1.本发明涉及在汽车等交通工具用安全装置之一即气囊中使用的机织物。
背景技术:
2.近年来,从提高汽车等交通工具的乘客的安全性的观点出发,车载气囊的搭载率正在提高。除了安装于驾驶座、副驾驶座的前部而主要保护乘客不受交通工具的正面撞击所导致的冲击的司机气囊、乘客气囊之外,还开发了主要保护乘客不受交通工具的侧面撞击所导致的冲击的侧部气囊、保护乘客脚部的膝部气囊等与撞击种类、乘客位置相符的各种气囊。
3.主要保护乘客不受侧面撞击导致的冲击的帘式气囊被收纳在例如沿着汽车的车顶纵梁从前柱侧起至后柱侧为止的区域,按照感测到撞击时以沿着侧面玻璃的方式膨胀展开成帘状的方式进行设计。帘式气囊必须在展开时瞬间进入至乘客头部与玻璃之间来保护头部,因此,要求展开速度快。另外,为了不仅抑制由撞击导致的一次冲击(首次冲击),还抑制由车体的侧翻(旋转)导致的冲击,或者防止甩出车外,要求缓冲物的内压不会明显降低、具有覆盖侧面玻璃那样的保护范围的缓冲物形状、展开行为。
4.这种帘式气囊在收纳时例如制成卷状或折叠成波纹状后,用基布、胶带加以固定。为了满足上述那样的要求特性且保持宽敞的车内空间,优异的收纳性(紧凑性)对于帘式气囊极为重要。
5.另外,以往就期待这种帘式气囊的内压保持性能在各种环境下暴露后也发挥功能。因此,需要以在热老化、湿热老化、冷热循环老化等严苛环境试验条件下也不损害其功能的方式进行设计。
6.进而,在帘式气囊的展开时,以往存在如下的问题:侧面玻璃、车体内外的障碍物等与缓冲面发生干涉,基布表面产生割伤(laceration)。若产生该割伤,则缓冲物的内压保持性能降低,气囊的反作用力特性显著降低,由此,对气囊要求的冲击吸收性能有可能受损。
7.以下的专利文献1中记载了如下方法:通过对缓冲面施加覆盖材料,以jis l-1096(8.16.2b法)中记载的使用恒速伸长形破裂试验机而测得的基于按压刀的贯穿强度达到5n以上的方式进行设计,从而能够保护气囊不被割伤,能够吸收乘客的冲击而不损伤、破损。
8.在该方法中,通过对缓冲物的主体基布进一步缝合或涂布覆盖材料,从而提高缓冲面的贯穿强度,因此,有可能缓冲物的厚度、硬度增大,气囊的收纳性受损。
9.以下的专利文献2中记载了:为了尽可能减轻玻璃片对帘式气囊造成的损伤程度而将膨胀部的织造组织制成格纹组织或被称为防破裂格(ripstop)的织造组织。然而,该文献所记载的织造组织中,并未针对气囊高速展开时对缓冲物的内压保持性能造成的影响进行研究,实际上经本发明人等的研究而明确:即便具有降低某种程度的损伤的效果,根据气囊的展开速度、展开方向的不同,也有可能无法保持缓冲物内压而导致冲击吸收性能受损。
10.进而存在如下问题:通过将织造组织制成松弛的组织,从而构成纤维的自由度增
大,在热老化、湿热老化、冷热循环老化等严苛环境试验条件下的耐磨耗性降低。
11.另外,以下的专利文献3中利用袋织气囊,即便减少涂覆剂也能够保持气密性,所述袋织气囊的特征在于,成为展开部的袋组织以平纹组织作为基本组织,局部导入比平纹组织粗糙的织造组织,且在所述粗糙的织造组织中提高了纱密度。然而,该文献所记载的织造组织中,关于气囊高速展开时对缓冲物的内压保持性能造成的影响,并未提出玻璃片损伤这一课题的相关改善,并未进行研究。进而,专利文献3所记载的袋织气囊存在如下问题:通过将织造组织制成局部粗糙且高密度的组织,从而涂膜厚度不均大,在热老化、湿热老化、冷热循环老化等严苛环境试验条件下的耐磨耗性降低。
12.现有技术文献
13.专利文献
14.专利文献1:日本特开2006-62590号公报
15.专利文献2:日本特开2011-126429号公报
16.专利文献3:日本特开2018-114958号公报
技术实现要素:
17.发明要解决的问题
18.鉴于上述现有技术的问题点,本发明要解决的问题在于,提供满足对帘式气囊也要求的内压保持性、耐磨耗特性,同时收纳性优异且气囊展开时的耐割伤性(laceration resistance)也优异的气囊用机织物。
19.用于解决问题的方案
20.本技术发明人等为了解决上述课题而反复进行深入研究和实验,结果出乎意料地发现:通过制成在jis t 8050所记载的动态撕裂试验中具有规定特性的机织物,从而得到满足对帘式气囊也要求的内压保持性、耐磨耗特性,同时收纳性优异且气囊展开时的耐割伤性也优异的气囊用机织物,由此完成了本发明。
21.即,本发明如下所示。
22.[1]一种袋织(hollow weave)气囊用机织物,其特征在于,其具备双层袋织组织,该双层袋织组织的至少一部分区域的用下式表示的动态撕裂特性p的值为1.5以上。
[0023]
px={e/(tx
×
fx)}
×
1000
[0024]
py={e/(ty
×
fy)}
×
1000
[0025]
p=px py
[0026]
{式中,e为jis t 8050中记载的动态撕裂试验(性能水准级别3)中的块体和刀具的动能(j),tx为jis t 8050中记载的动态撕裂试验(性能水准级别3)中的经纱方向的撕裂长度的平均值(mm),fx为构成该双层袋织组织的经纱纤度(dtex),ty为jis t 8050中记载的动态撕裂试验(性能水准级别3)中的纬纱方向的撕裂长度的平均值(mm),并且,fy为构成该双层袋织组织的纬纱纤度(dtex)。}
[0027]
[2]根据所述[1]所述的袋织气囊用机织物,其中,所述双层袋织组织的经纱卷曲率与纬纱卷曲率之差为4%以上。
[0028]
[3]根据所述[1]或[2]所述的袋织气囊用机织物,其中,所述双层袋织组织的至少一部分区域的用下式表示的布面覆盖系数cf与有效布面覆盖系数cf’之比cf’/cf为0.95以
下。
[0029][0030][0031]
{式中,dx为每2.54cm的经纱根数(经纱密度),fx为构成该双层袋织组织的经纱纤度(dtex),dy为每2.54cm的纬纱根数(纬纱密度),fy为构成该双层袋织组织的纬纱纤度(dtex),cx为每2.54cm的经纱的纤维交点的个数,并且,cy为每2.54cm的纬纱的纤维交点的个数。}
[0032]
[4]根据所述[3]所述的袋织气囊用机织物,其中,所述双层袋织组织的至少一部分区域的有效布面覆盖系数cf’的值为2200以下。
[0033]
[5]根据所述[1]~[4]中任一项所述的袋织气囊用机织物,其中,所述双层袋织组织的至少一部分区域的经纬的动态撕裂特性px和py均为0.7以上。
[0034]
[6]根据所述[1]~[5]中任一项所述的袋织气囊用机织物,其中,所述双层袋织组织被树脂覆盖,且该树脂量为120g/cm2以下。
[0035]
[7]根据所述[1]~[6]中任一项所述的袋织气囊用机织物,其中,所述双层袋织组织的构成纱附着有油剂,且油附着率为0.01重量%~2.0重量%。
[0036]
[8]根据所述[1]~[7]中任一项所述的袋织气囊用机织物,其中,所述双层袋织组织的构成纱的纤度为500dtex以下。
[0037]
[9]根据所述[1]~[8]中任一项所述的袋织气囊用机织物,其中,所述双层袋织组织的单位面积重量为400g/m2以下。
[0038]
[10]根据所述[1]~[9]中任一项所述的袋织气囊用机织物,其中,所述双层袋织组织的至少一部分区域的利用kes弯曲试验机而求出的弯曲模量的经/纬比为2.0以上。
[0039]
[11]根据所述[1]~[10]中任一项所述的袋织气囊用机织物,其中,所述双层袋织组织的至少一部分区域的利用kes弯曲试验机而求出的经向和/或纬向的弯曲模量为0.5gf
·
cm2/cm以下。
[0040]
[12]根据所述[3]~[11]中任一项所述的袋织气囊用机织物,其中,所述双层袋织组织的至少一部分区域用下式表示的有效布面覆盖系数cf’的经/纬比为0.7以上。
[0041][0042]
[13]根据所述[1]~[12]中任一项所述的袋织气囊用机织物的制造方法,其特征在于,将织造时的经纱张力设为0.18cn/dtex以上且0.50cn/dtex以下,将卷取张力设为经纱张力的0.4倍~2.0倍,将涂布时的经向的张力设为0.20cn/dtex以上且0.72cn/dtex以下,将热处理时的经向的张力设为0.20cn/dtex以上且0.72cn/dtex以下。
[0043]
[14]根据所述[13]所述的方法,其中,织造中使用的原纱的热水尺寸变化率为5%以上且10%以下。
[0044]
[15]一种帘式气囊,其包含所述[1]~[12]中任一项所述的袋织气囊用机织物。
[0045]
发明的效果
[0046]
如果使用本发明所述的袋织气囊用机织物,则能够制造满足对帘式气囊也要求的内压保持性、耐磨耗特性,同时收纳性优异且气囊展开时的耐割伤性也优异的气囊。
附图说明
[0047]
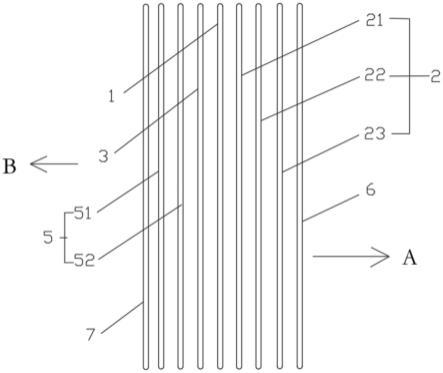
图1是本发明的实施例中的帘式气囊的俯视图。
[0048]
图2是实施例的冲击器试验的示意图。
[0049]
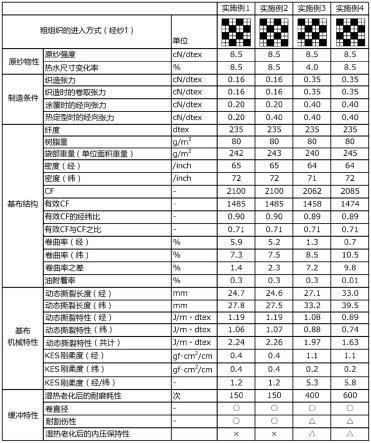
图3是实施例1~4的袋织气囊用机织物的制造条件、结构、机械特性等的总结图表。
[0050]
图4是实施例5~8的袋织气囊用机织物的制造条件、结构、机械特性等的总结图表。
[0051]
图5是实施例9~12的袋织气囊用机织物的制造条件、结构、机械特性等的总结图表。
[0052]
图6是比较例1~3的袋织气囊用机织物的制造条件、结构、机械特性等的总结图表。
具体实施方式
[0053]
以下,针对用于实施本发明的方式(以下称为“本实施方式”)进行详细说明。本发明不限定于以下的实施方式,可以在其主旨范围内进行各种变形来实施。
[0054]
本实施方式的袋织气囊用机织物的特征在于,其具备双层袋织组织,通过将该双层袋织组织的至少一部分区域制成松弛(loose)组织,从而具有高的动态撕裂特性。具体而言,其特征在于,该双层袋织组织的至少一部分区域的用下式表示的动态撕裂特性p的值为1.5以上。
[0055]
px={e/(tx
×
fx)}
×
1000
[0056]
py={e/(ty
×
fy)}
×
1000
[0057]
p=px py
[0058]
{式中,e为jis t 8050中记载的动态撕裂试验(性能水准级别3)中的块体和刀具的动能(j),tx为jis t 8050中记载的动态撕裂试验(性能水准级别3)中的经纱方向的撕裂长度的平均值(mm),fx为构成该双层袋织组织的经纱纤度(dtex),ty为jis t 8050中记载的动态撕裂试验(性能水准级别3)中的纬纱方向的撕裂长度的平均值(mm),并且,fy为构成该双层袋织组织的纬纱纤度(dtex)。}
[0059]
本实施方式的袋织气囊用机织物中,构成气囊用机织物的经纱和纬纱的原材料没有特别限定,可以单独或组合使用如下的纤维:例如尼龙66、尼龙6、尼龙46、尼龙610、尼龙612等单独得到的或者通过它们的共聚、混合而得到的聚酰胺纤维;聚对苯二甲酸乙二醇酯、聚对苯二甲酸1,3-丙二醇酯、聚对苯二甲酸丁二醇酯、聚萘二甲酸乙二醇酯等单独得到的或者通过它们的共聚、混合而得到的聚酯纤维;以对苯二甲酰对苯二胺、它们与芳香族醚的共聚物等为代表的全芳香族聚酰胺纤维;全芳香族聚酯纤维;维尼纶纤维;高强度聚乙烯、聚丙烯等聚烯烃纤维;氯乙烯系、偏二氯乙烯系纤维;包含聚四氟乙烯系的氟系纤维;聚砜纤维;聚苯硫醚系纤维(pps);聚醚酮系纤维(peek)纤维;聚烷基酮纤维;聚酰亚胺纤维;聚醚酰亚胺纤维;包含高强力人造丝的纤维素系纤维;丙烯酸系纤维;碳纤维;玻璃纤维;碳化硅纤维(sic)纤维;氧化铝纤维等。这些之中,从强度、经济的方面出发,优选为合成纤维,优选对于乘客而言的耐冲击性小的聚酰胺纤维,特别优选为尼龙66长纤维。
[0060]
本实施方式的袋织气囊用机织物中,构成气囊用机织物的纤维可利用公知的纺丝
拉伸法进行制造。
[0061]
为了提高原纱制造工序、后加工工序中的工序合格性,这些纤维纱条可以含有各种添加剂。可以使用例如耐热稳定剂、耐光稳定剂、防老剂、抗氧化剂、润滑剂、平滑剂、颜料、拒水剂、拒油剂、氧化钛等遮蔽剂、光泽赋予剂、阻燃剂、增塑剂、抗静电剂、增稠剂中的一种或组合使用两种以上。根据需要,也可以实施加捻、蓬松加工、卷缩加工、卷绕加工等加工。
[0062]
另外,为了在纺丝时提高纤维的收束性和提高拉伸性,可以施加公知的纺丝油剂。纺丝油剂的施加率优选为0.1wt%以上且5wt%以下。
[0063]
构成本实施方式的袋织气囊用机织物的经纱和纬纱的总纤度均优选为100dtex以上且550dtex以下、更优选为150dtex以上且500dtex以下、进一步优选为150dtex以上且370dtex以下、特别优选为150dtex以上且300dtex以下。通过将总纤度设为100dtex以上,从而能够耐受展开/膨胀时的强力。另一方面,通过将总纤度设为550dtex以下,从而机织物变得柔软,收纳性提高,也能够高速展开。
[0064]
构成本实施方式的袋织气囊用机织物的经纱和纬纱的单纱纤度优选为0.5dtex以上且8dtex以下,进一步优选为1.5dtex以上且3.7dtex以下。通过将单纱纤度设为0.5dtex以上,从而能够抑制织造时产生经纱毛刺。另一方面,通过将单纱纤度设为8dtex以下,从而能够制成具有柔软性的机织物。
[0065]
经纱和纬纱的单纱截面的形状没有特别限定,可以为以圆形为首的三角形、六边形、扁平等不规则形状的截面纱等中的任意者,从最大限度地发挥强度的观点出发,优选为圆截面。
[0066]
本实施方式的袋织气囊用机织物的双层袋织部的重量(单位面积重量)优选为400g/m2以下、更优选为350g/m2以下、进一步优选为300g/m2以下。其中,此处提及的单位面积重量是指双层袋织部的一片单侧机织物基布的重量,是指包括涂层等的树脂在内的值。通过将单位面积重量设为400g/m2以下,从而气囊变为轻量,收纳性也提高。单位面积重量的下限没有特别限定,优选为100g/m2以上。
[0067]
本实施方式的袋织气囊用机织物的布面覆盖系数(cf)优选为1900以上且2400以下。在袋织的单层接合带的区域内,cf是两倍的值,此处提及的cf是双层袋织部的一片单侧机织物基布的值。cf利用下式来求出。
[0068][0069]
{式中,dx为该双层袋织组织的每2.54cm的经纱根数(经纱密度),fx为构成该双层袋织组织的经纱纤度(dtex),dy为该双层袋织组织的每2.54cm的纬纱根数(纬纱密度),并且,fy为构成该双层袋织组织的纬纱纤度(dtex)。}
[0070]
通过将cf设为1900以上,从而能够提高展开时的内压保持性。cf更优选为2000以上,进一步优选为2100以上。另外,另一方面,通过将cf设为2400以下,从而能够提高收纳性。cf更优选为2300以下,进一步优选为2200以下。
[0071]
本实施方式的具有双层袋织组织的气囊用机织物的特征在于,在该双层袋织组织的至少一部分区域存在以下说明的动态撕裂特性p的值为1.5以上的部位。动态撕裂特性p的值优选为1.7以上,更优选为1.9以上,进一步优选为2.0以上,特别优选为2.1以上。p值的上限值没有特别限定,为了制成柔软的气囊基布,优选为20以下。
[0072]
动态撕裂特性p的值根据jis t 8050中记载的材料的对于穿刺和动态撕裂而言的抗性试验的结果来计算。具体而言,用下式表示:
[0073]
px={e/(tx
×
fx)}
×
1000
[0074]
py={e/(ty
×
fy)}
×
1000
[0075]
p=px py
[0076]
{式中,e为jis t 8050中记载的动态撕裂试验(性能水准级别3)中的块体和刀具的动能(j),tx为jis t 8050中记载的动态撕裂试验(性能水准级别3)中的经纱方向的撕裂长度的平均值(mm),fx为构成该双层袋织组织的经纱纤度(dtex),ty为jis t 8050中记载的动态撕裂试验(性能水准级别3)中的纬纱方向的撕裂长度的平均值(mm),并且,fy为构成该双层袋织组织的纬纱纤度(dtex)。}
[0077]
tx和ty分别为jis t 8050中记载的动态撕裂试验中的经纱方向与纬纱方向的撕裂长度的平均值(mm)。其中,使用刀具保持块体和刀具的质量为1000g的块体和刀具,以根据使块体连续下落5次时的平均速度算出的块体和刀具的动能成为6.6j~7.0j的方式进行调整。即,设为对jis t 8050中记载的性能水准级别3的性能进行评价的试验条件。另外,在经纱方向和纬纱方向的撕裂长度的测定中,利用最少3个试验片进行各方向的试验,计算各方向的平均撕裂长度。e是由平均速度算出的块体和刀具的动能(j),取6.6j~7.0j这一范围的值。
[0078]
在所述动态撕裂试验中,测定通过撕裂用刀具的下落而使试验片产生的撕裂长度,换言之,该撕裂长度表示试验片能够借助何种程度的损伤来吸收撕裂用刀具所具备的动能。动态撕裂特性p的值表示每单位纤度/单位撕裂长度的试验片能够吸收的动能值。
[0079]
动态撕裂试验中的损伤模式近似于帘式气囊展开时的割伤模式。若动态撕裂特性p高,则在模拟性的有玻璃破片的展开试验中能够抑制割伤发生。通过以动态撕裂特性p的值变高的方式设计该双层袋织组织,从而在展开时的帘式气囊与侧面玻璃、车体内外的障碍物等发生干涉的情况下,也能够防止由割伤导致的缓冲物的内压保持性能降低,能够保持对气囊要求的冲击吸收性能。
[0080]
图1是表示本实施方式的袋织气囊用机织物的一例的帘状的袋织气囊用机织物的俯视结构的说明图。图1中,帘式气囊1的袋边界部2内的部分具有动态撕裂特性p的值为1.5以上的部位。实际将本实施方式的袋织气囊用机织物用于帘式气囊时,以该气囊展开时可能与侧面玻璃、车体内外的障碍物等发生干涉的缓冲面的全部或局部具有动态撕裂特性p的值成为1.5以上的部位的方式进行设计即可。动态撕裂特性p的值成为1.5以上的部位可以为袋织气囊用机织物的两面,也可以为单面。在气囊的展开行为不稳定的情况下,优选增加动态撕裂特性p的值成为1.5以上的部位。动态撕裂特性p的值成为1.5以上的部位以袋织气囊用机织物表面的面积计优选为50cm2以上,进一步优选为100cm2以上。也可以使气囊的膨胀部整体的动态撕裂特性p的值成为1.5以上。
[0081]
为了提高本实施方式的袋织气囊用机织物的动态撕裂特性p,双层袋织组织的膨胀部的织造组织极为重要。不仅需要将该双层袋织组织的织造组织制成1/1的平纹结构,还需要制成2/2的格纹(所谓的方平组织)等松弛组织。作为松弛的织造组织,例如有2/2方平组织、3/3方平组织、2/1方平组织、斜纹组织、防破裂格等,可以使它们进行复合或者与平纹组织交织。通过将织造组织制成松弛结构,从而在对机织物实施动态穿刺模式、撕裂模式
时,通过构成机织物的纤维发生移动而能够有效地吸收能量。
[0082]
对机织物实施动态穿刺模式、撕裂模式时构成机织物的纤维的移动发生容易度取决于织造组织的松弛度。即,取决于构成机织物的纤维的纤度、机织物的密度、织造结构上的纤维的浮沉频率。
[0083]
不同于使经纱和纬纱交替浮沉的平纹组织,在其它织造组织中,存在相邻的两根(或两根以上)的纤维同时出现在表面或背面的部位。在这种部位中,也可以视作实质的布面覆盖系数降低。例如,在2/2方平组织中,不是相邻的两根纤维作为1根纱条而进行覆盖,而是呈现两根分别覆盖的形态。对此,若计算视作两根纤维作为一根纱条进行覆盖的实质的布面覆盖系数,则机织物的密度成为1/2倍,构成机织物的纱条的纤度成为2倍。因此,相对于视作两根纤维分别作为一根纱条而进行覆盖的布面覆盖系数,实质的布面覆盖系数降低至倍。即,可以认为织造组织的松弛度取决于实质的布面覆盖系数相对于布面覆盖系数的降低比例。
[0084]
实质的布面覆盖系数的值可以用有效布面覆盖系数cf’表示。有效布面覆盖系数cf’利用下式来求出。
[0085][0086]
{式中,cx为每2.54cm的经纱的纤维交点的个数,fx为构成该双层袋织组织的经纱纤度(dtex),dx为每2.54cm的经纱根数(经纱密度),cy为每2.54cm的纬纱的纤维交点的个数,fy为构成该双层袋织组织的纬纱纤度(dtex),并且,dy为每2.54cm的纬纱根数(纬纱密度)。}
[0087]
纤维交点表示构成机织物的纤维从表面向背侧移动或者从背侧向表面移动的部位,cx和cy分别表示纬纱和经纱的织造结构上的纤维的浮沉频率。在平纹中,构成机织物的纤维每隔1根反复进行浮沉,因此,cx和cy分别等于dx和dy。在2/2方平组织中,cx/dx和cy/dy均为0.5。
[0088]
本实施方式的袋织气囊用机织物的双层袋织组织的至少一部分区域的有效布面覆盖系数cf’的值优选为2200以下、更优选为1400以上且2200以下、进一步优选为1500以上且2000以下。通过将cf’的值设为1400以上,从而能够提高气囊展开时的内压保持性。另外,通过具有某种程度的交织点,从而提高与涂覆剂等覆盖物的粘接性,因此,在热老化、湿热老化、冷热循环老化等严苛环境试验条件下,也能够防止耐磨耗性降低。另一方面,通过将有效布面覆盖系数cf’的值设为2200以下,从而构成机织物的纤维的自由度提高,能够提高动态撕裂特性p的值,收纳性也能够提高。
[0089]
本实施方式的袋织气囊用机织物的双层袋织组织的至少一部分区域的布面覆盖系数cf与有效布面覆盖系数cf’之比cf’/cf的值优选为0.95以下。更优选为0.90以下,进一步优选为0.85以下。通过使布面覆盖系数比cf’/cf的值为0.95以下且更小,从而能够提高动态撕裂特性p的值。布面覆盖系数比cf’/cf的值优选为0.65以上、更优选为0.70以上、进一步优选为0.75以上。通过将布面覆盖系数比cf’/cf的值设为0.65以上,从而能够提高气囊展开时的内压保持性、老化处理后的耐磨耗性、动态撕裂特性。
[0090]
本实施方式的袋织气囊用机织物的双层袋织组织的至少一部分区域优选存在经纬的动态撕裂特性px和py均为0.7以上的部位。通过将px和py均设为0.7以上,从而对于所
有方向的割伤均可具备耐性。px和py均更优选为0.8以上、进一步优选为0.9以上、更进一步优选为1.0以上。px和py值的上限值没有特别限定,为了制成柔软的气囊基布,优选为20以下。
[0091]
本实施方式的袋织气囊用机织物的双层袋织组织的至少一部分区域优选存在下式表示的有效布面覆盖系数cf’的经/纬比为0.7以上且1.2以下的部位。
[0092][0093]
为了将有效布面覆盖系数cf’的经/纬比设为0.7以上且1.2以下,除了使经纬的织密度发生变化之外,还可以以cy相对于cx的值变小或变大的方式设计织造组织。通过将有效布面覆盖系数cf’的经/纬比设为0.7以上且1.2以下,从而能够以良好的平衡提高px和py。另外,通过将有效布面覆盖系数cf’的经/纬比设为0.7以上,从而能够增大以下说明的弯曲模量的经/纬比。
[0094]
本实施方式的袋织气囊用机织物的双层袋织组织的至少一部分区域的利用kes弯曲试验机而求出的经向和/或纬向的弯曲模量优选为0.5gf
·
cm2/cm以下、更优选为0.4gf
·
cm2/cm以下、进一步优选为0.3gf
·
cm2/cm以下。通过将机织物的弯曲模量设为0.5gf
·
cm2/cm以下的小值,从而能够提高气囊的收纳性。机织物的弯曲模量的下限没有特别限定,为了制成适于气囊的强度,优选为0.01gf
·
cm2/cm以上。
[0095]
通常,在帘式气囊用的袋织机织物中,从嵌套效率(nesting efficiency)的观点出发,采用机织物的经向作为缓冲物的长边方向,因此,在收纳缓冲物时制成卷状或折叠成波纹状的情况下,与经向平行地折叠。因此,对构成机织物的纬纱施加弯曲变形,因此,特别优选将机织物的纬向的弯曲模量设为0.5gf
·
cm2/cm以下。如果机织物的纬向的弯曲模量小,则会降低卷收纳直径。
[0096]
本实施方式的袋织气囊用机织物的双层袋织组织的至少一部分区域的利用kes弯曲试验机而求出的弯曲模量的经/纬比优选为2.0以上、更优选为3.0以上、进一步优选为4.0以上。通过将弯曲模量的经/纬比设为2.0以上,从而能够提高气囊的收纳性。弯曲模量的经/纬比的上限没有特别限定,为了设为适于气囊的强度,优选为10以下。
[0097]
本实施方式的袋织气囊用机织物在双层袋织组织的至少一部分区域具有松弛的织造组织,因此,树脂附着面的耐磨耗性与通常的平纹组织相比容易降低。尤其在热老化、湿热老化、冷热循环老化等环境试验时,构成机织物的纤维容易因由热、水分的夹杂导致的收缩行为而发生移动,老化处理后的粘接性的损耗大,无法维持湿热环境后的袋展开压力。此时,在环境试验后,耐磨耗性降低。越是将织造组织制成松弛的组织,则构成机织物的纤维的自由度越会增加,因此,动态撕裂特性p和老化处理后的耐磨耗性呈现此消彼长的关系。
[0098]
本技术发明人等经深入研究的结果发现:通过在双层袋织组织的至少一部分区域具有松弛的组织,并将该组织的经纱卷曲率与纬纱卷曲率之差设为4.0%以上,从而能够兼顾动态撕裂特性p和老化处理后的耐磨耗性。经纱卷曲率与纬纱卷曲率之差大是指:一个方向的纱条呈现具有较为直线性的结构,另一方向的纱条具有较为波状的结构。因此,可以认为这是因为:机织物表面的凹凸差变大,尽管表面树脂的厚度均匀附着,但构成机织物的纤维与表面树脂的锚固效应仍然提高。可以是经纱方向的卷曲率高,也可以是纬纱方向的卷曲率高,从降低纬向的刚柔度的观点出发,优选提高纬纱卷曲率。卷曲率之差更优选为
5.0%以上,进一步优选为6.0%以上,更进一步优选为8.0%以上。卷曲率之差的上限没有特别限定,优选为20%以下。
[0099]
为了增大卷曲率之差,通过调整织造张力、后加工时的张力而能够降低一个方向的纱条的卷曲率。通过降低一者的卷曲率,从而另一方向的卷曲率相对变高,能够增大卷曲率之差。然而,在构成机织物的组织仅为平纹组织的情况下,所得卷曲率之差存在极限。其原因在于,气囊用机织物为高密度组织,在使经纱和纬纱交替浮沉的平纹组织中,构成机织物的纤维的自由度降低。另一方面,在具有松弛的织造组织的结构中,实质的布面覆盖系数与平纹组织相比变小,因此,构成机织物的纤维的自由度增加,能够增大卷曲率之差。一般来说,如果构成机织物的纤维的自由度增加,则机织物的老化处理后的耐磨耗性降低,但通过利用纤维容易移动而制成增大卷曲率之差的设计,从而能够抑制机织物的老化处理后的耐磨耗性的降低。
[0100]
本实施方式的袋织气囊用机织物中使用的原纱的热水尺寸变化率优选为5%以上且10%以下。通过将原纱的热水尺寸变化率设为5%以上,从而通过后加工时的加热而能够施加卷曲,能够增大卷曲率之差。另一方面,通过将原纱的热水尺寸变化率设为10%以下,从而能够提高加工后的机织物的尺寸稳定性。原纱的热水尺寸变化率更优选为6%以上、进一步优选为7%以上。
[0101]
本实施方式的袋织气囊用机织物中使用的经纱优选通过交织加工而具有5个/m以上且50个/m以下这一范围的交织。通过将交织设为5个/m以上,从而能够抑制织造时产生毛刺。另外,通过将交织设为50个/m以下,从而纱条在松弛的织造组织中相邻的两根(或三根以上的)纤维同时出现在表面或背面的部位处发生松散,纤维彼此容易一体化,能够提高基布的透气度。
[0102]
另外,可以对经纱施加300t/m以下、优选为100t/m以下的捻来使用。进而,可以在整经时利用简单的上油、上蜡而对纱赋予平滑性、集束性,也可以利用以丙烯酸类、丙烯酸类与pva的组合使用、聚丙烯酸或有机硅为基质而配混的糊剂来进行施胶,在该情况下,优选设为0.5%以上且3%以下的胶附着量。
[0103]
纬纱使用与经纱相同的纱即可,交织优选为5个/m以上且50个/m以下。通过将交织设为50个/m以下,从而能够使机织物低透气度化,在使用喷气织机等的情况下,在打入纬纱时容易承载于空气,有助于高速化。
[0104]
本实施方式的袋织气囊用机织物的生产中,可以使用例如喷气织机、剑杆织机、片梭织机、多相织机等织机,但不限定于它们。从织造时使织口稳定的观点出发,优选使用整面伸幅器。可以对该整面伸幅器的伸幅棒施加凹凸、槽来进一步抑制布的移动,从而使织口稳定。另外,可以在机织物的两端使用增纱来校正布的松弛。关于控制经纱上升下降的机械,使用提花机装置、多臂机装置等来进行生产,电子提花机装置在生产率、对于设计变更而言的迅速性方面是有利的,故而优选。提花机的口数不受到特别限制,2000~14000口等口数多的电子提花机能够以良好的精度应对复杂形状的设计制作,故而优选。
[0105]
织造本实施方式的袋织气囊用机织物时的经纱张力优选为0.18cn/dtex以上且0.50cn/dtex以下、更优选为0.20cn/dtex以上且0.45cn/dtex以下、进一步优选为0.22cn/dtex以上且0.40cn/dtex以下。通过将经纱张力设为0.18cn/dtex以上,从而能够使织造组织稳定化,能够提高树脂附着面的老化处理后的耐磨耗性。关于织造后的坯布,在通常情况
下,经向的卷曲率变高,纬向的卷曲率变低。本实施方式的袋织气囊用机织物中,从降低纬向的刚柔度的观点出发,优选与经纱卷曲率相比提高纬纱卷曲率,通过提高经纱张力,从而能够在坯布的阶段使经纱卷曲率比通常更低,使纬纱卷曲率比通常更高,故而优选。另外,通过将经纱张力设为0.50cn/dtex以下,从而能够抑制由与筘、综片(综絖)的摩擦导致的经向毛刺的产生。
[0106]
关于织造本实施方式的袋织气囊用机织物时的卷取张力,优选将卷取张力设为经纱张力的0.4倍~2.0倍,更优选为0.6倍~1.8倍,进一步优选为0.8倍~1.6倍,更进一步优选为1.0倍~1.6倍。在具有松弛织造组织的结构中,构成机织物的纤维的自由度高,因此,通过将织造时的卷取张力设为经纱张力的0.4倍以上,从而在织造后织造结构松弛,能够防止经纬的卷曲率逐渐变化。另一方面,通过将织造时的卷取张力设为经纱张力的2.0倍以下,从而能够使织造组织稳定化,能够提高树脂附着面的老化处理后的耐磨耗性。
[0107]
本实施方式的袋织气囊用机织物的利用环己烷提取的油成分(油附着率)相对于机织物重量优选为0.01wt%以上且2.0wt%以下、更优选为0.05wt%以上且1.5wt%以下、进一步优选为0.1wt%以上且1.0wt%以下、更进一步优选为0.2wt%以上且0.5wt%以下。通过使环己烷提取油成分为0.01wt%以上,从而纤维表面的平滑性提高,构成机织物的纤维容易移动,能够提高动态撕裂特性p的值。因此,能够防止由割伤导致的缓冲物的内压保持性能降低。另一方面,通过将环己烷提取油成分设为2.0wt%以下,从而能够提高树脂的粘接性,在对机织物施加负载后也能够维持透气阻力。
[0108]
为了将所提取的油成分设为0.01wt%以上且2.0wt%以下,除了选择源自原纱制造工序的纺丝油剂、整经工序中的整经油剂之外,也可以采用在织造后的精练工序中不过度脱油的方法。通常,在具有双层袋织组织的气囊用机织物的制造工序中,针对原纱制造工序、整经工序中施加的油剂、糊剂,使用精炼剂进行精炼,提高树脂粘接性。本实施方式的袋织气囊用机织物中,为了使油附着率增加,可以采用在精炼工序中与以往相比稀释精炼剂或不使用精炼剂的方法。
[0109]
为了气囊展开时的内压保持,可以对本实施方式的袋织气囊用机织物覆盖树脂。作为树脂附着量,优选为5g/m2~120g/m2。如果为5g/m2以上,则涂布量越多越可抑制机织物透气度,内压保持性变得良好。如果将涂布量设为120g/m2以下,则涂布量越少气囊越轻量,有助于展开时间的缩短(快速展开)。树脂附着量更优选为20g/m2~100g/m2,进一步优选为30g/m2~80g/m2。
[0110]
对机织物配置的树脂用于使机织物表面不透气,从操作工序性的观点出发,优选为基于涂覆的涂布。作为涂覆剂,可适当使用有机硅、聚氨酯、聚酰胺等。尤其优选为有机硅,可期待即便在寒冷条件下也柔软而不发生涂覆裂纹剥离,较难燃烧,有助于机织物的阻燃性。在有机硅的情况下,优选为加成反应型且发生热交联的树脂组成,可以使用在末端烯基聚有机硅氧烷中以氢有机硅作为交联剂且添加加成反应催化剂的组成。
[0111]
作为有机硅树脂的涂布方法,优选为浮刀、转刀或浸渍,没有特别限定。优选的是:在涂布有机硅组合物后,连续在120℃~200℃下进行10秒~600秒的热处理,通过有机硅的交联反应来进行固化。
[0112]
在涂覆树脂时,优选对经向施加张力。通过对经向施加张力,从而使经向的卷曲率降低,能够以均匀的膜厚在平坦面上配置树脂。涂覆时的张力还因织造组织而异,优选为
0.20cn/dtex以上且0.72cn/dtex以下,更优选为0.25cn/dtex以上且0.64cn/dtex以下,进一步优选为0.30cn/dtex以上且0.56cn/dtex以下。通过将涂覆时的张力设为0.72cn/dtex以下,从而能够减少加工后的尺寸变化。具有双层袋织组织的气囊用机织物的密度非常高,因此,在仅为平纹组织的织造结构中,经纬的卷曲率之差存在极限。但是,如果是包含松弛组织的织造结构,则容易发生纤维间的移动,能够增大卷曲率之差。通过增大卷曲率之差,从而能够抑制机织物的老化处理后的耐磨耗性降低。
[0113]
在涂覆之后进行硫化且热固定的热处理工序中,优选进一步对经向施加张力。热处理工序时的张力还因织造组织而异,优选为0.20cn/dtex以上且0.72cn/dtex以下,更优选为0.25cn/dtex以上且0.64cn/dtex以下,进一步优选为0.30cn/dtex以上且0.56cn/dtex以下。通过在热处理工序时对经向赋予0.20cn/dtex以上的张力,从而使经向的卷曲率降低,能够增大经纬的卷曲率之差。另一方面,通过将张力设为0.72cn/dtex以下,从而能够减少加工后的尺寸变化。另外,通过减小纬向上的张力,从而能够增加纬向上的卷曲率。
[0114]
为了在热处理时控制张力,可以使用针板拉幅机、卷对卷等,在加热槽内进行热处理。从容易对经向施加张力、纬向不承受张力的方面出发,优选利用卷对卷来进行热处理。在使用针板拉幅机的情况下,通过在上针时进行缩幅而能够增加纬向上的卷曲率。
[0115]
在具有松弛织造组织的结构中,构成机织物的纤维的自由度高,因此容易使卷曲率发生变化,另一方面,若加工时的张力发生松弛,则经纬的卷曲率之差容易降低。从织造工序起至利用热处理来进行热定型的工序为止不会松缓张力,通过维持一定以上的张力而能够防止经纬的卷曲率之差降低。
[0116]
另外,作为树脂涂覆的替代,可以使用树脂薄膜、胶带等来进行热层压加工,抑制自机织物表面发生透气。作为薄膜的厚度,优选为5μm以上且50μm以下。
[0117]
实施例
[0118]
接着,利用实施例、比较例来具体说明本发明,但本发明不仅仅限定于这些实施例。另外,所使用的测定方法、评价方法等如下所示。
[0119]
(1)原纱强度、热水尺寸变化率
[0120]
按照jis l 1013:2010中记载的方法进行测定。
[0121]
(2)袋部重量(单位面积重量)、密度
[0122]
袋部重量(单位面积重量)如下测定:采取5片100mm
×
100mm的试样,按照jis l 1096:2010中记载的标准状态下的每单位面积质量的测定方法b法(iso法)进行测定。关于袋部重量(单位面积重量),测定双层袋织部的一片量的重量,设为包含涂覆等的树脂在内的值。其中,在试验片的尺寸不足的情况下,尽可能采取大范围的样品。
[0123]
密度如下计算:在5个部位采取2.54cm见方的样品,针对各样品,利用倍率为10倍的光学显微镜来数出构成纱的根数,计算其平均值。其中,在同一机织物内的织造组织不同的情况下,针对相同的织造组织选择5个部位而得到平均值。另外,在试验片的尺寸不足的情况下,尽可能采取大范围的样品。
[0124]
(3)树脂量
[0125]
将树脂涂布工序中的每单位面积的机织物重量的增量设为树脂量。另一方面,也可以如下那样地根据机织物的分析来获知树脂量。从机织物中准确地采取10cm见方的试验片,切成约5mm以下见方,使用环己烷,将25℃且5分钟的清洗反复2次,在风干后利用热风干
燥机在105℃下干燥12小时。利用溶剂来溶解合成纤维。例如,在构成机织物的纤维为聚酰胺纤维、树脂为交联有机硅膜的情况下,使用90%甲酸250ml且耗时常温的一夜将纤维溶解,滤取不溶解的树脂膜。将滤取的树脂膜用溶剂充分清洗,在水洗后,在105℃下热风干燥,测定绝对干燥质量w(g),计算树脂量(g/m2)。
[0126]
(4)纤度、卷曲率
[0127]
纤度和卷曲率分别按照jis l 1096:2010中记载的从坯布中取出的纱的表观纤度的测定方法(a法)和纱的织造收缩率的测定方法(b法)来测定。其中,将测定纱在直线伸展的长度时的载荷设为9.3mn/tex,测定经纱、纬纱各自的连续20根纱,记载其平均值。
[0128]
(5)油附着率
[0129]
采取机织物约20g,在105℃的热风干燥机内放置3小时,其后利用电子天平测定质量。使用索氏提取器,利用环己烷约500ml对机织物的油成分进行8小时的溶剂提取,在过滤后馏去溶剂,回收油成分。将回收油成分在5mmhg、25℃的真空干燥机内干燥3小时。其后,转移至干燥器中并自然冷却15分钟后,测定回收油成分的重量。对其进行多次处理,测定机织物试样约100g量的回收油成分量。通过回收油成分量相对于机织物干燥重量来计算油附着率。
[0130]
(6)动态撕裂长度tx、ty
[0131]
按照jis t 8050:2005中记载的材料的对于穿刺和动态撕裂而言的抗性试验来进行测定。使用刀具保持块体和刀具的质量为1000g的块体和刀具,以根据使块体连续下落5次时的平均速度而算出的块体和刀具的动能成为6.6~7.0j的方式进行调整,将此时的值记作动能e(j)。以双层袋织组织的膨胀部成为试验片的中心(刀具的穿刺和撕裂部)的方式用剪刀进行切割,以树脂涂布面成为外侧的方式固定至试验片安装块体。针对经纱方向和纬纱方向,分别用最少3个试验片来进行试验,计算各方向的平均撕裂长度作为tx、ty。
[0132]
(7)kes刚柔度
[0133]
使用katotech公司制的纯弯曲试验机kes-fb-2来进行测定。从机织物的经纬均采取3片宽度50mm、长度约100mm的试验片。最大曲率设为2.5/cm,sens值设定至50g,测定在1个循环中进行。经纬分别进行3次测定,将b-mean(gf
·
cm2/cm)的值的平均值设为kes刚柔度。另外,对经纱施加变形时的kes刚柔度设为经向的kes刚柔度。
[0134]
(8)湿热老化后的耐磨耗性
[0135]
按照下述方法,从湿热老化后的机织物中采取试验片,按照jis k6404-6:1999中记载的橡胶涂覆织物/塑料涂覆织物的揉搓试验来进行测定。
[0136]
首先,将机织物在湿度95%rh、温度85℃的环境下暴露240小时,实施老化处理。以双层袋织组织的膨胀部处于试验片中心的方式,从老化处理后的机织物沿经向采取6片宽度约25mm、长度约100mm的试验片。在评价中使用东洋精机制作所制的scott type folding and abrasion tester-2。将采取的2片试验片以树脂涂布面处于内侧的方式进行重合,用试验机的夹具以30mm的夹具间隔夹持2片试验片。将按压力设为2kgf、揉搓速度设为1分钟120次、夹具的移动距离设为50mm,进行50次的揉搓操作,调查表面树脂与布有无剥离。在观察不到剥离的情况下继续反复逐次50次的揉搓操作和有无剥离的确认,记录直至可确认到剥离为止的揉搓累计次数。结果进行3次测定,将其平均值记作湿热老化后的耐磨耗性。
[0137]
(9)卷直径
[0138]
将图1所示形状的袋织气囊用机织物沿着铅直方向卷绕成卷状,用胶带固定。用卷尺测定此时的卷的5个部位的周长,通过其平均值除以圆周率来计算卷直径。将卷直径小于30mm的情况评价为〇,将卷直径为30mm以上且小于35mm的情况评价为
△
,将卷直径为35mm以上的情况评价为
×
。
[0139]
(10)耐割伤性
[0140]
将图1所示形状的袋织气囊用机织物沿着铅直方向卷绕成卷状,用胶带固定。对气体供给部安装2.0mol的混合充气器,制成帘式气囊模块。使用该模块,进行冲击器试验。即,配合着气囊模块的展开,使被称为冲击机头的物体按照以下的条件进行撞击,由此模拟实车的撞击模式。
[0141]
冲击器机头使用4.5kg的物体,将机头速度设为24km/hr。冲击时刻设为充气器工作后的30毫秒后,冲击点设为气囊展开时的图1中的 符号的部分(5:保护区域中心部位)。在相对于模块位置而言与冲击器机头相反的一侧以沿着气囊展开的方式设置板,在冲击点的部分沿着铅直方向安装tsubosan公司制的细目锉刀(平型、目的粗糙度为10cuts/cm
↑
2、长度250mm
×
宽度25mm
×
厚度6mm)作为模拟玻璃破片的工具(图2)。锉刀的位置设为锉刀的中心会到达冲击点,以锉刀的盘面(谷部)与板面成为同一平面状的方式进行固定。展开时的内压测定设为气囊展开时的图1的
×
符号的部分。按照通常的步骤来实施冲击器试验,将试验后的机织物的割伤长度小于5mm的情况设为
◎
,将5~10mm的情况设为〇,将10mm~20mm的情况设为
△
,将20mm以上的情况设为
×
。
[0142]
(11)湿热老化后的内压保持性
[0143]
按照下述方法,评价湿热老化后的内压保持性。
[0144]
首先,将图1所示形状的袋织气囊用机织物沿着铅直方向卷绕成卷状,用胶带固定。对气体供给部安装2.0mol的混合充气器,制成帘式气囊模块。将该模块在湿度95%rh、温度85℃的环境下暴露240小时,实施老化处理。使用老化处理后的模块,进行静展开试验。
[0145]
展开时的内压测定设为气囊展开时的图1的 符号的部分。在展开后经过6000毫秒后的缓冲物的内压为展开后的缓冲物的内压的最大值的30%以上的情况评价为〇,将10%以上且小于30%的情况评价为
△
,将小于10%的情况评价为
×
。
[0146]
[实施例1]
[0147]
将原纱强度为8.5cn/dtex、热水尺寸变化率为8.5%的尼龙66纤维用于经纱和纬纱,使用电子提花机装置和剑杆织机,以图1所示的形状织造容量24l的侧帘式气囊。将袋封闭的连结部的织造组织按照袋织
→
2/2方平(8根)
→
袋织(包括4根双面异色组织)
→
3/3方平(6根)
→
袋织的顺序发生变化。双层组织部的织造组织如图3所示,在袋的连结部的外侧不发生膨胀的部分是将袋织的双层组织局部连结1%左右而得到的。将织造时的经纱张力设为0.16cn/dtex,将卷取张力设为0.16cn/dtex来制作坯布,用70℃的热水浴进行精练和热处理。
[0148]
将涂布时的经向张力设为0.20cn/dtex,利用转刀涂布机,将液态有机硅组合物以80g/m2涂覆在所得坯布的单侧的面上,在干燥机内将经向的张力设为0.20cn/dtex,并以180℃热处理1分钟。并且,在另一个面上也同样地以80g/m2涂覆液状有机硅组合物,在干燥机内以180℃热处理1分钟。该机织物的总纤度为235dtex、油附着率为0.3wt%。
[0149]
使用所得袋织气囊用机织物来制作帘式气囊。向帘式气囊中插入图1的4所示的内
管,将展开气体从后端的气体供给口向前膨胀部和后膨胀部诱导。内管使用由聚酰胺6/6纤维700dtex/105f制成的经纬为41
×
41根/2.54cm的平纹布,且其是25g/m2的有机硅涂覆布。以能够装入气体供给口那样的口径将该布斜线缝制成筒状。缝制利用1400dtex的缝制线且以45根/10cm的运针数、1列正式缝制来进行。内管的前端为开口,进而以缝制部作为上侧,以后膨胀部的气体供给的切损口朝着下侧地设置。所得帘式气囊的特性如图3所示,虽然湿热老化后的内压保持性低,但收纳性优异,展开时的耐割伤性也略良好。
[0150]
[实施例2]
[0151]
与实施例1同样操作,制作坯布,接着进行精练后,将热处理时的经纱张力设为0.40cn/dtex,除此之外,与实施例1同样操作,进行热处理。该机织物的总纤度为235dtex、油附着率为0.3wt%。
[0152]
之后的步骤与实施例1同样操作,制作帘式气囊。所得帘式气囊的特性如图3所示那样,虽然湿热老化后的内压保持性低,但收纳性优异,展开时的耐割伤性也略良好。
[0153]
[实施例3]
[0154]
将热水尺寸变化率为4.0%的尼龙66纤维用于经纱和纬纱,将织造时的经纱张力设为0.35cn/dtex,将卷取张力设为0.35cn/dtex,除此之外,与实施例1同样操作,制作坯布,接着进行精练后,将涂覆时的经向的张力设为0.40cn/dtex,将热处理时的经纱张力设为0.40cn/dtex,除此之外,与实施例1同样操作,进行热处理。该机织物的总纤度为235dtex、油附着率为0.3wt%。
[0155]
接着,与实施例1同样操作,制作帘式气囊。所得帘式气囊的特性如图3所示那样,湿热老化后的内压保持性略良好,收纳性优异,展开时的耐割伤性也略良好。
[0156]
[实施例4]
[0157]
将织造时的经纱张力设为0.35cn/dtex,将卷取张力设为0.35cn/dtex,除此之外,与实施例1同样操作,制作坯布,接着,在包含1g/l的氢氧化钠、1g/l的精练浸透剂、0.5g/l的螯合物分散剂的90℃精练槽中进行精炼和热处理后,将涂覆时的经向的张力设为0.40cn/dtex,将热处理时的经纱张力设为0.40cn/dtex,除此之外,与实施例1同样操作,进行热处理。该机织物的总纤度为235dtex、油附着率为0.01%。
[0158]
之后的步骤与实施例1同样操作,制作帘式气囊。所得帘式气囊的特性如图3所示那样,湿热老化后的内压保持性略良好,收纳性优异,展开时的耐割伤性也略良好。
[0159]
[实施例5]
[0160]
将织造时的经纱张力设为0.35cn/dtex,将卷取张力设为0.35cn/dtex,除此之外,与实施例1同样操作,制作坯布,接着,用90℃的热水浴实施精练和热处理,将涂覆时的经向张力设为0.40cn/dtex,将热处理时的经纱张力设为0.40cn/dtex,除此之外,与实施例1同样操作,进行热处理。该机织物的总纤度为235dtex、油附着率为0.1%。
[0161]
之后的步骤与实施例1同样操作,制作帘式气囊。所得帘式气囊的特性如图4所示那样,湿热老化后的内压保持性略良好,收纳性优异,展开时的耐割伤性也略良好。
[0162]
[实施例6]
[0163]
将织造时的经纱张力设为0.35cn/dtex,将卷取张力设为0.35cn/dtex,除此之外,与实施例1同样操作,制作坯布,接着进行精练后,将涂覆时的经向张力设为0.40cn/dtex,将热处理时的经纱张力设为0.40cn/dtex,除此之外,与实施例1同样操作,进行热处理。该
机织物的总纤度为235dtex、油附着率为0.3%。
[0164]
之后的步骤与实施例1同样操作,制作帘式气囊。所得帘式气囊的特性如图4所示那样,湿热老化后的内压保持性略良好,收纳性优异,展开时的耐割伤性也良好。
[0165]
[实施例7]
[0166]
使用纤度不同的原纱,除此之外,与实施例6同样操作,制作帘式气囊。该机织物的总纤度为470dtex、油附着率为0.3%。所得帘式气囊的特性如图4所示那样,湿热老化后的内压保持性良好,收纳性略优异,展开时的耐割伤性也略良好。
[0167]
[实施例8]
[0168]
将双层组织部的织造组织替换成图4所示的织造组织,除此之外,与实施例6同样操作,制作帘式气囊。所得帘式气囊的特性如图4所示那样,湿热老化后的内压保持性良好,收纳性略优异,展开时的耐割伤性也略良好。
[0169]
[实施例9]
[0170]
将双层组织部的织造组织替换成图5所示的织造组织,除此之外,与实施例6同样操作,制作帘式气囊。所得帘式气囊的特性如图5所示那样,湿热老化后的内压保持性略良好,收纳性略优异,展开时的耐割伤性也略良好。
[0171]
[实施例10]
[0172]
将双层组织部的织造组织替换成图5所示的织造组织,除此之外,与实施例6同样操作,制作帘式气囊。所得帘式气囊的特性如图5所示那样,湿热老化后的内压保持性略良好,收纳性优异,展开时的耐割伤性也良好。
[0173]
[实施例11]
[0174]
将双层组织部的织造组织替换成图5所示的织造组织,除此之外,与实施例6同样操作,制作帘式气囊。所得帘式气囊的特性如图5所示那样,湿热老化后的内压保持性良好,收纳性优异,展开时的耐割伤性也良好。
[0175]
[实施例12]
[0176]
将双层组织部的织造组织替换成图5所示的织造组织,除此之外,与实施例6同样操作,制作帘式气囊。所得帘式气囊的特性如图5所示那样,湿热老化后的内压保持性良好,收纳性优异,展开时的耐割伤性也良好。
[0177]
[比较例1]
[0178]
将双层组织部的织造组织替换成图6所示的织造组织,除此之外,与实施例1同样操作,制作帘式气囊。所得帘式气囊的特性如图6所示那样,湿热老化后的内压保持性良好,收纳性略优异,但展开时的耐割伤性低。
[0179]
[比较例2]
[0180]
将双层组织部的织造组织替换成图6所示的织造组织,除此之外,与实施例6同样操作,制作帘式气囊。所得帘式气囊的特性如图6所示那样,湿热老化后的内压保持性良好,收纳性略优异,但展开时的耐割伤性低。
[0181]
[比较例3]
[0182]
将双层组织部的织造组织替换成图6所示的织造组织,除此之外,与实施例7同样操作,制作帘式气囊。所得帘式气囊的特性如图6所示那样,湿热老化后的内压保持性良好,但收纳性差,展开时的耐割伤性低。
[0183]
产业上的可利用性
[0184]
通过使用本发明的袋织气囊用机织物,从而可提供满足对气囊要求的内压保持性、耐磨耗特性,同时收纳性优异且气囊展开时的耐割伤性也优异的气囊。本发明的袋织气囊用机织物可特别适宜地用于从侧面保护人体的帘式气囊。
[0185]
附图标记说明
[0186]
1侧帘式气囊
[0187]
2缝制部(袋边界部)
[0188]
3充气器安装部
[0189]
4内管
[0190]
5开口部
[0191]
6接合部
[0192]
7保护区域的中心部
[0193]
11冲击器机头
[0194]
12侧帘式气囊安装部
[0195]
13锉刀
[0196]
14板
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。