1.本发明实施例涉及石油智能化开采技术领域,尤其涉及一种全金属锥形螺杆泵磨损智能补偿方法、系统及存储介质。
背景技术:
2.油气田是指受单一局部构造单位所控制的同一面积内的油藏、气藏、油气藏的总和。如果在这个局部构造范围内只有油藏,称为油田;为了将这些石油资源开采收集,在开采原油时需要使用石油开采用设备对其进行钻探抽取。在石油开采领域,石油开采设备一般有两种,一是抽油机,二是螺杆泵。近年来,螺杆泵采油方式逐渐普及使用,但无论是全金属的螺杆泵,还是橡胶定子的螺杆泵,缺点都愈发突出,具体如下:一、全金属螺杆泵:单位能耗低,耐高温,但双金属且柱形结构的设计,导致螺杆泵不耐磨,定转子在磨损后间隙变大,泵效下降,而且除了更换新泵无法解决间隙变大问题,导致全金属螺杆泵的使用寿命较短,使用成本高;双金属基本无弹性,在工作过程中不耐砂卡,一卡就死,无法解除,只能起井作业,影响采油,增加采油成本。二、橡胶定子的螺杆泵:橡胶有弹性,不容易发生砂卡,但不耐高温,最高只能承受约160℃上下的温度,易老化,井下情况复杂,橡胶定子老化非常快,寿命短;无法不能实现注采一体,每次注汽都要起泵作业,增加采油成本;而且泵效降低后无法有效补偿,只能起井换泵,使用成本高。
3.以上问题亟待解决。
技术实现要素:
4.为解决相关技术问题,本发明提供一种全金属锥形螺杆泵磨损智能补偿方法、系统及存储介质,来解决以上背景技术部分提到的问题。
5.为实现上述目的,本发明实施例采用如下技术方案:
6.第一方面,本发明实施例提供了一种全金属锥形螺杆泵磨损智能补偿方法,包括:
7.监测全金属锥形螺杆泵是否发生磨损;
8.若监测结果为是,则确定所述全金属锥形螺杆泵转子的磨损量;
9.根据所述全金属锥形螺杆泵转子的磨损量,确定所述全金属锥形螺杆泵转子所需的补偿量;
10.控制所述全金属锥形螺杆泵转子下降所述补偿量的高度,补偿所述全金属锥形螺杆泵的定转子间隙,完成对所述全金属锥形螺杆泵的磨损补偿。
11.作为一种可选的实施方式,所述监测全金属锥形螺杆泵是否发生磨损,包括:
12.设置所述全金属锥形螺杆泵转子的正常开采扭矩区间;
13.判断所述全金属锥形螺杆泵转子的实时扭矩是否低于所述正常开采扭矩区间的下限值;
14.若判断结果为是,则判断当前油水比例下出液量的下降比例是否达到设定值;
15.若判断结果为是,则判定所述全金属锥形螺杆泵发生磨损。
16.作为一种可选的实施方式,所述确定所述全金属锥形螺杆泵转子的磨损量,包括:
17.根据所述出液量的下降比例和/或所述实时扭矩低于所述正常开采扭矩区间的下限值的比例,确定所述全金属锥形螺杆泵转子的磨损量。
18.作为一种可选的实施方式,所述控制所述全金属锥形螺杆泵转子下降所述补偿量的高度,包括:
19.控制设置于井上的升降系统升降运动;设置于井下的控位器在所述升降系统升降运动的带动下驱动所述全金属锥形螺杆泵转子下降所述补偿量的高度。
20.作为一种可选的实施方式,所述控制设置于井上的升降系统升降运动;设置于井下的控位器在所述升降系统升降运动的带动下驱动所述全金属锥形螺杆泵转子下降所述补偿量的高度,包括:
21.所述升降系统硬链接传动轴承箱和抽油杆;所述控位器包括限位器和调节器;所述限位器旋拧固定在油管上,承托、控位所述调节器以及给所述限位器作锚定;所述调节器上下两端旋拧在所述抽油杆上,被限位器承托限位,并通过抽油杆与所述全金属锥形螺杆泵转子连接,所述升降系统和所述调节器通过抽油杆连接成一个整体;
22.控制设置于井上的升降系统升降运动,通过所述抽油杆带动所述调节器撞压在所述限位器上,调节杆受所述限位器挤压产生旋转力,从而将上下运动通过所述调节器转换成定向旋拧运动,使调节杆的调节螺栓旋拧,调节螺栓旋拧使得所述全金属锥形螺杆泵转子的位置下降,重复上述过程,直至所述全金属锥形螺杆泵转子的位置下降所述补偿量的高度。
23.作为一种可选的实施方式,所述重复上述过程,直至所述全金属锥形螺杆泵转子的位置下降所述补偿量的高度,包括:
24.根据所述调节杆的调节螺栓每一圈螺纹行程的行高和所述升降系统升降一次能够旋转所述调节螺栓的螺纹行程,计算所述调节杆的调节螺栓旋拧一圈所需所述升降系统的升降次数,并将所述调节杆的调节螺栓每旋拧一圈的调节过程设置为一个调节循环;根据所述全金属锥形螺杆泵转子所需的补偿量计算所述全金属锥形螺杆泵转子的位置下降所述补偿量所需的调节循环次数,根据计算结果控制所述升降系统动作,直至所述全金属锥形螺杆泵转子的位置下降所述补偿量的高度。
25.作为一种可选的实施方式,所述控制设置于井上的升降系统升降运动;设置于井下的控位器在所述升降系统升降运动的带动下驱动所述全金属锥形螺杆泵转子下降所述补偿量的高度,之前还包括:
26.确定所述升降系统中升降机的零位,所述升降机的升降以该零位确定正负数值;确定所述控位器中限位器的脱离点位和接触点位。
27.作为一种可选的实施方式,所述判断当前油水比例下出液量的下降比例是否达到设定值;若判断结果为是,则判定所述全金属锥形螺杆泵发生磨损,具体包括:
28.将出液量的下降比例从小到大设置为1级、2级、3级,判断当前油水比例下出液量的下降比例是否达到3级,若达到3级,则判定所述全金属锥形螺杆泵发生磨损。
29.第二方面,本发明实施例提供了一种全金属锥形螺杆泵磨损智能补偿系统,该系统包括但不限于升降系统、控位器以及中央控制系统,采用上述第一方面所述的全金属锥形螺杆泵磨损智能补偿方法完成对所述全金属锥形螺杆泵的磨损补偿。
30.第三方面,本发明实施例提供了一种计算机可读存储介质,所述计算机可读存储介质中存储有计算机执行指令,所述计算机执行指令被处理器执行时用于实现第一方面任一项所述的全金属锥形螺杆泵磨损智能补偿方法。
31.与现有技术相比,本发明实施例的技术方案优点如下:一、全金属锥形螺杆泵采用全金属材质,耐高温,能在400℃下正常工作,从而采用设备可以实现注采一体化作业,降低了采油成本;二、全金属锥形螺杆泵将传统螺杆泵的柱形结构改为了上大下小的锥形结构,无论静止状态还是高速运转状态,都能凭借和升降系统的配合,自如的实现上下运动,实现比橡胶定子更灵活有效的防砂卡功能;三、能够实时监测全金属锥形螺杆泵转子是否发生磨损,而且在监测到转子发生磨损后无需更换新泵,只需通过升降系统与控位器的配合即可实现对转子磨损的精确补偿,补偿后泵效如新,大幅延长了螺杆泵的使用寿命,可以至少实现寿命十倍延长,降低了采油成本,极大程度上推动了采油设备的智能化发展。
附图说明
32.为了更清楚地说明及理解本发明实施例中的技术方案,下面将对本发明背景技术、实施例描述中所需要使用的附图作简单的介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据本发明实施例的内容和这些附图获得其他的附图。
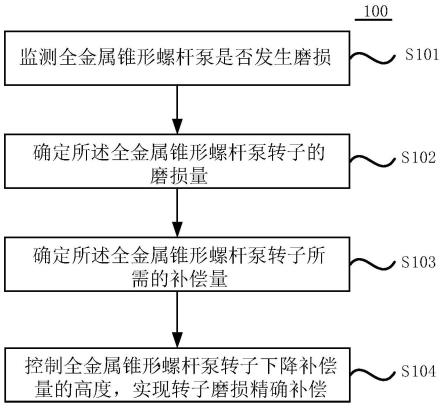
33.图1为本发明实施例提供的全金属锥形螺杆泵磨损智能补偿方法流程示意图。
具体实施方式
34.为使本发明解决的技术问题、采用的技术方案和达到的技术效果更加清楚,下面将结合附图对本发明实施例的技术方案作进一步的详细描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
35.实施例一
36.如图1所示,图1为本发明实施例提供的全金属锥形螺杆泵磨损智能补偿方法流程示意图。
37.本实施例中全金属锥形螺杆泵磨损智能补偿方法100包括:
38.s101.监测全金属锥形螺杆泵是否发生磨损;
39.s102.若步骤s101的监测结果为是,则确定所述全金属锥形螺杆泵转子的磨损量;
40.s103.根据所述全金属锥形螺杆泵转子的磨损量,确定所述全金属锥形螺杆泵转子所需的补偿量;
41.s104.控制所述全金属锥形螺杆泵转子下降所述补偿量的高度,补偿所述全金属锥形螺杆泵的定转子间隙,完成对全金属锥形螺杆泵的磨损补偿。
42.需要说明的是,所述全金属锥形螺杆泵安装于井下并包括定子和转子,所述定子设有内螺纹曲面,所述转子安装于所述定子内并且设有与所述内螺纹曲面配合的外螺纹曲面,所述内螺纹曲面和所述外螺纹曲面均为锥形螺旋结构并且锥度相同。
43.本发明实施例提供的全金属锥形螺杆泵磨损智能补偿方法100能够实时监测全金属锥形螺杆泵转子是否发生磨损,在监测到转子发生磨损后对磨损进行补偿,补偿后泵效
如新,无需更换新泵,大幅延长了螺杆泵的使用寿命,可以至少实现寿命十倍延长,降低了采油成本,极大程度上推动了采油设备的智能化发展。
44.实施例二
45.本实施例中全金属锥形螺杆泵磨损智能补偿方法包括:
46.s201.监测全金属锥形螺杆泵是否发生磨损;
47.s202.若步骤s201的监测结果为是,则确定所述全金属锥形螺杆泵转子的磨损量;
48.s203.根据所述全金属锥形螺杆泵转子的磨损量,确定所述全金属锥形螺杆泵转子所需的补偿量;
49.s204.控制所述全金属锥形螺杆泵转子下降所述补偿量的高度,补偿所述全金属锥形螺杆泵的定转子间隙,完成对全金属锥形螺杆泵的磨损补偿。
50.需要说明的是,所述全金属锥形螺杆泵安装于井下并包括定子和转子,所述定子设有内螺纹曲面,所述转子安装于所述定子内并且设有与所述内螺纹曲面配合的外螺纹曲面,所述内螺纹曲面和所述外螺纹曲面均为锥形螺旋结构并且锥度相同。
51.示例性的,在本实施例中所述步骤s201中监测全金属锥形螺杆泵是否发生磨损,包括:
52.s2011.设置所述全金属锥形螺杆泵转子的正常开采扭矩区间;
53.s2012.判断所述全金属锥形螺杆泵转子的实时扭矩是否低于所述正常开采扭矩区间的下限值;
54.s2013.若步骤s2012的判断结果为是,则判断当前油水比例下出液量的下降比例是否达到设定值;
55.s2014.若步骤s2013的判断结果为是,则判定所述全金属锥形螺杆泵发生磨损。
56.需要说明的是,因为井下状况比较复杂,而液体成分又会对扭矩产生重大的影响,因此,全金属锥形螺杆泵根据驱动电机的扭矩限值,把所有油井分为稠油井和常采井两大类,又把井深分为800米以内和800米以上两大类。
57.示例性的,在本实施例中常采井800米以内的,正常开采时扭矩值一般设定在80-600牛区间,低于下限值发出预警,高于上限值也会发出预警;设置扭矩报警限值例如800牛,超800牛限值发出报警并强制卸载扭矩。
58.示例性的,在本实施例中常采井800米以上的,正常开采时扭矩值一般设定在100-800牛,低于下限值发出预警,高于上限值也会发出预警;设置扭矩报警限值例如1000牛,超1000牛限值时发出报警并强制卸载扭矩。
59.示例性的,在本实施例中稠油井800米以内的,正常开采时扭矩值一般设定在100-900牛,低于下限值发出预警,高于上限值也会发出预警;设置扭矩报警限值例如1000牛,超1000牛限值时系统会报警并强制卸载扭矩。
60.示例性的,在本实施例中稠油井800米以上的,正常开采时扭矩值一般会设定在120-900牛,低于下限值发出预警,高于上限值也会发出预警;设置扭矩报警限值为达到限值的99%(电机的扭矩限值一般在1050-1500牛之间)前会发出报警并强制卸载扭矩。
61.示例性的,在本实施例中所述步骤s2013具体包括:
62.若所述全金属锥形螺杆泵转子的实时扭矩低于所述正常开采扭矩区间的下限值,驱动电机将及时向中央控制柜反馈,提供预警,并执行如下操作:
63.首先,根据安装在井口的液量比例感应器定时传回的出液量和油水比例数据或人工反馈的实时采油数据,判断出液量是否正常,若出液量正常,则解除此次预警;
64.其次,如果出液量低于正常值,则判断出液量的下降比例;示例性的,在本实施例中将出液量的下降比例从小到大设置为1级、2级、3级,判断当前油水比例下出液量的下降比例是否达到3级,若未达到3级,则控制驱动电机加快转速,直到达到设定的出液量范围。其中,在本实施例中1级、2级一般设定为整体出液量正常值的1/3以内。
65.第三,如果当前油水比例下出液量的下降比例达到3级,而且驱动电机加快的转速与泵口径出液量不成正比,则控制安装在井口的自动闭压阀进行自动闭压测试泵效,如压力显示不能在规定时间内达到设定数值(例如,一般设定5分钟内井口闭压压力达5mpa),则证明所述全金属锥形螺杆泵发生磨损,所述全金属锥形螺杆泵的定转子间隙变大,泵效下降,则需要控制升降系统使控位器的限位器降低位置,使转子下降位置,定转子重新恢复间隙配合,恢复最佳泵效。
66.需要说明的是,开始调整位置时会首先关闭闭压阀,然后调整转速,使转速恢复初始正常开采的转速,以便下一步精准调试到初始泵效。根据下文,升降系统与控位器配合的工作原理,例如,中央控制系统指令升降系统每升降7次作为一次调节循环,调节器的螺纹会往下旋一圈,放转子下降2mm。升降系统每一次调节循环后,会停止设定时间例如5分钟,以便让闭压阀的传感器传出稳定的定时数据。如此往复,直到闭压泵效达到初始的设定的正常值,升降系统才停止工作。因为闭压时的扭矩必然会高于正常生产时,所以闭压时扭矩会自动以驱动电机的限值为限值。闭压测试达标后,闭压阀自动打开,全金属锥形螺杆泵重新开始开采,中央控制系统根据实时动液面的高度,重新确定出液量和扭矩,以求调整后的泵达到新泵的效果,如果需要,还需进行复核调试。示例性的,在本实施例中,中央控制系统之所以根据实时动液面的高度,重新确定出液量和扭矩,是因为动液面每下降100米,则需要增加1mpa的推力,扭矩就要增加20-30牛,油水比例中油含量每增加10%,出液量就要相应减少10-20%,扭矩也要增加20-50牛。
67.示例性的,在本实施例中所述步骤s202-s203中若步骤s201的监测结果为是,则确定所述全金属锥形螺杆泵转子的磨损量;根据所述全金属锥形螺杆泵转子的磨损量,确定所述全金属锥形螺杆泵转子所需的补偿量,具体包括:
68.在本实施例中,若步骤s201确定所述全金属锥形螺杆泵转子发生磨损,则出液量每低于设定的正常值10%,升降系统控制转子位置下降补偿2mm。
69.在本实施例中,若步骤s201确定所述全金属锥形螺杆泵转子发生磨损,则扭矩每低于所述正常开采扭矩区间的下限值10%,升降系统控制转子位置下降补偿2mm。
70.若初次调整后存在误差例如10%,则中央控制系统将会根据结果自动复测。若补偿后泵效达不到设定的正常值,则中央控制系统将在自动检测后,做二次调整补偿,直到达标。
71.示例性的,在本实施例中控制所述全金属锥形螺杆泵转子下降所述补偿量的高度,补偿所述全金属锥形螺杆泵的定转子间隙,完成对全金属锥形螺杆泵的磨损补偿,包括:
72.控制设置于井上的升降系统升降运动;设置于井下的控位器在所述升降系统升降运动的带动下驱动所述全金属锥形螺杆泵转子下降所述补偿量的高度。
73.具体的,在本实施例中所述升降系统硬链接传动轴承箱和抽油杆。在本实施例中所述升降系统属于地面装置,能精确控制整个抽油杆及其连接件和附着件的整体升降,能实现0-2000mm以上的有效升降行程,该升降行程其实是指指丝杠行程,理论上,丝杠做多长,行程就可以有多长,只有能控制运行安全就可以。所述控位器是井下装置,正常安装位置在泵上口以上4-10米的位置,但不局限于此,可根据实际应用场景调整。所述控位器包括限位器和调节器;所述限位器是控位器的中空外筒装置,所述限位器旋拧固定在油管上,承托、控位所述调节器以及给所述限位器作锚定;所述调节器是控位器的中芯装置,上下两端旋拧在所述抽油杆上,被限位器承托限位,并通过抽油杆与所述全金属锥形螺杆泵转子连接,所述升降系统和所述调节器通过抽油杆连接成一个整体,升降一致。
74.具体的,在本实施例中,控制设置于井上的升降系统升降运动,通过所述抽油杆带动所述调节器撞压在所述限位器上,调节杆受所述限位器挤压产生旋转力,从而将上下运动通过所述调节器转换成定向旋拧运动,使调节杆的调节螺栓旋拧,调节螺栓旋拧使得所述全金属锥形螺杆泵转子的位置下降,重复上述过程,直至所述全金属锥形螺杆泵转子的位置下降所述补偿量的高度。
75.具体的,在本实施例中所述重复上述过程,直至所述全金属锥形螺杆泵转子的位置下降所述补偿量的高度,包括:
76.根据所述调节杆的调节螺栓每一圈螺纹行程的行高和所述升降系统升降一次能够旋转所述调节螺栓的螺纹行程,计算所述调节杆的调节螺栓旋拧一圈所需所述升降系统的升降次数,并将所述调节杆的调节螺栓每旋拧一圈的调节过程设置为一个调节循环;根据所述全金属锥形螺杆泵转子所需的补偿量计算所述全金属锥形螺杆泵转子的位置下降所述补偿量所需的调节循环次数,根据计算结果控制所述升降系统动作,直至所述全金属锥形螺杆泵转子的位置下降所述补偿量的高度。
77.示例性的,在本实施例中举例如下,调节器的旋拧螺栓一圈有7副上下对齿,升降机每下压一次,对齿通过斜面顺势向前走一齿,上升时弹簧会把对齿顶分离,如此重复,升降机升降7次正好调节器旋拧一圈,而调节器每圈螺纹的纹距约2mm,因此升降机每升降7次,转子下降补偿2mm。比如,中央控制系统检测到出液量已降低1/3以上,根据上文设定规则,此时转子最少要下降6mm,那么根据已知条件,中央控制系统会指令升降机首先做3个调节循环,共21次升降。由此可见,根据已知的数据、设定的程序和机械条件等,本发明实施例的方案可以把补偿高度精确到:升降系统的每次升降可以使转子向下补偿约0.3mm,每个调节循环共7次(不局限于此),可补偿2mm,实现了对转子磨损后的精确补偿。
78.示例性的,在本实施例中所述控制设置于井上的升降系统升降运动;设置于井下的控位器在所述升降系统升降运动的带动下驱动所述全金属锥形螺杆泵转子下降所述补偿量的高度,之前还包括:
79.一、确定所述升降系统中升降机的零位,所述升降机的升降以该零位确定正负数值:示例性的,新装泵启动前调试时,要首先在中央控制系统的屏幕手动输入一个位置数字,再点击一下位置确认,待升降机运转到位后,以此位置来点击设定零位,以后的升降机升降都以零位来定正负数值。需要说明的是,一般情况下,所述给定位置一般以称量系统显示的最重的位置再减少200-500公斤为准,但要确保轴承箱的下口有10-20mm的间隙余量,以防升降机下降到零位时轴承箱撞击。在本实施例中所述控位器也是以该零位为下定点向
上来回调节的。
80.二、确定控位器的脱离点位和接触点位:设备装井后开始生产前调试时,首先需要根据称重系统的称量数据来确定控位器的脱离点位和接触点位,并以此为标的,为控位器的精准调节提供数据支撑和机械行程余量:1.当升降机静态调试,如果举升时井下控位器脱离了接触,则此时升降机将承托起整个传动轴承箱、抽油杆、转子等生产系统的静态重量,同时,这个重量也自然压在了称量系统上,并会同步把数据在中央屏幕上实时显示。2.如果此时升降机继续上升但称量显示没有变化波动,则可以确认控位器脱离了接触,这时的重量也是静态时最重的。3.当确认控位器脱离接触时,再缓慢下降升降机,并确定在称量显示最重时和变轻时的升降机的大概位置,如果反复三遍重量变化的在升降机的位置没变,则就可以确认限位器脱离和接触的基本位置,这时,升降机再下降200-500公斤左右的位置,以压实限位器的弹簧虚位,达到正式生产位置,需要说明的是,和限位时接触部的高速钢有关,如果不把弹簧压实,接触部会产生虚接触磨损,如果压实了,则限位器本身的承重轴承会旋转,接触部会减少磨损,增加了控位器寿命。4.称量系统的重量显示和限位器的承载是相反的,每当称量数值增加时,则井下限位器的承载必然减轻,如果称量数值减少,则限位器正好相反,而且无论静态还是动态,其理论数值应该保持一致。
81.本发明实施例提供的全金属锥形螺杆泵磨损智能补偿方法优点如下:一、全金属锥形螺杆泵采用全金属材质,耐高温,能在400℃下正常工作,从而采用设备可以实现注采一体化作业,降低了采油成本;二、全金属锥形螺杆泵将传统螺杆泵的柱形结构改为了上大下小的锥形结构,无论静止状态还是高速运转状态,都能凭借和升降系统的配合,自如的实现上下运动,实现比橡胶定子更灵活有效的防砂卡功能;三、能够实时监测全金属锥形螺杆泵转子是否发生磨损,而且在监测到转子发生磨损后无需更换新泵,只需通过升降系统与控位器的配合即可实现对转子磨损的精确补偿,补偿后泵效如新,大幅延长了螺杆泵的使用寿命,可以至少实现寿命十倍延长,降低了采油成本,极大程度上推动了采油设备的智能化发展。
82.实施例三
83.本实施例中全金属锥形螺杆泵磨损智能补偿方法包括:
84.s301.监测全金属锥形螺杆泵是否发生磨损;
85.s302.若步骤s301的监测结果为是,则确定所述全金属锥形螺杆泵转子的磨损量;
86.s303.根据所述全金属锥形螺杆泵转子的磨损量,确定所述全金属锥形螺杆泵转子所需的补偿量;
87.s304.控制所述全金属锥形螺杆泵转子下降所述补偿量的高度,补偿所述全金属锥形螺杆泵的定转子间隙,完成对全金属锥形螺杆泵的磨损补偿。
88.需要说明的是,所述全金属锥形螺杆泵安装于井下并包括定子和转子,所述定子设有内螺纹曲面,所述转子安装于所述定子内并且设有与所述内螺纹曲面配合的外螺纹曲面,所述内螺纹曲面和所述外螺纹曲面均为锥形螺旋结构并且锥度相同。
89.示例性的,在本实施例中所述步骤s301中监测全金属锥形螺杆泵是否发生磨损,包括:
90.s3011.设置所述全金属锥形螺杆泵转子的正常开采扭矩区间;
91.s3012.判断所述全金属锥形螺杆泵转子的实时扭矩是否低于所述正常开采扭矩
区间的下限值;
92.s3013.若步骤s3012的判断结果为是,则判断当前油水比例下出液量的下降比例是否达到设定值;
93.s3014.若步骤s3013的判断结果为是,则判定所述全金属锥形螺杆泵发生磨损。
94.需要说明的是,因为井下状况比较复杂,而液体成分又会对扭矩产生重大的影响,因此,全金属锥形螺杆泵根据驱动电机的扭矩限值,把所有油井分为稠油井和常采井两大类,又把井深分为800米以内和800米以上两大类。
95.示例性的,在本实施例中常采井800米以内的,正常开采时扭矩值一般设定在80-600牛区间,低于下限值发出预警,高于上限值也会发出预警;设置扭矩报警限值例如800牛,超800牛限值发出报警并强制卸载扭矩。
96.示例性的,在本实施例中常采井800米以上的,正常开采时扭矩值一般设定在100-800牛,低于下限值发出预警,高于上限值也会发出预警;设置扭矩报警限值例如1000牛,超1000牛限值时发出报警并强制卸载扭矩。
97.示例性的,在本实施例中稠油井800米以内的,正常开采时扭矩值一般设定在100-900牛,低于下限值发出预警,高于上限值也会发出预警;设置扭矩报警限值例如1000牛,超1000牛限值时系统会报警并强制卸载扭矩。
98.示例性的,在本实施例中稠油井800米以上的,正常开采时扭矩值一般会设定在120-900牛,低于下限值发出预警,高于上限值也会发出预警;设置扭矩报警限值为达到限值的99%(电机的扭矩限值一般在1050-1500牛之间)前会发出报警并强制卸载扭矩。
99.示例性的,在本实施例中所述步骤s3013具体包括:
100.若所述全金属锥形螺杆泵转子的实时扭矩低于所述正常开采扭矩区间的下限值,驱动电机将及时向中央控制柜反馈,提供预警,并执行如下操作:
101.首先,根据安装在井口的液量比例感应器定时传回的出液量和油水比例数据或人工反馈的实时采油数据,判断出液量是否正常,若出液量正常,则解除此次预警;
102.其次,如果出液量低于正常值,则判断出液量的下降比例;示例性的,在本实施例中将出液量的下降比例从小到大设置为1级、2级、3级,判断当前油水比例下出液量的下降比例是否达到3级,若未达到3级,则控制驱动电机加快转速,直到达到设定的出液量范围。其中,在本实施例中1级、2级一般设定为整体出液量正常值的1/3以内。
103.第三,如果当前油水比例下出液量的下降比例达到3级,而且驱动电机加快的转速与泵口径出液量不成正比,则控制安装在井口的自动闭压阀进行自动闭压测试泵效,如压力显示不能在规定时间内达到设定数值(例如,一般设定5分钟内井口闭压压力达5mpa),则证明所述全金属锥形螺杆泵发生磨损,所述全金属锥形螺杆泵的定转子间隙变大,泵效下降,则需要控制升降系统使控位器的限位器降低位置,使转子下降位置,定转子重新恢复间隙配合,恢复最佳泵效。
104.需要说明的是,开始调整位置时会首先关闭闭压阀,然后调整转速,使转速恢复初始正常开采的转速,以便下一步精准调试到初始泵效。根据下文,升降系统与控位器配合的工作原理,例如,中央控制系统指令升降系统每升降7次作为一次调节循环,调节器的螺纹会往下旋一圈,放转子下降2mm。升降系统每一次调节循环后,会停止设定时间例如5分钟,以便让闭压阀的传感器传出稳定的定时数据。如此往复,直到闭压泵效达到初始的设定的
正常值,升降系统才停止工作。因为闭压时的扭矩必然会高于正常生产时,所以闭压时扭矩会自动以驱动电机的限值为限值。闭压测试达标后,闭压阀自动打开,全金属锥形螺杆泵重新开始开采,中央控制系统根据实时动液面的高度,重新确定出液量和扭矩,以求调整后的泵达到新泵的效果,如果需要,还需进行复核调试。示例性的,在本实施例中,中央控制系统之所以根据实时动液面的高度,重新确定出液量和扭矩,是因为动液面每下降100米,则需要增加1mpa的推力,扭矩就要增加20-30牛,油水比例中油含量每增加10%,出液量就要相应减少10-20%,扭矩也要增加20-50牛。
105.示例性的,在本实施例中所述步骤s302-s303中若步骤s301的监测结果为是,则确定所述全金属锥形螺杆泵转子的磨损量;根据所述全金属锥形螺杆泵转子的磨损量,确定所述全金属锥形螺杆泵转子所需的补偿量,具体包括:
106.在本实施例中,若步骤s301确定所述全金属锥形螺杆泵转子发生磨损,则出液量每低于设定的正常值10%,升降系统控制转子位置下降补偿2mm。
107.在本实施例中,若步骤s301确定所述全金属锥形螺杆泵转子发生磨损,则扭矩每低于所述正常开采扭矩区间的下限值10%,升降系统控制转子位置下降补偿2mm。
108.若初次调整后存在误差例如10%,则中央控制系统将会根据结果自动复测。若补偿后泵效达不到设定的正常值,则中央控制系统将在自动检测后,做二次调整补偿,直到达标。
109.示例性的,在本实施例中控制所述全金属锥形螺杆泵转子下降所述补偿量的高度,补偿所述全金属锥形螺杆泵的定转子间隙,完成对全金属锥形螺杆泵的磨损补偿,包括:
110.控制设置于井上的升降系统升降运动;设置于井下的控位器在所述升降系统升降运动的带动下驱动所述全金属锥形螺杆泵转子下降所述补偿量的高度。
111.具体的,在本实施例中所述升降系统硬链接传动轴承箱和抽油杆。在本实施例中所述升降系统属于地面装置,能精确控制整个抽油杆及其连接件和附着件的整体升降,能实现0-2000mm以上的有效升降行程,该升降行程其实是指指丝杠行程,理论上,丝杠做多长,行程就可以有多长,只有能控制运行安全就可以。所述控位器是井下装置,正常安装位置在泵上口以上4-10米的位置,但不局限于此,可根据实际应用场景调整。所述控位器包括限位器和调节器;所述限位器是控位器的中空外筒装置,所述限位器旋拧固定在油管上,承托、控位所述调节器以及给所述限位器作锚定;所述调节器是控位器的中芯装置,上下两端旋拧在所述抽油杆上,被限位器承托限位,并通过抽油杆与所述全金属锥形螺杆泵转子连接,所述升降系统和所述调节器通过抽油杆连接成一个整体,升降一致。
112.具体的,在本实施例中,控制设置于井上的升降系统升降运动,通过所述抽油杆带动所述调节器撞压在所述限位器上,调节杆受所述限位器挤压产生旋转力,从而将上下运动通过所述调节器转换成定向旋拧运动,使调节杆的调节螺栓旋拧,调节螺栓旋拧使得所述全金属锥形螺杆泵转子的位置下降,重复上述过程,直至所述全金属锥形螺杆泵转子的位置下降所述补偿量的高度。
113.具体的,在本实施例中所述重复上述过程,直至所述全金属锥形螺杆泵转子的位置下降所述补偿量的高度,包括:
114.根据所述调节杆的调节螺栓每一圈螺纹行程的行高和所述升降系统升降一次能
够旋转所述调节螺栓的螺纹行程,计算所述调节杆的调节螺栓旋拧一圈所需所述升降系统的升降次数,并将所述调节杆的调节螺栓每旋拧一圈的调节过程设置为一个调节循环;根据所述全金属锥形螺杆泵转子所需的补偿量计算所述全金属锥形螺杆泵转子的位置下降所述补偿量所需的调节循环次数,根据计算结果控制所述升降系统动作,直至所述全金属锥形螺杆泵转子的位置下降所述补偿量的高度。
115.示例性的,在本实施例中举例如下,调节器的旋拧螺栓一圈有7副上下对齿,升降机每下压一次,对齿通过斜面顺势向前走一齿,上升时弹簧会把对齿顶分离,如此重复,升降机升降7次正好调节器旋拧一圈,而调节器每圈螺纹的纹距约2mm,因此升降机每升降7次,转子下降补偿2mm。比如,中央控制系统检测到出液量已降低1/3以上,根据上文设定规则,此时转子最少要下降6mm,那么根据已知条件,中央控制系统会指令升降机首先做3个调节循环,共21次升降。由此可见,根据已知的数据、设定的程序和机械条件等,本发明实施例的方案可以把补偿高度精确到:升降系统的每次升降可以使转子向下补偿约0.3mm,每个调节循环共7次(不局限于此),可补偿2mm,实现了对转子磨损后的精确补偿。
116.示例性的,在本实施例中所述控制设置于井上的升降系统升降运动;设置于井下的控位器在所述升降系统升降运动的带动下驱动所述全金属锥形螺杆泵转子下降所述补偿量的高度,之前还包括:
117.一、确定所述升降系统中升降机的零位,所述升降机的升降以该零位确定正负数值:示例性的,新装泵启动前调试时,要首先在中央控制系统的屏幕手动输入一个位置数字,再点击一下位置确认,待升降机运转到位后,以此位置来点击设定零位,以后的升降机升降都以零位来定正负数值。需要说明的是,一般情况下,所述给定位置一般以称量系统显示的最重的位置再减少200-500公斤为准,但要确保轴承箱的下口有10-20mm的间隙余量,以防升降机下降到零位时轴承箱撞击。在本实施例中所述控位器也是以该零位为下定点向上来回调节的。
118.二、确定控位器的脱离点位和接触点位:设备装井后开始生产前调试时,首先需要根据称重系统的称量数据来确定控位器的脱离点位和接触点位,并以此为标的,为控位器的精准调节提供数据支撑和机械行程余量:1.当升降机静态调试,如果举升时井下控位器脱离了接触,则此时升降机将承托起整个传动轴承箱、抽油杆、转子等生产系统的静态重量,同时,这个重量也自然压在了称量系统上,并会同步把数据在中央屏幕上实时显示。2.如果此时升降机继续上升但称量显示没有变化波动,则可以确认控位器脱离了接触,这时的重量也是静态时最重的。3.当确认控位器脱离接触时,再缓慢下降升降机,并确定在称量显示最重时和变轻时的升降机的大概位置,如果反复三遍重量变化的在升降机的位置没变,则就可以确认限位器脱离和接触的基本位置,这时,升降机再下降200-500公斤左右的位置,以压实限位器的弹簧虚位,达到正式生产位置,需要说明的是,和限位时接触部的高速钢有关,如果不把弹簧压实,接触部会产生虚接触磨损,如果压实了,则限位器本身的承重轴承会旋转,接触部会减少磨损,增加了控位器寿命。4.称量系统的重量显示和限位器的承载是相反的,每当称量数值增加时,则井下限位器的承载必然减轻,如果称量数值减少,则限位器正好相反,而且无论静态还是动态,其理论数值应该保持一致。
119.示例性的,在本实施例中全金属锥形螺杆泵磨损智能补偿方法还包括:根据上述针对稠油井和常采井设置的正常开采扭矩区间和扭矩报警限值,在扭矩高于正常开采扭矩
区间上限值时预警并判定是否执行扭矩超载程序;在扭矩达到扭矩报警限值时报警并执行强制卸载扭矩程序;在极端天气,扭矩瞬间超载时,启动停机程序、终极安全程序;具体如下:
120.一、扭矩高于正常开采扭矩区间上限值时预警并判定是否执行扭矩超载程序
121.在本实施例中高扭矩预警是为了峰值扭矩过高时,电机及时向中央控制系统提供预警。因为随着液位的降低,对泵的举升要求更高,带来的泵的扭矩输出也更高,因此,当扭矩高于正常开采扭矩区间上限值时,首先称量系统根据整管油重量换算出井下动液面的高度,判断是否供液不足,如是,则自动测算出当前液位的最佳恒速开采量,来适量降低出液量,以防液位归零后干采;如供液充足,则判定是液体含沙量超载导致扭矩增大,中央控制系统根据井口检测到的数据和预设的扭矩超载程序,施行自动排沙,直到扭矩恢复正常。其中,称量系统根据整管油重量换算出井下动液面的高度(地面到液面的高度)包括:根据采油设备调试时称量系统的最重显示(静态),确认称量系统承重的全部设备(传动齿轮箱、升降机、抽油杆、转子)的净重(重量含沉没度液体浮力);根据采油设备生产时称量系统的最重显示(动态,含满管液体),确认设备生产时的动态净重(含设备沉没度液体浮力);动态净重-静态净重=液体举升净重(动态和静态的沉没度浮力相抵消),液体举升净重
÷
液体每米净重=动液面高度。
122.二、在扭矩达到扭矩报警限值时报警并执行强制卸载扭矩程序
123.在本实施例中当达到扭矩报警限值时,发出指令,强制升降系统上升,称量系统显示达到满管油最高值时,重量突然开始下降,全金属锥形螺杆泵的定转子脱离接触,直到扭矩卸载;需要说明都是,全金属锥形螺杆泵的定转子脱离接触后,转子周边下泄通道将打开,满管油下泄,这时重量变轻。
124.当扭矩卸载确认安全后,指令升降系统恢复上一次正常开采的位置(卸载扭矩之前)试开采,直到确认所有数据例如扭矩正常、轴承箱不反转等达到设定指标后才正式开采。如重新开采后扭矩继续超载,则升降系统根据预设的程序多次重复上升,每次重复上升的位置比上一次上升高出设定值,直到扭矩恢复正常;需要说明的是,此处的设定值一般设置为一个调节循环所调节的高度值,这样便于计算限位器调节次数。
125.三、在极端天气,扭矩瞬间超载时,启动停机程序、终极安全程序
126.在本实施例中如果遇到极端情况,扭矩瞬间超载,由于扭矩的上下传递需要时间,中央控制系统处理不及时会引发电机瞬间高速反转,使得抽油杆脱杆甚至轴承箱甩飞(即飞车现象),此时,中央控制系统自动启动停机程序,升降机上到最高值,同时启动终极安全程序,缓慢释放扭矩,直到扭矩归零。其中,终极安全程序包括:设置一扭矩安全系统;扭矩安全系统安装控制柜反面,由n个电阻器组成;终极安全程序启动后,电阻器利用电阻能力阻止电机高速反转,并能把反转控制在安全转速例如60转/分钟,使其既能慢慢把扭矩卸载,又能和井下传递上来的高扭力形成反作用力,使得抽油杆只会越来越紧,不会脱杆更不会飞车,直到扭矩归零。
127.本发明实施例提供的全金属锥形螺杆泵磨损智能补偿方法优点如下:一、全金属锥形螺杆泵采用全金属材质,耐高温,能在400℃下正常工作,从而采用设备可以实现注采一体化作业,降低了采油成本;二、全金属锥形螺杆泵将传统螺杆泵的柱形结构改为了上大下小的锥形结构,无论静止状态还是高速运转状态,都能凭借和升降系统的配合,自如的实
现上下运动,实现比橡胶定子更灵活有效的防砂卡功能;三、能够实时监测全金属锥形螺杆泵转子是否发生磨损,而且在监测到转子发生磨损后无需更换新泵,只需通过升降系统与控位器的配合即可实现对转子磨损的精确补偿,补偿后泵效如新,大幅延长了螺杆泵的使用寿命,可以至少实现寿命十倍延长,降低了采油成本,极大程度上推动了采油设备的智能化发展。四、可以实时监控并处理扭矩预警、扭矩超载报警以及扭矩瞬间超载的问题,确保采油设备的安全稳定运行。
128.实施例四
129.本实施例提供一种全金属锥形螺杆泵磨损智能补偿系统,该系统包括但不限于升降系统、控位器以及中央控制系统,采用上述实施例一、实施例二或实施例三任一实施例所述的全金属锥形螺杆泵磨损智能补偿方法完成对所述全金属锥形螺杆泵的磨损补偿。
130.本发明实施例提供的全金属锥形螺杆泵磨损智能补偿系统中全金属锥形螺杆泵采用全金属材质,耐高温,能在400℃下正常工作,从而采用设备可以实现注采一体化作业,降低了采油成本;全金属锥形螺杆泵将传统螺杆泵的柱形结构改为了上大下小的锥形结构,无论静止状态还是高速运转状态,都能凭借和升降系统的配合,自如的实现上下运动,实现比橡胶定子更灵活有效的防砂卡功能;能够实时监测全金属锥形螺杆泵转子是否发生磨损,而且在监测到转子发生磨损后无需更换新泵,只需通过升降系统与控位器的配合即可实现对转子磨损的精确补偿,补偿后泵效如新,大幅延长了螺杆泵的使用寿命,可以至少实现寿命十倍延长,降低了采油成本。
131.实施例五
132.本发明实施例提供了一种计算机可读存储介质,所述计算机可读存储介质中存储有计算机执行指令,所述计算机执行指令被处理器执行时用于实现上述实施例一或实施例二所述的全金属锥形螺杆泵磨损智能补偿方法。
133.注意,上述仅为本发明的较佳实施例及所运用技术原理。本领域技术人员会理解,本发明不限于这里所述的特定实施例,对本领域技术人员来说能够进行各种明显的变化、重新调整和替代而不会脱离本发明的保护范围。因此,虽然通过以上实施例对本发明进行了较为详细的说明,但是本发明不仅仅限于以上实施例,在不脱离本发明构思的情况下,还可以包括更多其他等效实施例,而本发明的范围由所附的权利要求范围决定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。