1.本实用新型涉及pet、pta、水泥等行业中颗粒物料的包装领域,特别涉及一种卷袋式全自动吨袋包装设备。
背景技术:
2.现有技术中,吨袋包装设备主要用于吨袋物料的称重包装,吨袋包装设备是用于吨袋包装物料的大型称重的包装设备,它是集电子称重、自动脱袋、除尘于一体的多用途包装机。
3.吨袋包装设备对后道工序的处理非常方便。吨袋包装设备适用于矿产、化工、建材、粮食、饲料行业的物料吨袋包装用。
4.目前,国内的吨袋包装行业主要是以半自动包装设备和人工包装为主,自动化程度比较低,包装前人工对四吊攀吨包袋进行挂袋作业。包装完毕后还需要人工对包装袋进行袋口整理封口作业,受人工操作熟练度的影响,设备包装效率较低。
5.同时每台设备需要配备两个以上的工人进行挂袋、捆扎和叉取吨包袋作业,对人工的依赖程度很高。
6.同时国内现在使用的吨包袋均为四吊攀形式,采用堆叠的方式存储、运输和使用。
7.这些结构的吨袋包装设备自动化程度较低,对人工操作依赖度高,导致设备包装效率较低。
8.有鉴于此,本实用新型申请人设计了一种卷袋式全自动吨袋包装设备,以期克服上述技术问题。
技术实现要素:
9.本实用新型要解决的技术问题是为了克服现有技术中吨袋包装设备自动化程度较低,对人工的依赖度高,且包装效率较低等缺陷,提供一种卷袋式全自动吨袋包装设备。
10.本实用新型是通过下述技术方案来解决上述技术问题的:
11.一种卷袋式全自动吨袋包装设备,其特点在于,所述卷袋式全自动吨袋包装设备包括袋库组件、升降夹袋机构、净重秤体、抱袋定位装置、封口装置、提升转向装置、输送带和控制系统,所述袋库组件设置在所述净重秤体的一侧,所述升降夹袋机构安装在所述净重秤体的下部区域,所述抱袋定位装置固定在所述净重秤体的下端部,位于所述升降夹袋机构的下方;
12.所述封口装置、所述提升转向装置和所述输送带均布置在所述净重秤体的另一侧,且所述封口装置和所述提升转向装置位于所述输送带的一侧部,所述封口装置位于所述提升转向装置和所述净重秤体之间,所述输送带由所述净重秤体的下方一直延伸至所述提升转向装置的下方;
13.所述控制系统布置在所述输送带的另一侧部,与所述封口装置、所述提升转向装置连接。
14.根据本实用新型的一个实施例,所述袋库组件包括:固定框架、动力输送带、折臂式储袋支架、开袋工作台、上开袋机构、下开袋机构和上袋机构,所述动力输送带安装在所述固定框架的上端面上,所述储袋支架安装在所述动力输送带的端头,所述开袋工作台安装在所述动力输送带的尾端;
15.所述上袋机构安装在所述开袋工作台的一侧,用于对吨包袋进行自动上袋,所述上开袋机构安装在所述开袋工作台的上方,所述下开袋机构安装在所述开袋工作台的下方,用于对吨包袋进行自动开袋。
16.根据本实用新型的一个实施例,所述袋库组件还包括绕线组件,所述绕线组件安装在所述固定框架上,位于所述下开袋机构的下方,所述绕线组件用于连接吨包袋卷的绕卷带。
17.根据本实用新型的一个实施例,所述储袋支架包括卷芯轴、上支撑气缸、下支撑气缸、上折臂、下折臂和换卷气缸,所述下折臂通过转轴安装在所述固定框架上,所述上折臂的一端部与所述下折臂转动连接,所述卷芯轴安装在所述上折臂的另一端部,用于安装吨包袋卷;
18.所述上支撑气缸和所述下支撑气缸相互连接,且所述下支撑气缸的活塞杆与所述下折臂连接,所述上支撑气缸的活塞杆与所述上折臂连接;
19.所述换卷气缸的尾端安装在所述固定框架上,所述换卷气缸的活塞杆与所述下折臂连接。
20.根据本实用新型的一个实施例,所述上开袋机构包括:
21.上支架和袋口压板,所述上支架固定在所述开袋工作台上,所述袋口压板的尾端与所述上支架连接;
22.开袋气缸,所述开袋气缸的尾端固定在所述上支架上,所述开袋气缸的活塞杆与所述袋口压板连接;
23.第一袋口抓手和第一抓手气缸,所述第一抓手气缸的尾端固定在所述袋口压板上,所述第一袋口抓手安装在所述袋口压板的端部,且所述第一袋口抓手与所述第一抓手气缸的活塞杆连接。
24.根据本实用新型的一个实施例,所述上开袋机构还包括第一吸盘,所述第一吸盘固定在所述第一袋口抓手的端部,用于吸住吨包袋的袋口。
25.根据本实用新型的一个实施例,所述下开袋机构包括:
26.下支架,所述下支架固定在所述开袋工作台的下方;
27.第二袋口抓手和第二抓手气缸,所述第二袋口抓手固定在所述下支架上,且与所述第二抓手气缸的活塞杆连接,所述第二抓手气缸的尾端与所述下支架连接。
28.根据本实用新型的一个实施例,所述下开袋机构还包括第二吸盘和第二吸盘气缸,所述第二吸盘安装在所述下支架上,且与所述第二吸盘气缸的活塞杆连接,所述第二吸盘气缸的尾端与所述下支架连接。
29.根据本实用新型的一个实施例,所述上袋机构包括:
30.安装支架,所述安装支架固定在所述开袋工作台的一侧;
31.传动系统和驱动电机,所述传动系统和所述驱动电机固定在所述安装支架上,所述驱动电机驱动所述传动系统;
32.转袋固定板、转袋气缸和上袋支架,所述转袋固定板安装在所述传动系统上,所述转袋气缸安装在所述转袋固定板上,且所述转袋气缸的活塞杆与所述上袋支架连接;
33.至少一对上袋定夹板和上袋动夹板,所述上袋定夹板固定在所述上袋支架上,所述上袋动夹板的尾端与所述上袋支架转动铰接;
34.夹袋气缸,所述夹袋气缸的尾端与所述上袋支架铰接,所述夹袋气缸的活塞杆端与所述上袋动夹板铰接。
35.根据本实用新型的一个实施例,所述升降夹袋机构包括:主机架及加强底座、升降悬臂组件、电动升降系统、固定给料管、扩口夹袋组件和控制系统,所述升降悬臂组件安装在所述主机架及加强底座的升降导轨上,与所述电动升降系统的链条连接;
36.所述电动升降系统安装在所述主机架及加强底座的顶部,用于驱动所述升降悬臂组件沿所述主机架及加强底座升降运行并停止;
37.所述固定给料管安装于所述主机架及加强底座的顶部悬臂上,所述扩口夹袋组件安装于所述升降悬臂组件的末端,并且与所述固定给料管的下端接驳,所述控制系统安装于所述主机架及加强底座的侧面。
38.根据本实用新型的一个实施例,所述电动升降系统包括动力部、传动部、导向部和配重部,所述配重部通过导向部安装在所述主机架及加强底座的内部,所述传动部连接所述配重部和所述动力部,用于对所述配重部的高度和重量进行调整。
39.根据本实用新型的一个实施例,所述扩口夹袋组件包括:
40.夹袋筒和安装基板,所述夹袋筒安装在所述升降悬臂组件的末端部,所述安装基板固定在所述升降悬臂组件的侧部,位于所述夹袋筒的一侧;
41.夹袋机构,所述夹袋机构安装在所述安装基板的下部的一侧,位于所述夹袋筒的外侧,用于固定吨包袋的袋口;
42.压袋机构,所述压袋机构安装在所述安装基板的下部的另一侧,用于固定吨包袋的袋口;
43.扩口组件,所述扩口组件安装在所述安装基板上,使得所述扩口组件的扩口部分位于所述夹袋筒的两侧,用于撑开吨包袋的袋口;
44.驱动机构,所述驱动机构与所述扩口组件连接,用于驱动所述扩口组件上下移动。
45.根据本实用新型的一个实施例,所述扩口组件包括至少一对扩口杆、扩口气缸和扩口支架,所述驱动机构包括升降气缸、导向轴和连接支架;
46.所述升降气缸的尾端固定在所述安装基板上,端头与所述扩口支架连接;
47.所述导向轴固定在所述安装基板上,所述连接支架的一端穿设在所述导向轴上,另一端固定在所述扩口支架上;
48.所述扩口杆安装在所述扩口支架的两侧,所述扩口气缸安装在所述扩口支架上,与所述扩口杆连接,所述扩口气缸驱动所述扩口杆开合。
49.根据本实用新型的一个实施例,所述扩口夹袋组件还包括吹袋及排气管,所述吹袋及排气管安装在所述夹袋筒的外侧部,用于对吨包袋内进行气体抽排。
50.根据本实用新型的一个实施例,所述净重秤体包括:秤体框架、缓冲斗、进料装置、称量斗和吹袋组件,所述缓冲斗安装在所述秤体框架的顶部,所述称量斗安装秤体框架内,所述缓冲斗通过所述进料装置与所述称量斗连接;所述吹袋组件安装在所述秤体框架的侧
部。
51.根据本实用新型的一个实施例,所述抱袋定位装置包括前抱袋驱动、至少一对前抱袋板、至少一对后抱袋板和后抱袋驱动,所述前抱袋驱动和所述后抱袋驱动分别安装在所述秤体框架的两侧的下部横杆上,所述前抱袋板相对地与所述前抱袋驱动连接,所述后抱袋板相对地与所述后抱袋驱动连接,用于对吹气后及包装过程中的吨包袋做抱袋定位处理。
52.根据本实用新型的一个实施例,所述封口装置包括:升降机构、支撑立柱、平移机构、平移驱动电机、夹口装置、升降驱动电机和加热组件,所述支撑立柱安装在所述升降机构上,所述平移机构与所述支撑立柱滑动连接,所述夹口装置安装在所述平移机构的一端部,所述加热组件安装在所述平移机构上;
53.所述升降驱动电机安装在所述平移机构上,用于驱动所述平移机构沿所述支撑立柱上下移动,所述平移驱动电机安装在所述平移机构上,用于驱动所述平移机构带动所述夹口装置。
54.根据本实用新型的一个实施例,所述加热组件包括定加热组件、动加热组件和夹紧气缸,所述定加热组件固定在所述平移机构上,所述动加热组件通过所述夹紧气缸与所述平移机构连接,所述夹紧气缸驱动所述动加热组件相对所述定加热组件打开或闭合。
55.根据本实用新型的一个实施例,所述提升转向装置包括:支架、连接架、提升气缸、转袋气缸、吊钩、吊钩摆动气缸和袋口导正整理机构,所述提升气缸安装在所述支架上,所述连接架与所述提升气缸连接,通过所述提升气缸驱动所述连接架沿所述支架的导轨升降运动;
56.所述吊钩和所述袋口导正整理机构安装在所述连接架上,且向下延伸;
57.所述转袋气缸和所述吊钩摆动气缸安装在所述连接架上,所述吊钩与所述转袋气缸、所述吊钩摆动气缸连接,所述转袋气缸驱动所述吊钩转动,所述吊钩摆动气缸驱动所述吊钩向上摆动。
58.本实用新型的积极进步效果在于:
59.本实用新型卷袋式全自动吨袋包装设备通过卷袋供袋、自动上袋、自动计量、给料包装、夹袋封口、拎袋转向直至进入后道进行喷码、贴标和叉运码垛,实现了吨包袋的全自动包装过程。卷式吨包袋的应用更是提高吨包袋库的袋存储量,降低了人工干预的频次,进一步实现生产效率的提升。
附图说明
60.本实用新型上述的以及其他的特征、性质和优势将通过下面结合附图和实施例的描述而变的更加明显,在附图中相同的附图标记始终表示相同的特征,其中:
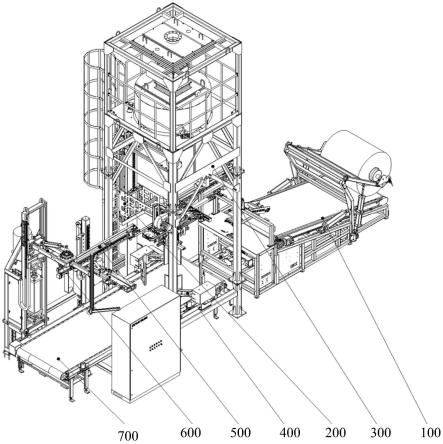
61.图1为本实用新型卷袋式全自动吨袋包装设备的立体图。
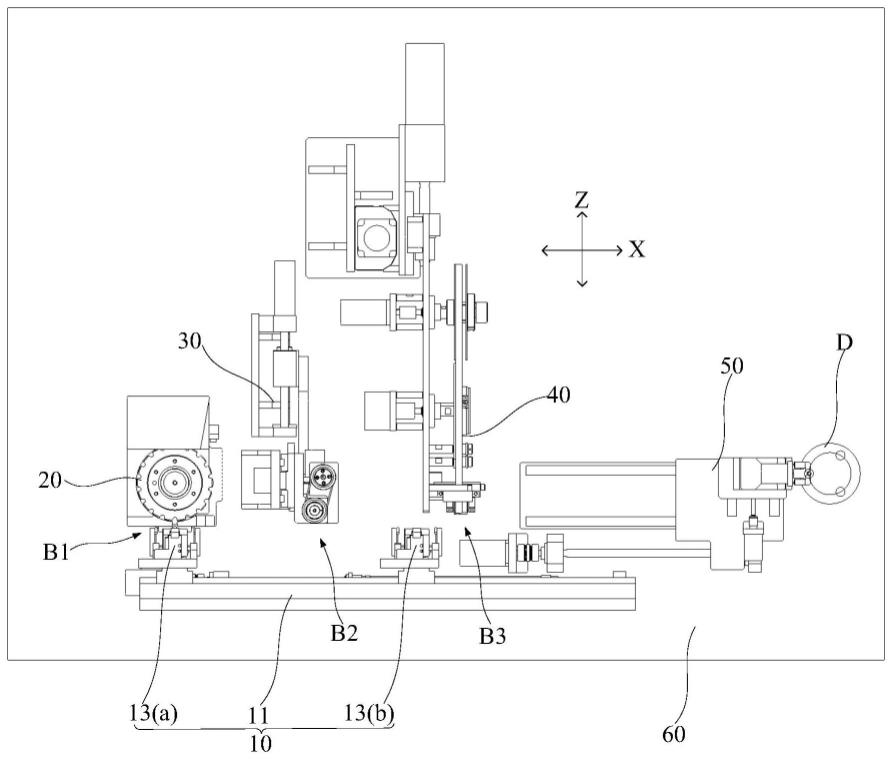
62.图2为本实用新型卷袋式全自动吨袋包装设备的主视图。
63.图3为本实用新型卷袋式全自动吨袋包装设备中袋库组件的立体图。
64.图4为本实用新型卷袋式全自动吨袋包装设备中袋库组件中折臂式储袋支架的结构示意图。
65.图5为本实用新型卷袋式全自动吨袋包装设备中袋库组件中上开袋机构的结构示
意图。
66.图6为本实用新型卷袋式全自动吨袋包装设备中袋库组件中下开袋机构的结构示意图。
67.图7为本实用新型卷袋式全自动吨袋包装设备中袋库组件中上袋机构的结构示意图。
68.图8为本实用新型卷袋式全自动吨袋包装设备中升降夹袋机构的立体图。
69.图9为本实用新型卷袋式全自动吨袋包装设备中升降夹袋机构中电动升降系统的结构示意图。
70.图10为本实用新型卷袋式全自动吨袋包装设备中升降夹袋机构中扩口夹袋组件的结构示意图。
71.图11为本实用新型卷袋式全自动吨袋包装设备中净重秤体的立体图。
72.图12为本实用新型卷袋式全自动吨袋包装设备中抱袋定位装置的结构示意图。
73.图13为本实用新型卷袋式全自动吨袋包装设备中封口装置的立体图。
74.图14为本实用新型卷袋式全自动吨袋包装设备中提升转向装置的立体图。
具体实施方式
75.为让本实用新型的上述目的、特征和优点能更明显易懂,以下结合附图对本实用新型的具体实施方式作详细说明。
76.现在将详细参考附图描述本实用新型的实施例。现在将详细参考本实用新型的优选实施例,其示例在附图中示出。在任何可能的情况下,在所有附图中将使用相同的标记来表示相同或相似的部分。
77.此外,尽管本实用新型中所使用的术语是从公知公用的术语中选择的,但是本实用新型说明书中所提及的一些术语可能是申请人按他或她的判断来选择的,其详细含义在本文的描述的相关部分中说明。
78.此外,要求不仅仅通过所使用的实际术语,而是还要通过每个术语所蕴含的意义来理解本实用新型。
79.如图1和图2所示,本实用新型公开了一种卷袋式全自动吨袋包装设备,其包括袋库组件100、升降夹袋机构200、净重秤体300、抱袋定位装置400、封口装置500、提升转向装置600、输送带700和控制系统800。其中,袋库组件100设置在净重秤体300的一侧,升降夹袋机构200安装在净重秤体300的下部区域,抱袋定位装置400固定在净重秤体300的下端部,位于升降夹袋机构200的下方。
80.封口装置500、提升转向装置600和输送带700均布置在净重秤体300的另一侧,且封口装置500和提升转向装置600位于输送带700的一侧部,封口装置500位于提升转向装置600和净重秤体300之间,输送带700由净重秤体300的下方一直延伸至提升转向装置600的下方。控制系统800布置在输送带700的另一侧部,与封口装置500、提升转向装置600连接。控制系统800可以优选为控制箱。
81.如图3至图7所示,袋库组件100包括:固定框架110、动力输送带120、折臂式储袋支架130、开袋工作台140、上开袋机构150、下开袋机构160和上袋机构170。其中,动力输送带120安装在固定框架110的上端面上,储袋支架130安装在动力输送带120的端头,开袋工作
台140安装在动力输送带120的尾端。上袋机构170安装在开袋工作台140的一侧,用于对吨包袋进行自动上袋,上开袋机构150安装在开袋工作台140的上方,下开袋机构160安装在开袋工作台140的下方,用于对吨包袋进行自动开袋。
82.进一步地,袋库组件100还包括绕线组件180,将绕线组件180安装在固定框架110上,位于下开袋机构160的下方,绕线组件180用于连接吨包袋卷190的绕卷带。
83.如图4所示,储袋支架130优选地包括卷芯轴131、上支撑气缸132、下支撑气缸133、上折臂134、下折臂135和换卷气缸136。其中,下折臂135通过转轴安装在固定框架110上,上折臂134的一端部与下折臂135转动连接,卷芯轴131安装在上折臂134的另一端部,用于安装吨包袋卷190。
84.上支撑气缸132和下支撑气缸133相互连接,且下支撑气缸133的活塞杆与下折臂135连接,上支撑气缸132的活塞杆与上折臂134连接。换卷气缸136的尾端安装在固定框架110上,换卷气缸136的活塞杆与下折臂135连接。
85.如图5所示,上开袋机构150优选地包括:上支架151、袋口压板152、开袋气缸153、第一袋口抓手154和第一抓手气缸155。其中,上支架151固定在开袋工作台140上,袋口压板152的尾端与上支架151连接。开袋气缸153的尾端固定在上支架151上,开袋气缸153的活塞杆与袋口压板152连接。第一抓手气缸155的尾端固定在袋口压板152上,第一袋口抓手154安装在袋口压板152的端部,且第一袋口抓手154与第一抓手气缸155的活塞杆连接。
86.进一步地,上开袋机构150优选地还包括第一吸盘156,第一吸盘156固定在第一袋口抓手154的端部,用于吸住吨包袋的袋口。
87.如图6所示,下开袋机构160优选地包括:下支架161、第二袋口抓手162和第二抓手气缸163。其中,下支架161固定在开袋工作台140的下方。第二袋口抓手162固定在下支架161上,且与第二抓手气缸163的活塞杆连接,第二抓手气缸163的尾端与下支架161连接。
88.优选地,下开袋机构160还包括第二吸盘164和第二吸盘气缸165,将第二吸盘164安装在下支架161上,且与第二吸盘气缸165的活塞杆连接,第二吸盘气缸165的尾端与下支架161连接。
89.如图7所示,上袋机构170优选地包括:安装支架171、传动系统172、驱动电机173、转袋固定板174、转袋气缸175、上袋支架176、至少一对上袋定夹板177、上袋动夹板178和夹袋气缸179。其中,安装支架171固定在开袋工作台140的一侧。传动系统172和驱动电机173固定在安装支架171上,驱动电机173驱动传动系统172。转袋固定板174安装在传动系统172上,转袋气缸175安装在转袋固定板174上,且转袋气缸175的活塞杆与上袋支架176连接。
90.上袋定夹板177固定在上袋支架176上,上袋动夹板178的尾端与上袋支架176转动铰接。夹袋气缸179的尾端与上袋支架176铰接,夹袋气缸179的活塞杆端与上袋动夹板178铰接。
91.根据上述结构描述,袋库组件100的工作过程为:在固定框架110上方安装有动力输送带120,动力输送带120由输送电机驱动转动。动力输送带120端头设置有储袋支架130,吨包袋卷190固定在袋卷悬架上,通过上支撑气缸132、下支撑气缸133和换卷气缸136控制储袋支架130的升降动作来实现袋卷更换和袋卷压紧动力输送带120,输送电机驱动动力输送带120转动,通过摩擦力带动吨包袋卷转动,实现吨包送袋。动力输送带120尾端设置有开袋工作台140,开袋工作台140下方设置绕线组件180,在吨包送袋的同时,将吨包袋绕圈时
的导引绳用绕线组件180进行回收。开袋工作台140上方设置有袋口压板152,开袋气缸153驱动袋口压板152下压紧吨包袋口,第一吸盘156和第二吸盘164建立负压吸住吨包袋口。开袋气缸153驱动袋口压板152上升打开吨包袋口,上升至预设位置时,第一袋口抓手154和第二袋口抓手162夹紧吨包袋口,吸盘负压关闭,袋口压板152上升至最高位置.
92.上袋机构170在传动系统172的带动下后移至中间预设位置开始取袋作业。转袋气缸175驱动上袋机构170下摆直至上袋定夹板177和上袋动夹板178与开袋工作台140平行。传动系统172带动上袋机构170移动,使上袋定夹板177和上袋动夹板178与开袋工作台140插入张开的吨包袋口,上袋定夹板177在袋口外侧,上袋动夹板178在袋口内侧,上袋动夹板178向外张开,与上袋定夹板177夹紧包装袋口。第一袋口抓手154和第二袋口抓手162松开袋口,传动系统172驱动上袋机构170带动包装袋一起移动至中间设定位置,转袋气缸175驱动上袋机构170夹住吨包袋口向上摆动,直至上袋机构170水平,吨包袋与地面垂直,传动系统172驱动上袋机构170前移,使吨包袋移动至后道升降夹袋机构200下方。
93.如图8至图10所示,升降夹袋机构200包括:主机架及加强底座210、升降悬臂组件220、电动升降系统230、固定给料管240、扩口夹袋组件250和控制系统260。其中,升降悬臂组件220安装在主机架及加强底座210的升降导轨上,与电动升降系统230的链条连接。电动升降系统230安装在主机架及加强底座210的顶部,用于驱动升降悬臂组件220沿主机架及加强底座210升降运行并停止。
94.固定给料管240安装于主机架及加强底座210的顶部悬臂上,扩口夹袋组件250安装于升降悬臂组件220的末端,并且与固定给料管240的下端接驳,控制系统260安装于主机架及加强底座210的侧面。
95.如图9所示,电动升降系统230优选地包括动力部231、传动部232、导向部233和配重部234,配重部234通过导向部233安装在主机架及加强底座210的内部,传动部232连接配重部234和动力部231,用于对配重部234的高度和重量进行调整。
96.如图10所示,扩口夹袋组件250优选地包括:夹袋筒251、安装基板252、夹袋机构253、压袋机构254、扩口组件255和驱动机构256。其中,夹袋筒251安装在升降悬臂组件220的末端部,安装基板252固定在升降悬臂组件220的侧部,位于夹袋筒251的一侧。
97.夹袋机构253安装在安装基板252的下部的一侧,位于夹袋筒251的外侧,用于固定吨包袋的袋口。压袋机构254安装在安装基板252的下部的另一侧,用于固定吨包袋的袋口。扩口组件255安装在安装基板252上,使得扩口组件255的扩口部分位于夹袋筒251的两侧,用于撑开吨包袋的袋口。驱动机构256与扩口组件255连接,用于驱动扩口组件255上下移动。
98.优选地,其中扩口组件255可以包括至少一对扩口杆2551、扩口气缸2552和扩口支架2553。驱动机构256包括升降气缸2561、导向轴2562和连接支架2563。升降气缸2561的尾端固定在安装基板252上,端头与扩口支架2553连接。导向轴2562固定在安装基板252上,连接支架2563的一端穿设在导向轴2562上,另一端固定在扩口支架2553上。扩口杆2551安装在扩口支架2553的两侧,扩口气缸2552安装在扩口支架2553上,与扩口杆2551连接,扩口气缸2552驱动扩口杆2551开合。
99.另外,扩口夹袋组件250还优选地包括吹袋及排气管257,将吹袋及排气管257安装在夹袋筒251的外侧部,用于对吨包袋内进行气体抽排。
100.如图11所示,净重秤体300优选地包括:秤体框架310、缓冲斗320、进料装置330、称量斗340和吹袋组件350。其中,缓冲斗320安装在秤体框架310的顶部,称量斗340安装秤体框架310内,缓冲斗320通过进料装置330与称量斗340连接。吹袋组件350安装在秤体框架310的侧部。净重秤体300对包装物料进行称重计量处理,采用净重式称量模式。
101.如图12所示,抱袋定位装置400优选地包括前抱袋驱动410、至少一对前抱袋板420、至少一对后抱袋板430和后抱袋驱动440。其中,前抱袋驱动410和后抱袋驱动440分别安装在秤体框架310的两侧的下部横杆上,前抱袋板420相对地与前抱袋驱动410连接,后抱袋板430相对地与后抱袋驱动440连接,用于对吹气后及包装过程中的吨包袋做抱袋定位处理。抱袋定位装置400对吹气后及包装过程中的吨包袋做抱袋定位处理。
102.如图13所示,封口装置500优选地包括:升降机构510、支撑立柱520、平移机构530、平移驱动电机531、夹口装置540、升降驱动电机550和加热组件560。其中,支撑立柱520安装在升降机构510上,平移机构530与支撑立柱520滑动连接,夹口装置540安装在平移机构530的一端部。加热组件560安装在平移机构530上,升降驱动电机550安装在平移机构530上,用于驱动平移机构530沿支撑立柱520上下移动。平移驱动电机531安装在平移机构530上,用于驱动平移机构530带动夹口装置540。
103.其中,加热组件560优选地包括定加热组件561、动加热组件562和夹紧气缸563。定加热组件561固定在平移机构530上,动加热组件562通过夹紧气缸563与平移机构530连接,夹紧气缸563驱动动加热组件562相对定加热组件561打开或闭合。
104.根据上述结构描述,在封口装置500中,夹口装置540由左右两根夹口板组成,夹口板通过转轴连接,由气缸驱动夹口板打开和关闭。夹口装置540安装在平移机构530上,夹口装置540夹紧吨包袋口后,升降夹袋机构200中扩口组件255上升,直至脱出包装袋口。保持夹口装置540夹紧状态,输送带700带动吨包袋移动,平移驱动电机531驱动平移机构530带动夹口装置540与吨包袋做同步运动,移动至包装袋口贴近定加热组件561,输送带700和平移机构530同步停止。夹紧气缸563驱动动加热组件562夹紧吨包袋口进行封口作业,同时夹口装置540打开,松开包装袋口,平移机构530带动夹口装置540移动至升降夹袋机构200下方重复夹紧吨包袋口过程。
105.如图14所示,提升转向装置600包括支架610、连接架620、提升气缸630、转袋气缸640、吊钩650、吊钩摆动气缸660和袋口导正整理机构670。其中,提升气缸630安装在支架610上,连接架620与提升气缸630连接,通过提升气缸630驱动连接架620沿支架610的导轨升降运动。
106.吊钩650和袋口导正整理机构670安装在连接架620上,且向下延伸。转袋气缸640和吊钩摆动气缸660安装在连接架620上。吊钩650与转袋气缸640、吊钩摆动气缸660连接,转袋气缸640驱动吊钩650转动,吊钩摆动气缸660驱动吊钩650向上摆动。
107.根据上述结构描述,在提升转向装置600中,吊钩650和袋口导正整理机构670固定于支架610的导轨中,通过提升气缸630实现升降动作,吊钩650吊住吨包袋吊攀。提升气缸630驱动上升,将吨包袋拎起离开输送袋700,袋口导正整理机构670将吨包袋口整理至吨包袋外袋内侧,转袋气缸640驱动吊钩650带动吨包袋旋转90度。提升气缸630驱动下降,吨包袋落回输送袋700,吊钩摆动气缸660驱动吊钩650向上摆动,让出足够高度让吨包袋通过。
108.因此,本实用新型卷袋式全自动吨袋包装设备,为现有吨袋包装行业提供全自动
化的解决方案,实现吨包袋的自动上袋、包装、封口、输送的全自动化,降低人工依赖程度,提升用户生产效率。其中,净重秤体300位于设备中间位置,袋库组件100位于净重秤体300右侧,升降夹袋机构200在净重秤体300下方,抱袋定位装置400位于升降夹袋机构200的下方。封口装置500在净重秤体300的左侧,提升转向装置600位于封口装置500的左侧,输送带700从净重秤体300的下方一直延伸至提升转向装置600的下方。
109.袋库组件100中通过输送电机驱动动力输送带120转动,通过摩擦力带动固定在袋卷悬架上的吨包袋卷转动,实现吨包送袋,绕线组件180在送袋过程中将吨袋绕圈导引绳绕线回收。吨包袋送至开袋工作台140时,开袋工作台140的下方检测光电检测到包装袋位置,动力输送带120停止。
110.开袋气缸153驱动袋口压板152下压紧吨包袋口,第一吸盘156和第二吸盘164建立负压吸住吨包袋口,开袋气缸153驱动袋口压板152上升打开吨包袋口,上升至预设位置时,第一袋口抓手154和第二袋口抓手162夹紧吨包袋口。
111.吸盘负压关闭,开袋气缸153上升至最高位置,上袋机构170在传动系统172带动下后移至中间预设位置开始取袋作业,转袋气缸175驱动上袋机构170下摆直至上袋定夹板177和上袋动夹板178与开袋工作台140平行。传动系统172带动上袋机构170移动,使上袋定夹板177和上袋动夹板178与开袋工作台140插入张开的吨包袋口。上袋定夹板177在袋口外侧,上袋动夹板178在袋口内侧,上袋动夹板178向外张开,与上袋定夹板177夹紧包装袋口。
112.第一袋口抓手154和第二袋口抓手162松开袋口,传动系统172驱动上袋机构170带动包装袋一起移动至中间设定位置,转袋气缸175驱动上袋机构170夹住吨包袋口向上摆动,直至上袋机构170水平,吨包袋与地面垂直,传动系统172驱动上袋机构170前移,使吨包袋移动至后道升降夹袋机构200下方。输送带700继续送出吨包袋至开袋工作台140处,重复开袋作业。
113.夹袋筒251下降插入吨包袋口内侧,下降至中间预设位置时,压袋机构254伸出压紧包装袋口,夹袋筒251带动包装袋继续下降,使吨包袋口脱出上袋定夹板177和上袋动夹板178,夹袋机构253伸出夹紧包装袋口。
114.传动系统172驱动上袋机构170后移重复取袋作业,驱动电机256反向转动通过传动部232带动夹袋筒251及包装袋一起上升。上升至预设位置时,净重秤体300中的吹袋组件350对上升的吨包袋进行吹袋作业。抱袋定位装置400关闭前抱袋板420和后抱袋板430对吹气的吨包袋进行定位。夹袋筒251带着吨包袋沿抱袋板下降,直至到达包装进料位置。称量斗340打开料门,将称量斗340内的计量完毕的物料放入包装袋内进行包装,包装完毕后,称量斗340关闭料门进行下一轮称重计量。
115.同时,压袋机构254和夹袋机构253打开,扩口夹袋组件250撑开吨包袋口,夹袋筒251上升,扩口杆2551由气缸驱动反向向下,保持扩口杆2551撑袋状态不变。封口装置500中夹口装置540夹紧包装袋口。升降夹袋机构200中扩口夹袋组件250上升,直至脱出包装袋口。保持夹口装置540夹紧状态,输送带700带动吨包袋移动,平移驱动电机531驱动平移机构530带动夹口装置540与吨包袋做同步运动,移动至包装袋口贴近定加热组件561,输送带700和平移机构530同步停止。
116.夹紧气缸563驱动动加热组件562夹紧吨包袋口进行封口作业,同时夹口装置540打开,松开包装袋口。平移机构530带动夹口装置540移动至升降夹袋机构200下方重复夹紧
吨包袋口过程。封口完毕后夹紧气缸563驱动动加热组件562打开,输送袋700带动吨包继续向后移动至提升转向装置600下方,吊钩650吊住吨包袋吊攀,提升气缸630驱动上升,将吨包袋拎起离开输送袋700。袋口导正整理机构670将吨包袋口整理至吨包袋外袋内侧,转袋气缸640驱动吊钩650带动吨包袋旋转90度。提升气缸630驱动下降,吨包袋落回输送袋700,吊钩摆动气缸660驱动吊钩650向上摆动,让出足够高度让吨包袋通过,输送袋700启动将吨包袋输送至后道工位。
117.根据上述结构描述,升降夹袋机构200的工作过程为:夹袋筒251通过连接件固定于主机架及加强底座210上,电动升降系统230带动传动部232实现夹袋筒251的升降动作。上袋机构170夹持吨包袋至夹袋筒251下方后,驱动电动升降系统230启动。夹袋筒251下降插入吨包袋口内侧,下降至中间预设位置时,压袋机构254伸出压紧包装袋口,夹袋筒251带动包装袋继续下降,使吨包袋口脱出上袋定夹板177和上袋动夹板178。夹袋机构253伸出夹紧包装袋口。
118.传动系统172驱动上袋机构170后移重复取袋作业,电动升降系统230反向转动通过传动部232带动夹袋筒251及包装袋一起上升,上升至预设位置时,净重秤体300中的吹袋组件350对上升的吨包袋进行吹袋作业,抱袋定位装置400关闭前抱袋板420和后抱袋板430对吹气的吨包袋进行定位,防止吨包袋位置歪斜,包装完后发生倾倒。
119.夹袋筒251带着吨包袋沿抱袋板下降,直至到达包装进料位置,称量结束后,称量斗340打开料门开始包装,包装完毕后,压袋机构254和夹袋机构253打开,扩口组件255撑开吨包袋口,夹袋筒251上升,扩口组件255由气缸驱动反向向下,保持扩口组件255撑袋状态不变,直至封口装置500中夹口装置540夹紧包装袋口。
120.综上所述,本实用新型卷袋式全自动吨袋包装设备通过卷袋供袋、自动上袋、自动计量、给料包装、夹袋封口、拎袋转向直至进入后道进行喷码、贴标和叉运码垛,实现了吨包袋的全自动包装过程。卷式吨包袋的应用更是提高吨包袋库的袋存储量,降低了人工干预的频次,进一步实现生产效率的提升。本实用新型中使用的吨包袋为卷式单吊攀吨包袋,将吨包袋绕卷后使用,单卷吨包袋可达到100个,提升了运输、存储的便利性。
121.虽然以上描述了本实用新型的具体实施方式,但是本领域的技术人员应当理解,这些仅是举例说明,本实用新型的保护范围是由所附权利要求书限定的。本领域的技术人员在不背离本实用新型的原理和实质的前提下,可以对这些实施方式作出多种变更或修改,但这些变更和修改均落入本实用新型的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。