vgf晶体生长用超大直径石英管的真空封焊方法
技术领域
1.本发明属于vgf晶体生长技术领域,具体涉及一种用于vgf法真空生长超大直径晶体的石英管封焊的方法。
背景技术:
2.大尺寸晶体生长的制备,特别适用于高科技应用,如集成电路的半导体,单晶或多晶晶元的太阳能电池,led照明的宝石基底等。vgf法具有生长过程可实现全部程序可控,较小的温度梯度,能精确控制生长界面的温度梯度,生长出的晶体热应力小,缺陷小,位错低,晶格完整性好等特点。vgf晶体生长直径8英寸以下的锗、砷化镓、磷化铟等半导体晶体已逐步在外延芯片市场中大量应用。vgf晶体生长需要对原材料及辅材的真空封装后再装炉进行晶体生长。真空封装的好坏直接影响晶体生长的成本和晶体结果。而大的晶体就能加工成更大的晶片,也就能加工越多的芯片,使晶体生长的成本大大的降低。大尺寸晶体生长炉的封帽采用石英封帽,石英是一种坚硬、耐磨、化学性能稳定的硅酸盐矿物,主要矿物成分是sio2,石英管具有高熔点和高硬度,小的挥发性,难溶于酸、碱溶液等优良特性,广泛用于化工、冶金、半导体晶体、航空航天等领域。然而,满足超大直径晶体的真空封装,对石英管的封焊技术要求很高,既要求石英管与石英封帽的密封,又要保证在封焊过程中不再次造成新的热应力而损坏石英管,最终达到石英管内的真空达到晶体生长的技术要求和石英管在长时间的生长周期中保障晶体生长的气氛条件。
技术实现要素:
3.本发明的目的是提供一种用于vgf生长超大尺寸晶体用的石英管封焊的方法。
4.vgf晶体生长用超大直径石英管的真空封焊方法,其特征在于该方法中使用的是热应力检测合格的石英管和石英管封帽,在将石英管和石英管封帽清洗干净,坩埚装入石英管内后进行封焊,封焊过程具体包括预热、封焊、退火步骤,具体是:预热:在石英管内真空值达到至少-10-4
后,四把氢氧焰焊枪分别对应石英管环形焊道1/4周长同时预热,四把氢氧焰焊枪温度由低到高四个温度段分别对石英管环形焊道整个环形外壁预热5-10分钟,四个温度段分别是400-500℃、600-700℃、800-900℃、1000℃;之后,使焊枪温度达到1200℃,对石英管环形焊道10cm宽度范围保持对石英管的预热,氧气出口气压力达到0.4mpa,氢气出口压力保持0.2mpa,持续保持氢氧焰对焊道预热,待焊道位置的石英管产生白光后开始封焊;封焊:四把氢氧焰焊枪分别对应石英管环形焊道1/4周长,四把焊枪完成对整个焊道的接力封焊;其中一把焊枪封焊时,其它焊枪保持预热烘烤,具体是:当封焊枪的氢氧焰温度达到1200℃后,在石英管环形焊道上保持焊枪u型轨迹移动,u型宽度5cm,使半熔融的石英管在真空作用下微量塌陷,并与石英封帽熔接,保持焊枪
在焊道上的u型轨迹移动,使轨迹不断叠加,直至焊道周长的1/4,然后由其他焊枪接力进行封焊,直至封焊结束,在其中一把焊枪封焊时,其它三把焊枪同时保持1000℃在其对应的1/4周长焊道上烘烤;封焊完成,将最后一把焊枪温度调整至与其他焊枪温度相同,并继续在焊道上烘烤,最后依次加大四把焊枪的氢氧焰气流量,在焊道中间呈一字型轨迹移动,使焊道中间再焊熔出一道宽度约5mm,深度1-2mm的再次塌陷加强筋,使石英管与石英焊帽在焊道上完全密封粘接;退火:依次调节氢氧焰流量至温度约1000℃、800℃、600℃、400℃,并分别在石英管环形封口面上移动烘烤约5分钟、10分钟、15分钟、15分钟,最后关闭氢氧焰,自然冷却石英管。
5.所述的检测合格的石英管和石英管封帽指对其进行裂纹检测和热应力检测。
6.所述石英管和石英管封帽清洗是用hf酸将石英管、石英封帽清洗,清除石英材料的表面杂质和氧化物,并用超纯水冲洗,乙醇脱水。
7.所述的坩埚装入石英管内过程中,在石英管风帽及密封卡套间设置2-3根石英棒,用以把密封卡套抵住石英封帽,防止抽真空时石英封帽被抽走损坏。
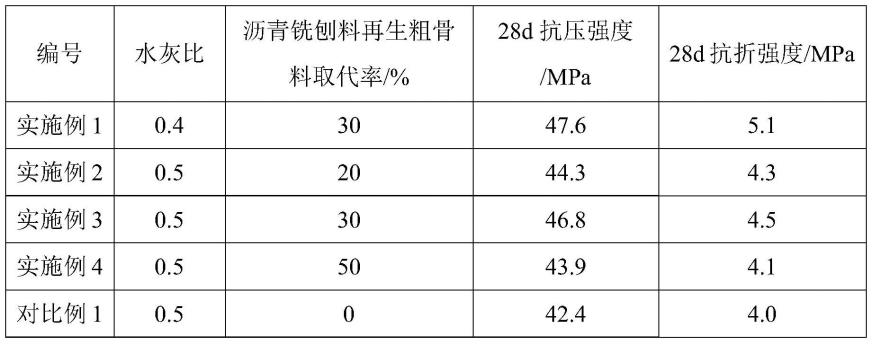
8.本发明的方法,保障大尺寸晶体长周期生长环境是在密封洁净条件下进行,且在长周期高温的晶体生长过程中保证石英管不会出现裂管现象,保障晶体生长中所加入的其他微量物质(三氧化二硼和掺杂物质等)不会挥发脱离出密封环境而影响其晶体成分和性能。此外,因封焊过程的不可逆和封焊过的石英管很难返工使用,本发明的方法保障晶体生长前的物料处理不返工和不污染,最大程度的保障石英管真空封焊的一次成功率。下表1列出了不同尺寸晶体的区别,大尺寸的石英管成本更高,因此保证封焊的成功率,可以大幅度节约生产成本。
9.表1内容直径(英寸)壁厚(mm)焊枪数量(把)石英管直接成本常规8英寸以下≦5mm2把及以下3千元以下本发明10-20英寸≧8mm4把及以上3万元
附图说明
10.图1 为石英管和石英封帽进行热应力检测不合格图。
11.图2 为合格石英管真空度高检测图。
12.图3为合格石英管热应力检测图图4为石英管出现裂纹漏气图。
13.图5为不合格石英管真空度检测图。
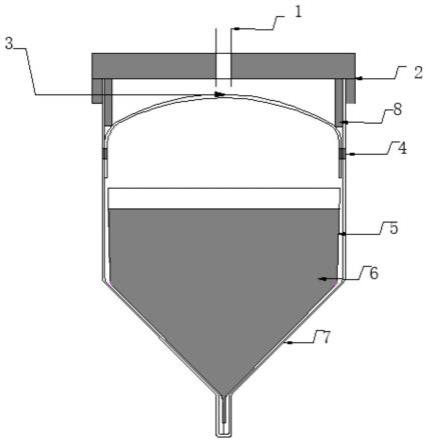
14.图6为本发明装置的结构示意图。
15.图7为本发明装置的结构示意图。
16.其中:抽气口1、密封卡套2、石英封帽3、焊道4、坩埚5、原料6、石英管7、石英棒8、u型轨迹9、加强筋10。
具体实施方式
17.实施例:vgf晶体生长用超大直径石英管的真空封焊方法,包括以下步骤:步骤1,检选:对直径18英寸壁厚8mm的石英管及配套石英封帽进行裂纹检测和热应力检测,不使用有暗裂或是有裂纹的石英管,不使用热应力未消除的石英管。
18.步骤2,清洗:用hf酸将石英管、石英封帽清洗干净,清除石英材料的表面杂质和氧化物,用18兆超纯水冲洗干净,并用乙醇脱水。
19.步骤3,装石英封帽:将装料坩埚直立装入石英管内并在坩埚内装入所需原料,再将石英封帽装入石英管上口位置,再在石英管封帽及密封卡套间设置2-3根石英棒,用以把密封卡套抵住石英封帽,防止抽真空时石英封帽被抽走损坏,再装上密封卡套,并连接抽气口至抽真空系统,开启真空泵对其抽真空。
20.步骤4,预热:待石英管内真空值达到至少-10-4
后,四把氢氧焰焊枪分别对应石英管环形焊道1/4周长同时预热,打开四把氢氧焰焊枪,每个焊枪有12个氢氧焰喷口,焊枪氢氧焰温度由低到高四个温度段分别对石英管环形焊道360
°
整个环形外壁全覆盖预热5-10分钟,四个温度段分别是400-500℃、600-700℃、800-900℃、1000℃;之后,再打开氢氧焰的氧气出口对氢气助燃,使氢氧焰温度达到1200℃,对石英管环形焊道10cm宽度范围保持对石英管的预热,然后加大氢氧气流量至氧气出口压力达到0.4mpa,氢气出口压力保持0.2mpa,持续保持氢氧焰对焊道预热,待焊道位置的石英管产生白光后开始封焊。
21.步骤5,起枪封焊:四把氢氧焰焊枪分别对应石英管环形焊道1/4周长,四把焊枪完成对整个焊道的接力封焊;其中一把焊枪封焊时,其它焊枪保持预热烘烤,具体是:当第一把封焊枪氢氧焰温度达到1200℃后,在石英管环形焊道上保持焊枪u型轨迹移动,u型宽度5cm,使半熔融的石英管在真空作用下微量塌陷,并与石英封帽熔接,保持焊枪在焊道上的u型轨迹移动,使轨迹不断叠加,直至焊道周长的1/4,在第一把焊枪封焊时,其它三把焊枪同时保持1000℃在其对应的1/4周长焊道上烘烤;当第一把封焊枪封焊结束,由第二把封焊枪接替第一把封焊枪进行同样宽度的u型轨迹微塌陷封焊,直至焊道周长的2/4,在第二把焊枪封焊时,其它三把焊枪同时保持1000℃在其对应的1/4周长上焊道上烘烤;当第二把封焊枪封焊结束,由第三把封焊枪接替第二把封焊枪进行同样宽度的u型轨迹微塌陷封焊,直至焊道周长的3/4,在第三把焊枪封焊时,其它三把焊枪同时保持1000℃在其对应的1/4周长上焊道上烘烤;当第三把封焊枪封焊结束,由第四把封焊枪接替第三把封焊枪进行同样宽度的u型轨迹微塌陷封焊,其它三把焊枪同时保持1000℃在其对应的1/4周长上焊道上烘烤,直至与第一把焊枪焊道连接,此时,调节第四把焊枪温度与其他焊枪温度相同,并继续在焊道上烘烤,最后依次加大四把焊枪的氢氧焰气流量,在焊道中间呈一字型轨迹移动,使焊道中间再焊熔出一道宽度约5mm,深度1-2mm的再次塌陷加强筋,使石英管与石英焊帽在焊道上完全密封粘接。
22.步骤6,退火:依次调节氢氧焰流量至温度约1000℃、800℃、600℃、400℃,并分别在石英管环形封口面上移动烘烤约5分钟、10分钟、15分钟、15分钟,最后关闭氢氧焰,自然冷却石英管。
23.步骤7,关闭真空泵,停止抽真空。
24.步骤8,冷却复检:待石英管完全冷却后用电火花真空测量仪对石英管外壁释放电火花,石英管内出现深蓝光即表示石英管内真空度高,即无漏气现象,如图2所示;此外,对石英管进行应力检测,热应力检测仪出现紫色即表示石英管经封焊后无热应力产生,即为合格的石英管,如图3所示。
25.实施例2:vgf晶体生长用超大直径石英管的真空封焊方法,采用两把焊枪进行预热和封焊,每把封焊枪分别对应石英管环形焊道1/2周长,两把焊枪完成对整个焊道的接力封焊,以及对加强筋的封焊;其中一把焊枪封焊时,另一把焊枪保持预热烘烤。其它的封焊步骤和参数选择同实施例1。对完成的石英管进行检测未达到晶体生长要求;石英管出现裂纹漏气,如图4所示,电火花检测显示颜色无,如图5所示。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。