1.本发明涉及砂轮制备领域,更具体地说,涉及一种原位反应制备新型铝基陶瓷复合结合剂碳化硅减薄砂轮的方法。
背景技术:
2.随着现代工业的高速发展,尤其是机械电子行业的飞速发展,精磨和半精磨加工的磨具应用越来越广。作为半导体产业中的重要衬底材料,碳化硅单晶具有优异的热、电性能,在高温、高频和大功率的集成电子器件领域有着广泛的应用前景。碳化硅衬底加工精度直接影响器件性能,因此外延应用对碳化硅晶片表面质量的要求极为严苛。碳化硅硬度高、脆性大、化学性质稳定,传统加工方法不完全适用。碳化硅晶片有碳面和硅面之分,均比传统单晶硅晶片难以磨削,受加工技术的制约,目前高表面质量碳化硅晶片的加工效率极低。在碳化硅晶片的减薄工序中,首先要进行粗磨处理,目前主要采用的是自锐性能好的陶瓷结合剂金刚石磨具。当前主要的问题在于陶瓷结合剂金刚石磨具的强度低、结合剂对金刚石的把持力相对较低,导致其磨削效率低和使用寿命较短。而碳化硅材料硬度较高,特别耐磨,因此要求金刚石磨具具有较高的强度,同时结合剂对金刚石的把持力要好。
3.目前陶瓷结合剂主要采用由各种氧化物直接配制熔炼的低熔点陶瓷,虽然自锐性较好,但是普遍存在与金刚石浸润性差,脆性大等突出缺点。针对陶瓷结合剂这一缺点,许多研究者考虑在陶瓷结合剂中添加金属,以构建复合金属/陶瓷复合结合剂。该复合结合剂磨具预期既具有陶瓷磨具自锐性高、磨削效率高和易修整的特点,还保留了金属结合剂高强度、高硬度高韧性和寿命长的特点。例如,专利“一种陶瓷-金属结合剂金刚石磨具及其制备方法(cn102152248b)”提出一种陶瓷结合剂为主,添加少量金属的结合剂,结合剂的配方中添加少量金属(ti 1-10%、al 1-5%)。
4.金属/陶瓷复合结合剂金刚石磨具的研究已经具有很好的研究基础。但是到目前为止,市场上金刚石工具的胎体仍然以单纯的金属结合剂或陶瓷结合剂为主,复合结合剂的实际应用几乎为零。根本原因是简单的混合这两种结合剂,二者之间并没有发生良性和适宜的化学反应,这导致金属与陶瓷结合剂没有良好的浸润或结合。因此各自结合剂的固有缺点并没有被克服,依然存在,这导致复合结合剂磨具的实际磨削性能没有达到研究的预期目标。
技术实现要素:
5.为了解决上述问题,本发明提供一种原位反应制备新型铝基陶瓷复合结合剂碳化硅减薄砂轮的方法。
6.该技术的原理是根据材料设计的要求,选择适当的反应剂(气相、液相或粉末固相),在适当的温度下,借助于基材金属或合金和它们之间的化学反应,原位生成尺寸十分细小,分布均匀的增强相。专利下的原位反应的优点在于氮化碳的反应活性较高,易于和铝
发生化学反应,在本发明专利的温度下可以快速反应完全,具有反应快速的突出优点。在短暂的反应时间内,高活性的氮化碳会有利于抑制铝对金刚石的刻蚀,可有效保护金刚石在烧结过程中免受损伤。其微观形貌示意图如图1所示,其中有明显的增强相。从图2可见,铝与氮化碳发生了原位反应,并生成了并生成了al和al4c3陶瓷。此外,氮化碳中会吸附微量的o2,铝与o2反应会生成al2o3。反应式如下:
7.8al c3n4=al4c3 4aln (1)
8.2al 1.5o2=al2o3 (2)
9.新生成的aln等陶瓷颗粒与铝的润湿性好,由于界面干净,aln等陶瓷颗粒与铝基材的结合较好,这显著不同于背景技术中陶瓷结合剂中直接添加金属构建金属陶瓷复合结合剂,通过这种原位反应制备的金属陶瓷复合结合剂,克服了以上金属与陶瓷结合剂无法良好的浸润或结合的缺点,从而具有良好的使用性能。
10.本发明的目的在于为了克服前述陶瓷结合剂的缺点,提供一种具有磨削锋利、把持力强、使用寿命高、成本低的新型铝基陶瓷复合结合剂碳化硅减薄砂轮及其制备方法。
11.本发明提供的一种原位反应制备新型铝基陶瓷复合结合剂碳化硅减薄砂轮的方法采用如下的技术方案:
12.一种原位反应制备新型铝基陶瓷复合结合剂碳化硅减薄砂轮的方法,由以下质量百分比的组分组成:a1粉:氮化碳粉末:ti粉末:cr粉末:fe粉末:
13.进一步的,作为上述a1的部分替换物,上述金属结合剂中还可添加进一步的,作为上述a1的部分替换物,上述金属结合剂中还可添加(重量百分比)ti,cr和fe的一种或两种组合。
14.进一步的,所述a1,ti,cr和fe粉末,纯度为99%及以上,粒度为200目~400目。
15.进一步的,所述氮化碳粉末,是采用三聚氰铵粉末为原料,在马弗炉内升温速度为5度/分钟,550度保温4小时热解得到块状产物,经球磨研细后,经过金属筛子过筛,得到不同粒度(150目~300目)。
16.进一步的,包括砂轮基体和磨料块,其特征在于:所述磨料块由结合剂和金刚石组成,结合剂与金刚石质量比为80:20。
17.进一步的,所述金刚石的粒度为2000目。
18.进一步的,包括以下步骤:
19.(1)将铝粉、氮化碳和替换物金属等原料粉末按不同原料配比称量后,用三维混料机混合2小时后,通过过筛得到混合粉体,再将得到的混合粉体与金刚石颗粒进行混料1小时,过筛后得到最终需要的混合粉末。
20.(2)将以上制得的混合粉末材料装入石墨模具中,采用高温热压烧结的方法,使用60-100kn的成型压力,600-650℃的烧结温度,保温保压8-15分钟,自然冷却后脱模得到烧结磨料块。
21.(3)将所得磨料块粘接在砂轮基体上,按照砂轮形状尺寸通过机械加工达到成品规格尺寸,即得到铝基结合剂金刚石砂轮。
22.综上所述,本发明包括以下至少一个有益技术效果:本发明克服了原有陶瓷结合剂与金属浸润性差的不利之处,选用成本低廉的氮化碳材料,通过原位反应烧结技术制备
了新型的a1基陶瓷复合结合剂,研制出新型铝基陶瓷复合结合剂碳化硅减薄砂轮,该产品磨削锋利,可同时应用于碳化硅晶片的硅面和碳面加工,使用寿命长,且生产成本低。
附图说明
23.图1砂轮组织形貌示意图。
24.图2为实例制得砂轮xrd图。
25.图3砂轮成品结构示意图。
[0026][0027]
具体实施方式
[0028]
以下结合附图1-3对本发明作进一步详细说明。
[0029]
本发明实施例公开一种原位反应制备新型铝基陶瓷复合结合剂碳化硅减薄砂轮的方法:
[0030]
实施例1
[0031]
本实施例的新型铝基陶瓷复合结合剂碳化硅减薄砂轮,包括砂轮基体和磨料块,所述磨料块由结合剂和金刚石组成,结合剂与金刚石质量比为80:20,所述结合剂由以下质量百分比的原料制成:a1粉:70%,氮化碳粉:30%。a1粉,氮化碳粉和金刚石的粒度分别为200目,200目和2000#。
[0032]
以上氮化碳是采用工业级(纯度≧99.8%)三聚氰铵粉末为原料,在马弗炉内升温速度为5度/分钟,550度保温4小时热解得到块状产物,经球磨研细后,经过金属筛子过筛,得到200目的粉末。
[0033]
本实施例的铝基结合剂金刚石砂轮的制备方法,包括下列步骤:
[0034]
a)按照上述原料配比,将铝粉、氮化碳粉末称取后,用三维混料机混合2小时后,经过过筛得到混合粉体,再将得到的混合粉体与金刚石颗粒进行混料1小时,过筛后得到最终需要的混合粉末;
[0035]
b)将步骤a)所得混合料装入石墨模具中,在空气气氛下,置于热压烧结机中进行压制烧结,具体为:以50℃/min的速率升温至630℃,成型压力60kn,保温保压8min,自然冷却后脱模,即得所述磨料块;
[0036]
c)将步骤b所得磨料块粘接在砂轮基体上,经加工达到成品规格尺寸,即得所述铝基结合剂金刚石砂轮。
[0037]
实施例2
[0038]
本实施例的新型铝基陶瓷复合结合剂碳化硅减薄砂轮,包括砂轮基体和磨料块,所述磨料块由结合剂和金刚石组成,结合剂与金刚石质量比为80:20,所述结合剂由以下质量百分比的原料制成:a1粉:60%,ti粉:5%,氮化碳粉:35%。a1粉,ti粉,氮化碳粉和金刚石的粒度分别为200目,300目,150目和2000#。
[0039]
以上氮化碳是采用工业级(纯度≧99.8%)三聚氰铵粉末为原料,在马弗炉内升温速度为5度/分钟,550度保温4小时热解得到块状产物。经球磨研细后,经过金属筛子过筛,得到150目的粉末。
[0040]
本实施例的铝基结合剂金刚石砂轮的制备方法,包括下列步骤:
[0041]
a)按照上述原料配比,将铝粉、钛粉、氮化碳粉末称取后,用三维混料机混合2小时后,经过过筛得到混合粉体,再将得到的混合粉体与金刚石颗粒进行混料1小时,过筛后得到最终需要的混合粉末;
[0042]
b)将步骤a)所得混合料装入石墨模具中,在空气气氛下,置于热压烧结机中进行压制烧结,具体为:以50℃/min的速率升温至650℃,成型压力80kn,保温保压10min,自然冷却后脱模,即得所述磨料块;
[0043]
c)将步骤b所得磨料块粘接在砂轮基体上,经加工达到成品规格尺寸,即得所述铝基结合剂金刚石砂轮。
[0044]
实施例3
[0045]
本实施例的新型铝基陶瓷复合结合剂碳化硅减薄砂轮,包括砂轮基体和磨料块,所述磨料块由结合剂和金刚石组成,结合剂与金刚石质量比为80:20,所述结合剂由以下质量百分比的原料制成:a1粉:50%,ti粉:10%,氮化碳粉:40%。a1粉,ti粉,氮化碳粉和金刚石的粒度分别为300目,200目,300目和2000#。
[0046]
以上氮化碳是采用工业级(纯度≧99.8%)三聚氰铵粉末为原料,在马弗炉内升温速度为5度/分钟,550度保温4小时热解得到块状产物,经球磨研细后,经过金属筛子过筛,得到300目的粉末。
[0047]
本实施例的铝基结合剂金刚石砂轮的制备方法,包括下列步骤:
[0048]
a)按照上述原料配比,将铝粉、钛粉、氮化碳粉末称取后,用三维混料机混合2小时后,经过过筛得到混合粉体,再将得到的混合粉体与金刚石颗粒进行混料1小时,过筛后得到最终需要的混合粉末;
[0049]
b)将步骤a)所得混合料装入石墨模具中,在空气气氛下,置于热压烧结机中进行压制烧结,具体为:以50℃/min的速率升温至630℃,成型压力80kn,保温保压12min,自然冷却后脱模,即得所述磨料块;
[0050]
c)将步骤b所得磨料块粘接在砂轮基体上,经加工达到成品规格尺寸,即得所述铝基结合剂金刚石砂轮。
[0051]
实施例4
[0052]
本实施例的新型铝基陶瓷复合结合剂碳化硅减薄砂轮,包括砂轮基体和磨料块,所述磨料块由结合剂和金刚石组成,结合剂与金刚石质量比为80:20,所述结合剂由以下质量百分比的原料制成:a1粉:75%,cr粉:5%,氮化碳粉:20%。a1粉,cr粉,氮化碳粉和金刚石的粒度分别为300目,400目,200目和2000#。
[0053]
以上氮化碳是采用工业级(纯度≧99.8%)三聚氰铵粉末为原料,在马弗炉内升温速度为5度/分钟,550度保温4小时热解得到块状产物。经球磨研细后,经过金属筛子过筛,得到200目的粉末。
[0054]
本实施例的铝基结合剂金刚石砂轮的制备方法,包括下列步骤:
[0055]
a)按照上述原料配比,将铝粉、铬粉、氮化碳粉末称取后,用三维混料机混合2小时后,经过过筛得到混合粉体,再将得到的混合粉体与金刚石颗粒进行混料1小时,过筛后得到最终需要的混合粉末;
[0056]
b)将步骤a)所得混合料装入石墨模具中,在空气气氛下,置于热压烧结机中进行
压制烧结,具体为:以30℃/min的速率升温至630℃,成型压力100kn,保温保压15min,自然冷却后脱模,即得所述磨料块;
[0057]
c)将步骤b所得磨料块粘接在砂轮基体上,经加工达到成品规格尺寸,即得所述铝基结合剂金刚石砂轮。
[0058]
实施例5
[0059]
本实施例的新型铝基陶瓷复合结合剂碳化硅减薄砂轮,包括砂轮基体和磨料块,所述磨料块由结合剂和金刚石组成,结合剂与金刚石质量比为80:20,所述结合剂由以下质量百分比的原料制成:a1粉:55%,fe粉:5%,氮化碳粉:40%。a1粉,fe粉,氮化碳粉和金刚石的粒度分别为300目,300目,200目和2000#。
[0060]
以上氮化碳是采用工业级(纯度≧99.8%)三聚氰铵粉末为原料,在马弗炉内升温速度为5度/分钟,550度保温4小时热解得到块状产物,经球磨研细后,经过金属筛子过筛,得到200目的粉末。
[0061]
本实施例的铝基结合剂金刚石砂轮的制备方法,包括下列步骤:
[0062]
a)按照上述原料配比,将铝粉、铁粉、氮化碳粉末称取后,用三维混料机混合2小时后,经过过筛得到混合粉体,再将得到的混合粉体与金刚石颗粒进行混料1小时,过筛后得到最终需要的混合粉末;
[0063]
b)将步骤a)所得混合料装入石墨模具中,在空气气氛下,置于热压烧结机中进行压制烧结,具体为:以30℃/min的速率升温至650℃,成型压力100kn,保温保压15min,自然冷却后脱模,即得所述磨料块;
[0064]
c)将步骤b所得磨料块粘接在砂轮基体上,加工至成品规格尺寸,即得所述铝基结合剂金刚石砂轮。
[0065]
实施例6
[0066]
本实施例的新型铝基陶瓷复合结合剂碳化硅减薄砂轮,包括砂轮基体和磨料块,所述磨料块由结合剂和金刚石组成,结合剂与金刚石质量比为80:20,所述结合剂由以下质量百分比的原料制成:a1粉:80%,氮化碳粉:20%。a1粉,氮化碳粉和金刚石的粒度分别为300目,200目和2000#。
[0067]
以上氮化碳是采用工业级(纯度≧99.8%)三聚氰铵粉末为原料,在马弗炉内升温速度为5度/分钟,550度保温4小时热解得到块状产物,经球磨研细后,经过金属筛子过筛,得到200目的粉末。
[0068]
本实施例的铝基结合剂金刚石砂轮的制备方法,包括下列步骤:
[0069]
a)按照上述原料配比,将铝粉、氮化碳粉末称取后,用三维混料机混合2小时后,经过过筛得到混合粉体,再将得到的混合粉体与金刚石颗粒进行混料1小时,过筛后得到最终需要的混合粉末;
[0070]
b)将步骤a)所得混合料装入石墨模具中,在空气气氛下,置于热压烧结机中进行压制烧结,具体为:以30℃/min的速率升温至600℃,成型压力100kn,保温保压15min,自然冷却后脱模,即得所述磨料块;
[0071]
c)将步骤b所得磨料块粘接在砂轮基体上,加工至成品规格尺寸,即得所述铝基结合剂金刚石砂轮。
[0072]
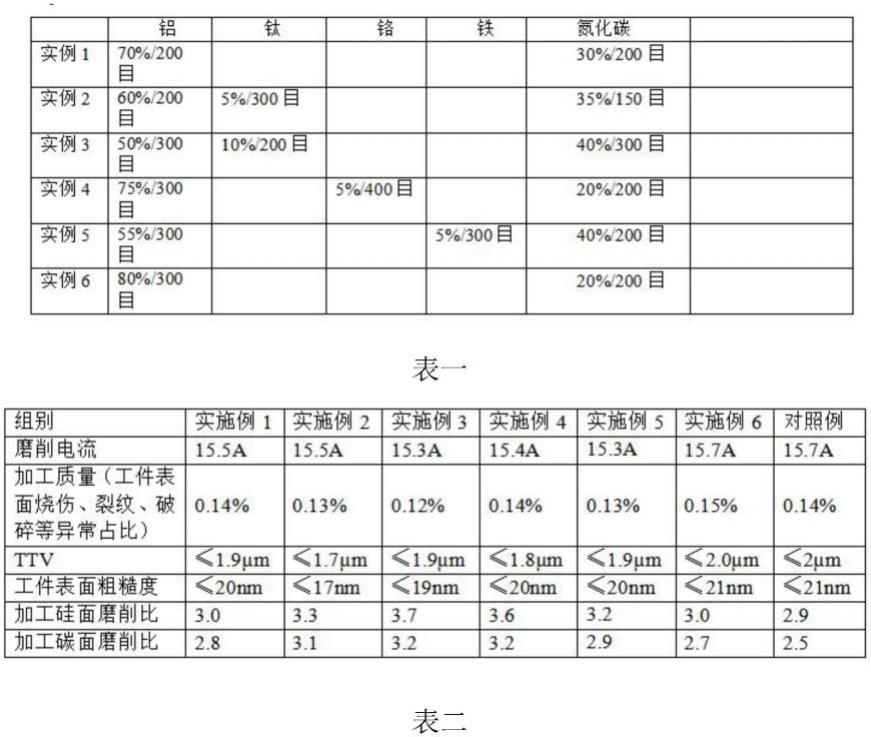
本发明的新型铝基陶瓷复合结合剂碳化硅减薄砂轮在碳化硅晶圆减薄加工的应
用情况,见表2。表1结合剂原料的质量含量和粒度。表2实施案例和对照例的磨削性能。
[0073]
相比于碳化硅减薄常用的陶瓷结合剂砂轮,采用本发明方法制作的新型铝基陶瓷复合结合剂砂轮由于氮化碳与金属原位反应生成增强相,结合剂对磨料把持力大幅提升,实施例的使用寿命(磨削比)、锋利性(磨削电流)、加工质量等应用指标均优于对照例。六组实施例中,实施例2-5由于另外添加了ti、cr、fe等替换金属组分,使得加入的氮化碳与金属之间反应更充分,生成的细小氮化物或碳化物能够起到增强增韧作用,进一步改善结合剂性能,其各项应用指标明显优于未添加替换金属组分的实施例1和6。
[0074]
以上均为本发明的较佳实施例,并非依此限制本发明的保护范围,故:凡依本发明的结构、形状、原理所做的等效变化,均应涵盖于本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
