶过程为:驱动气体进入储胶瓶内,挤压胶水从储胶瓶内进入毛刷头,随着驱动气体不断输入,毛刷头064均匀出胶,涂覆于工件09上。
31.使用时,可将上述涂胶装置安置于操作台上。将胶液装于储胶瓶内,然后安装毛刷头064,此处毛刷头064的大小可根据工件的尺寸进行选择;将工件09装设于夹紧工装10上并紧固;调整毛刷头064与工件09的相对位置及高度;通过控制面板022编辑工件09的运动方向、距离及速度,调设气动控制系统03气管内的流量、压力及时间,此处的时间等于工件09单次的运行时间。设置完毕后按下控制面板022上的“开始”按钮,工件09开始运动,同时储胶瓶开始出胶,储胶瓶内的胶液挤压至毛刷头064,随着毛刷头064的均匀出胶和振动以及工件09在二维移动平台上的移动,实现将胶液均匀涂覆于工件09上。
32.本实用新型通过气动控制系统提供出胶动力,通过调压阀调整连通气管内的气体压力,通过节流阀调节气体流量,控制气缸的运行速度,以此来控制出胶速度;本实用新型利用机电控制系统控制悬臂及储胶瓶沿z轴方向的移动、控制第一驱动件及操作平台沿x轴方向的移动以及控制第二驱动件及操作平台沿y轴方向的移动,沿上述三轴方向运动的控制是由控制器2实现,可在控制面板中依次输入要运动的轴及其运动距离和速度,还可以切换单一加工或批量循环加工模式,单一加工模式下,启动后可完成单个工件的涂覆动作,批量循环加工模式下,启动后可完成1~多个工件的涂覆动作。在毛刷头与工件的距离调整完毕后,工件随着夹紧工装运动的同时,毛刷头按照设定的速度持续出胶,储胶瓶按设定的幅度及频率上下振动,由此可以实现涂胶且涂覆厚度均匀可控。
33.本领域技术人员还可以在本实用新型框架内做出其他变化,如本实用新型中的机电传动中的驱动件采用丝杠,也可以更改为带轮传动或其他传动方式,
34.当然,这些依据本实用新型框架所做的变化,都应包含在本实用新型所要求保护的范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。