1.本实用新型涉及太阳能板制造的技术领域,尤其涉及一种太阳能板层压框的自动化转运装置。
背景技术:
2.太阳能板是一种通过光电效应或者光化学效应将光能转换成电能的装置,太阳能板是光伏发电产品的最基本组件,也是太阳能光伏发电产品的核心组成部分。太阳能板为多层结构,一般由太阳能电池片、钢化玻璃、背膜、eva(ethylene-vinyl acetate copolymer,乙烯-醋酸乙烯酯共聚物)在高温真空条件下经过层压工艺制备而成。太阳能板在层压工艺包含多个步骤,如人工摆放层压板、目视检测、层压、冷却、人工拆卸层压框、目视检测、将层压框拿回上料侧等,在此工艺过程中需要频繁的人工干预,由于人工干预的动作较多,易造成层压效率及良率降低的问题。
技术实现要素:
3.本实用新型实施例所提供的一种太阳能板层压框的自动化转运装置,旨在解决现有太阳能板的层压工艺中,因人工干预较多造成层压效率及良率降低的问题。
4.本实用新型所公开的一种太阳能板层压框的自动化转运装置,所述转运装置包括机台、层压框放置机构、层压框暂存平台、层压框拆除机构、ccd(charge coupled device,电荷耦合器件)视觉检测机构、不良层压框回收机构、第一传送层、第二传送层、控制机构、驱动机构;所述层压框放置机构设置于所述机台的一端;所述层压框暂存平台设置于所述层压框放置机构的同一侧,所述层压框暂存平台设置与所述第一传送层下端相连接;所述层压框拆除机构设置于所述机台的另一端;所述不良层压框回收机构设置于所述机台的中部,所述ccd视觉检测机构与所述不良层压框回收机构相邻设置,所述ccd视觉检测机构设置在靠近所述层压框拆除机构的一侧;所述第一传送层与所述第二传送层分别平行设置于所述机台的上端和下端;所述层压框放置机构、所述层压框拆除机构、所述ccd视觉检测机构、所述不良层压框回收机构、所述第一传送层、所述第二传送层分别与所述控制机构、所述驱动机构进行电连接。
5.其中,所述层压框放置机构包括第一框架、第一滑轨、第二滑轨、第一移动框、第一夹取装置、第一视觉检测装置、第一层压装置;所述第一框架架设于所述机台的一端;所述第一滑轨与所述第二滑轨垂直设置在所述第一框架上,所述第二滑轨的方向与地面相垂直,所述第一滑轨沿所述第二滑轨进行移动;所述第一移动框设置在所述第一滑轨上,所述第一移动框设置沿所述第一滑轨在水平方向上进行移动;所述第一夹取装置、所述第一视觉检测装置、所述第一层压装置分别与所述第一移动框进行连接;所述第一夹取装置用于夹取所述层压框,所述第一视觉检测装置用于检测所述层压框的位置是否与所述太阳能板相对应,所述第一层压装置用于对所述太阳能板与所述层压框进行压紧。
6.具体的,所述第一视觉检测装置设置在所述第一移动框的边框上,所述第一视觉
检测装置设置沿所述第一移动框的边框进行移动。
7.所述层压框拆除机构与所述层压框放置机构的结构相同。
8.所述ccd视觉检测机构包括第三框架、第二直线模组、第三直线模组、第二视觉相机、第五滑动装置;所述第三框架架设在所述机台的上方,所述第二直线模组设置在所述第三框架上,所述第二直线模组的方向与所述层压框的输送方向相垂直;所述第三直线模组垂直设置在所述第二直线模组上,所述第三直线模组与所述第二直线模组间设置有相配合的第五滑动装置,所述第三直线模组通过所述第五滑动装置在所述第二直线模组上进行移动;所述第二视觉相机设置在所述第三直线模组的下表面,所述第二视觉相机可沿所述第三直线模组进行运动。
9.所述不良层压框回收机构包括第二框架、第三滑轨、第四滑轨、第二移动框、第二夹取装置、第三夹取装置;所述第二框架架设在所述机台的上方,所述第三滑轨设置在所述第二框架上,所述第三滑轨与地面相平行;所述第二移动框设置在所述第三滑轨上,所述第二移动框沿所述第三滑轨滑动,所述第二移动框的运动方向与层压框的输送方向相垂直;所述第二夹取装置设置在所述第二移动框上;所述第四滑轨设置在所述机台的外侧,所述第四滑轨设置与所述第三滑轨相垂直;所述第三夹取装置设置在所述第四滑轨上,所述第三夹取装置沿所述第四滑轨滑动,所述第三夹取装置的运动方向与地面相垂直。
10.具体的,所述第二夹取装置设置沿垂直方向进行移动,所述第三夹取装置下方设置有小推车,所述第三夹取装置夹取的层压框可放置在小推车上。
11.所述第一传送层的表面设置为带硫化橡胶的输送链条,所述第一传送层用于输送层压框。
12.所述第二传送层由滚轮轴、滚轮构成,若干滚轮轴在同一水平面上平行排列在第二传送层上,滚轮设置包裹于所述滚轮轴外侧;所述第二传送层用于输送太阳能板。
13.本实用新型中公开了一种太阳能板层压框的自动化转运装置,层压框放置在层压框暂存平台上,太阳能板设置于第二传送层上靠近层压框放置机构的一端,作业时,第一夹取装置对层压框进行抓取并将层压框放置在第二传送层上的太阳能板上,随后,第一层压装置对层压框与太阳能板进行压接,以完成太阳能面板的制作。太阳能面板制作完成后,第二传送层将太阳能面板输送至层压框拆除机构,所述层压框拆除机构将所述太阳能面板拆解为层压框与太阳能板,所述层压框拆除机构随即将所述层压框转运至第一传送层,并由第一传送层对所述层压框进行输送;输送过程中,ccd视觉检测机构对所述层压框进行检测,根据层压框四边是否有胶质残留或变形以判断所述层压框是否合格;若层压框检测合格,则继续由第一传送层将层压框输送至层压框暂存平台或层压框放置机构;若层压框检测不合格,则由不良层压框回收机构对所述不合格层压框进行回收处理。本实用新型所公开的一种太阳能板层压框的自动化转运装置,采用全线自动化的方式,以减少人工干预,提升了太阳能面板的层压效率以及良率。
附图说明
14.为了更清楚地说明本实用新型实施例技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他
的附图。
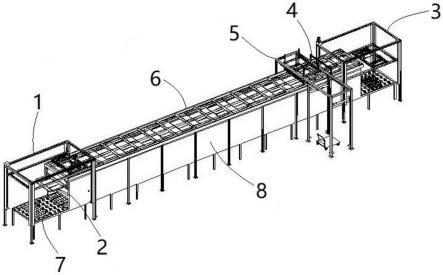
15.图1为本实用新型实施例提供的太阳能板层压框的自动化转运装置的整体结构图;
16.图2为本实用新型实施例提供的太阳能板层压框的自动化转运装置中各机构的连接示意图;
17.图3为本实用新型实施例提供的层压框放置机构的整体结构图;
18.图4为本实用新型实施例提供的ccd视觉检测机构的整体结构图;
19.图5为本实用新型实施例提供的不良层压框回收机构的整体结构图。
具体实施方式
20.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
21.应当理解,当在本说明书和所附权利要求书中使用时,术语“包括”和“包含”指示所描述特征、整体、步骤、操作、元素和/或组件的存在,但并不排除一个或多个其它特征、整体、步骤、操作、元素、组件和/或其集合的存在或添加。
22.还应当理解,在本实用新型说明书中所使用的术语仅仅是出于描述特定实施例的目的而并不意在限制本实用新型。如在本实用新型说明书和所附权利要求书中所使用的那样,除非上下文清楚地指明其它情况,否则单数形式的“一”、“一个”及“该”意在包括复数形式。
23.还应当进一步理解,在本实用新型说明书和所附权利要求书中使用的术语“和/或”是指相关联列出的项中的一个或多个的任何组合以及所有可能组合,并且包括这些组合。
24.一种太阳能板层压框的自动化转运装置,如图1所示,包括机台8、层压框放置机构1、层压框暂存平台2、层压框拆除机构3、ccd视觉检测机构4、不良层压框回收机构5、第一传送层6、第二传送层7、控制机构9、驱动机构10;所述层压框放置机构1设置于所述机台8的一端;所述层压框暂存平台2设置于所述层压框放置机构1的同一侧,所述层压框暂存平台2设置与所述第一传送层6下端相连接;所述层压框拆除机构3设置于所述机台8的另一端;所述不良层压框回收机构5设置于所述机台8的中部,所述ccd视觉检测机构4与所述不良层压框回收机构5相邻设置,所述ccd视觉检测机构4设置在靠近所述层压框拆除机构3的一侧;所述第一传送层6与所述第二传送层7分别平行设置于所述机台8的上端和下端;所述层压框放置机构1、所述层压框拆除机构3、所述ccd视觉检测机构4、所述不良层压框回收机构5、所述第一传送层6、所述第二传送层7分别与所述控制机构9、所述驱动机构10进行电连接,如图2所示,为太阳能板层压框的自动化转运装置中各机构的连接示意图。
25.如图3所示,所述层压框放置机构1包括第一框架11、第一滑轨12、第二滑轨13、第一移动框14、第一夹取装置19、第一视觉检测装置17、第一层压装置15;所述第一框架11架设于所述机台8的一端;所述第一滑轨12与所述第二滑轨13垂直设置在所述第一框架11上,所述第二滑轨13的方向与地面相垂直,所述第一滑轨12沿所述第二滑轨13进行移动;所述
第一移动框14设置在所述第一滑轨12上,所述第一移动框14设置沿所述第一滑轨12在水平方向上进行移动;所述第一夹取装置19、所述第一视觉检测装置17、所述第一层压装置15分别与所述第一移动框14进行连接;所述第一夹取装置19用于夹取所述层压框,所述第一视觉检测装置17用于检测层压框的位置是否与太阳能板的位置相对应,所述第一层压装置15用于对太阳能板与层压框进行压紧。其中,所述第一视觉检测装置17设置在所述第一移动框14的边框上,所述第一视觉检测装置设置17沿所述第一移动框14的边框进行移动。
26.在具体实施例中,太阳能板设置于所述第二传送层7上靠近所述层压框放置机构1的一端,所述控制机构9控制所述第一夹取装置19从所述第一传送层6上夹取层压框并放置在所述层压框暂存平台2或第二传送层7上,作业时,所述第一夹取装置19优先从所述层压框暂存平台2上抓取层压框,随后放置在第二传送层7上。具体的,所述第一夹取装置19从所述层压框暂存平台2或所述第一传送层6上夹取层压框后,所述第一移动框14沿所述第一滑轨12向远离所述机台8的方向移动,到达机台8外侧后,所述第一滑轨12沿所述第二滑轨13向靠近所述第二传送层7的方向进行移动,此过程中,由所述第一夹取装置19进行一定角度的旋转,以调整所述层压框的角度,所述第一移动框14进行位置移动,以调整所述层压框的位置,随后所述第一夹取装置19将所述层压框放置在所述第二传送层7上的太阳能板上,并由所述第一视觉检测装置17对所述层压框的放置位置进行检测;若所述层压框的放置位置与所述太阳能板的位置不对应,所述第一视觉检测装置17将信号传送至控制机构9,所述控制机构9对所述第一移动框14进行控制并带动所述第一夹取装置19再次夹取所述层压框,随后,所述第一移动框14进行移动,以调整所述层压框的放置位置并再次放置所述层压框;若所述层压框的放置位置准确,则由控制机构9对所述第一移动框14进行控制并带动第一层压装置15进行移动,以使所述第一层压装置15对所述层压框与所述太阳能板进行压接,最终完成太阳能面板的制作。
27.所述层压框拆除机构3与所述层压框放置机构1的结构相同,太阳能面板制作完成后,由所述第二传送层7将所述太阳能面板传送至所述层压框拆除机构3,所述层压框拆除机构3将所述太阳能面板拆分成太阳能板和层压框;随后,所述太阳能板再通过所述第二传送层7返回到所述第二传送层7上靠近所述层压框放置机构1的一端,所述层压框被所述层压框拆除机构3运送到所述第一传送层6上进行运输。
28.如图4所示,所述ccd视觉检测机构4包括第三框架41、第二直线模组42、第三直线模组43、第二视觉相机45、第五滑动装置44;所述第三框架41架设在所述机台8的上方,所述第二直线模组42设置在所述第三框架41上,所述第二直线模组42的方向与所述层压框的输送方向相垂直;所述第三直线模组43垂直设置在所述第二直线模组42上,所述第三直线模组43与所述第二直线模组42间设置有相配合的第五滑动装置44,所述第三直线模组43通过所述第五滑动装置44在所述第二直线模组42上进行移动;所述第二视觉相机45设置在所述第三直线模组43的下表面,所述第二视觉相机45可沿所述第三直线模组43进行运动。
29.在具体实施例中,被拆除的层压框在所述第一传送层6上进行运输时,由所述ccd视觉检测机构4对所述层压框进行检测。检测时,第三直线模组43在第二直线模组42上进行移动,第二视觉相机45在第三直线模组43上移动,以对所述层压框的各条侧边进行检测,所述层压框的侧边无变形且侧边无胶质残留则层压框合格,所述层压框的侧边变形或侧边有胶质残留则层压框不合格。若所述第二视觉相机45检测出所述层压框合格,则继续由所述
第一传送层6对所述层压框进行传送;若所述第二视觉相机45检测出所述层压框不合格,则由所述不良层压框回收机构5对所述不合格层压框进行回收处理。
30.如图5所示,所述不良层压框回收机构5包括第二框架51、第三滑轨52、第四滑轨53、第二移动框54、第二夹取装置55、第三夹取装置56;所述第二框架51架设在所述机台8的上方,所述第三滑轨52设置在所述第二框架51上,所述第三滑轨52与地面相平行;所述第二移动框54设置在所述第三滑轨52上,所述第二移动框54沿所述第三滑轨52运动,所述第二移动框54的运动方向与层压框的输送方向相垂直;所述第二夹取装置55设置在所述第二移动框54上,所述第二夹取装置55设置沿垂直方向进行移动;所述第四滑轨53设置在所述机台8的外侧,所述第四滑轨53设置与所述第三滑轨52相垂直;所述第三夹取装置56设置在所述第四滑轨53上,所述第三夹取装置56沿所述第四滑轨53运动,所述第三夹取装置56的运动方向与地面相垂直。其中,所述第三夹取装置56下方设置有小推车,所述第三夹取装置53夹取的层压框可放置在所述小推车上。
31.在具体实施例中,所述ccd视觉检测机构4检测出不合格层压框后,由所述第二夹取装置55向下移动并从所述第一传送层6上夹取所述不合格层压框,随后,所述第二移动框54沿所述第三滑轨52进行滑动;当所述第二运动框54移动至所述第四滑轨53处后,所述第二运动框54继续沿所述第四滑轨53向地面方向运动,随后,所述第二夹取装置55将所述不合格层压框放置在所述第三夹取装置56上,由所述第三夹取装置56沿所述第四滑轨53向地面方向运动,所述第三夹取装置56将所述不合格层压框转运至地面上的推车处,方便人工推走。
32.所述第一传送层6的表面设置为带硫化橡胶的输送链条,所述第一传送层6用于输送层压框,所述控制机构9控制所述第一传送层6的输送方向。
33.所述第二传送层7由滚轮轴、滚轮构成,若干滚轮轴在同一水平面上平行排列在第二传送层7上,滚轮设置包裹于所述滚轮轴外侧;所述第二传送层7用于输送太阳能板,所述控制机构9控制所述第二传送层7的输送方向。
34.本技术实施例中的太阳能板层压框的自动化转运装置经过实际生产测试,在生产应用过程中,工人数量减少了四名,所生产的太阳能面板的不良率减少98%,太阳能面板的制造效率提升35%。
35.本实用新型中公开了一种太阳能板层压框的自动化转运装置,所述层压框放置在所述层压框暂存平台或所述第一传送层上,太阳能板设置在第二传送层上靠近层压框放置机构的一端,作业时,所述第一夹取装置优先夹取所述层压框暂存平台上的层压框并将其转运至所述第二传送层的太阳能板上,由所述第一层压装置对所述层压框与所述太阳能板进行压接,从而完成太阳能面板的制作。随后,第二传送层将所述太阳能面板输送至所述层压框拆除机构,所述层压框拆除机构将层压框从所述太阳能面板上拆下并将所述层压框运送至第一传送层,并由第一传送层对所述层压框进行输送;输送过程中,由所述ccd视觉检测机构对层压框进行检测,根据所述层压框各个边框上是否有胶质残留或变形以判断所述层压框是否合格;若所述ccd视觉检测机构检测层压框合格,则继续由第一传送层将所述层压框输送至层压框放置机构;若所述ccd视觉检测机构检测层压框不合格,则由不良层压框回收机构对不合格层压框进行回收处理。本实用新型所公开的一种太阳能板层压框的自动化转运装置,采用全线自动化的方式,减少人工成本,并提升了太阳能面板的层压效率以及
良率。
36.以上,仅为本实用新型的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到各种等效的修改或替换,这些修改或替换都应涵盖在本实用新型的保护范围之内。因此,本实用新型的保护范围应以权利要求的保护范围为准。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。