制造玻璃带的方法
1.相关申请的交叉引用
2.本技术案根据专利法请求2020年6月19日申请的美国临时申请案系列第63/041,339号的优先权权益,以其内容为依据且该内容以全文引用的方式并入本文。
技术领域
3.本公开通常涉及制造玻璃带的方法,且更具体地,涉及包括加热玻璃带的表面的制造玻璃带的方法。
背景技术:
4.玻璃板可用于光伏打应用或显示应用,例如液晶显示器(liquid crystal display,lcd)、电泳显示器(electrophoretic display,epd)、有机发光二极管显示器(organic light emitting diode display,oled)及等离子体显示面板(plasma display panel,pdp)。玻璃板通常由流动至形成装置的玻璃形成材料制造,由此玻璃网可以通过各种网形成工艺形成,例如槽拉、浮法、下拉、熔融下拉、辊压、拉管或上拉。玻璃网可以周期性地分离成单独的玻璃板。针对各种应用,需要控制玻璃板的表面粗糙度。
5.已知在形成玻璃板之后处理玻璃板。例如,化学蚀刻、机械磨削及/或机械研磨可以降低玻璃板的表面粗糙度。然而,此形成后处理可以修改玻璃带的表面性质。因此,需要一种制造玻璃带的方法,该方法产生包括低表面粗糙度的玻璃带,而无需进行形成后处理。
技术实现要素:
6.以下呈现本公开的简化概述,以提供对详细描述中所描述的一些实施方式的基本理解。
7.本公开的实施方式可以提供高质量的玻璃带及/或玻璃板。将玻璃形成带的一部分加热至距第一主表面小(例如250微米或更小、50微米或更小、10微米或更小)的深度可以产生具有低表面粗糙度(例如约5纳米或更小)的玻璃带及/或玻璃板。此外,相对于在不加热的情况下形成第二玻璃带,玻璃形成带的加热可以显著降低玻璃带的表面粗糙度(例如第二玻璃带的表面粗糙度的约5%或更小或约0.01至约1%的范围内)。加热可以提供上述低表面粗糙度,而无需对玻璃带及/或玻璃板进行后续处理(例如化学蚀刻、机械磨削、机械研磨)。加热玻璃形成带可以降低及/或消除例如由辊及/或形成装置引入的表面粗糙度。降低表面粗糙度可以使得所得玻璃带及/或玻璃板能够满足对表面粗糙度更严格的设计规范,同时减少不合格玻璃带及/或玻璃板的浪费。
8.本公开的实施方式可以提高制造玻璃带的处理效率。当玻璃形成带处于粘性状态(例如约1,000帕斯卡-秒至约10
11
帕斯卡-秒)时加热玻璃形成带可以与由玻璃形成材料制造玻璃带的其他方面一起例如在形成装置与将玻璃带分成多个玻璃板之间执行。提供一起加热可以减少制造玻璃带的时间及/或空间需求,此是因为可以减少及/或消除对玻璃带及/或玻璃板的后续处理的需求。另外,可以减少及/或消除与玻璃带及/或玻璃板的后续处
理相关联的劳动力及/或设备成本。
9.本公开的实施方式可以包括当玻璃形成带处于升高的温度(例如约500℃至约1300℃)时加热玻璃形成带。当玻璃形成带处于升高的温度时加热玻璃形成带可以自加热产生具有低残余应力或无残余应力的玻璃带及/或玻璃板,例如,此是因为玻璃形成带在加热期间处于粘性状态。另外,当玻璃形成带处于升高的温度时加热玻璃形成带可以减少将玻璃形成带的一部分加热至距第一主表面小(例如250微米或更小、50微米或更小、10微米或更小)的深度以获得足够的温度及/或粘度以降低表面粗糙度所需的能量。
10.本公开的实施方式可以将玻璃形成带的加热局部化至距第一主表面小(例如250微米或更小、50微米或更小、10微米或更小)的深度。将加热局部化可以降低该部分的粘度(例如约100帕斯卡-秒至约1,000帕斯卡-秒),这可以例如通过包括玻璃形成带的玻璃形成材料的表面张力促进第一主表面的平滑。另外,将加热局部化可以降低第一主表面的表面粗糙度,而不会显著加热该地点处的玻璃形成带的其余厚度,这可以防止玻璃形成带的厚度改变或形状变形。此外,将加热局部化可以降低降低第一主表面的表面粗糙度所需的能量。通过选择包括小吸收深度(例如约10微米或更小)的加热及/或选择加热的停留时间来将玻璃形成带加热至小的加热深度(例如250微米或更小、约50微米或更小)可以实现所需能量的进一步降低及/或防止带变形。
11.在一些实施方式中,一种制造玻璃带的方法可以包括使玻璃形成带沿行进路径流动。玻璃形成带可以包括第一主表面及与第一主表面相对的第二主表面。玻璃形成带的厚度可限定在第一主表面与第二主表面之间。宽度可以跨越行进路径延伸。方法可以包括在玻璃形成带沿行进路径行进的同时在行进路径的目标位置处加热玻璃形成带的第一主表面。加热可以将目标位置处的玻璃形成带的温度升高至距第一主表面约250微米或更小的加热深度。方法可以包括将玻璃形成带冷却成玻璃带。在加热之前,目标位置处的玻璃形成带可以包括约1,000帕斯卡-秒至约10
11
帕斯卡-秒的范围内的平均粘度。
12.在其他实施方式中,方法可以进一步包括在目标位置上游的行进路径上的地点处使玻璃形成带的第一主表面实质上跨越玻璃形成带的整个宽度与辊接触。
13.在其他实施方式中,方法可以进一步包括通过使玻璃形成材料流过形成装置的孔口来形成玻璃形成带。
14.在其他实施方式中,目标位置处的平均粘度可以在约1,000帕斯卡-秒至约10
6.6
帕斯卡-秒的范围内。
15.在甚至其他实施方式中,目标位置处的平均粘度可以在约10,000帕斯卡-秒至约20,000帕斯卡-秒的范围内。
16.在其他实施方式中,目标位置处的平均粘度可以在约10
6.6
帕斯卡-秒至约10
11
帕斯卡-秒的范围内。
17.在其他实施方式中,在加热之前,目标位置处的玻璃形成带的平均温度可以在约500℃至约1300℃的范围内。
18.在甚至其他实施方式中,目标位置处的玻璃形成带的平均温度可以在约750℃至约1250℃的范围内。
19.在仍其他实施方式中,目标位置处的玻璃形成带的平均温度可以在约900℃至约1100℃的范围内。
20.在甚至其他实施方式中,目标位置处的玻璃形成带的平均温度可以在约500℃至约750℃的范围内。
21.在其他实施方式中,在玻璃带的后续处理之前的玻璃带的第一主表面的表面粗糙度可为约5纳米(nm)或更小。
22.在甚至其他实施方式中,玻璃带的第一主表面的表面粗糙度ra可以在约0.1纳米至约2纳米的范围内。
23.在甚至其他实施方式中,在玻璃带的后续处理之前的玻璃带的第一主表面的表面粗糙度ra可为在第二玻璃带的后续处理之前的第二玻璃带的表面粗糙度ra的约5%或更少。除了加热之外,第二玻璃带可以与玻璃带相同地被制造。
24.在仍其他实施方式中,玻璃带的第一主表面的表面粗糙度ra可以在第二玻璃带的表面粗糙度ra的约0.01%至约1%的范围内。
25.在其他实施方式中,在目标位置处加热第一主表面可以以约0.1千瓦/平方公分至约100千瓦/平方公分的范围内的速率将能量传递给玻璃形成带。
26.在甚至其他实施方式中,在目标位置处加热第一主表面可以以约1千瓦/平方公分至约20千瓦/平方公分的范围内的速率将能量传递给玻璃形成带。
27.在甚至其他实施方式中,传递给目标位置处的玻璃形成带的实质上所有能量可以在距目标位置处的第一主表面约10微米或更小的范围内被吸收。
28.在其他实施方式中,加热深度可为约10微米或更小。
29.在其他实施方式中,其中玻璃形成带的玻璃形成材料在目标位置处的吸收深度可为约50微米或更小。
30.在甚至其他实施方式中,吸收深度可为约10微米或更小。
31.在其他实施方式中,方法可以进一步包括在玻璃形成带沿行进路径行进的同时在行进路径的第二目标位置处加热玻璃形成带的第二主表面。加热可以将第二目标位置处的玻璃形成带的温度升高至距第二主表面约250微米或更小的加热深度。
32.在甚至其他实施方式中,加热第二主表面可以将第二目标位置处的玻璃形成带的温度升高至距第二主表面约10微米或更小的加热深度。
33.在甚至其他实施方式中,在玻璃带的后续处理之前的玻璃带的第二主表面的表面粗糙度ra可为约5纳米或更小。
34.在仍其他实施方式中,玻璃带的第二主表面的表面粗糙度ra可以在约0.1纳米至约2纳米的范围内。
35.在仍其他实施方式中,在玻璃带的后续处理之前的玻璃带的第二主表面的表面粗糙度ra可为在第二玻璃带的后续处理之前的第二玻璃带的表面粗糙度ra的约5%或更少。除了加热之外,第二玻璃带可以与玻璃带相同地被制造。
36.在仍其他实施方式中,玻璃带的第二主表面的表面粗糙度ra可以在第二玻璃带的表面粗糙度ra的约0.01%至约1%的范围内。
37.在甚至其他实施方式中,在第二目标位置处加热玻璃形成带的第二主表面可以以约0.1千瓦/平方公分至约100千瓦/平方公分的范围内的速率将能量传递给第二主表面。
38.在仍其他实施方式中,在第二目标位置处加热第二主表面以约1千瓦/平方公分至约20千瓦/平方公分的范围内的速率将能量传递给第二主表面。
39.在其他实施方式中,加热可以包括用激光束在目标位置处撞击玻璃形成带的第一主表面。
40.在甚至其他实施方式中,激光束可以包括在约1.5微米至约20微米的范围内的波长。
41.在仍其他实施方式中,激光束的波长可以在约5微米至约15微米的范围内。
42.在甚至其他实施方式中,激光束的波长可以在约9微米至约12微米的范围内。
43.在甚至其他实施方式中,激光束在横向于行进路径的方向上的宽度可为目标位置处的玻璃形成带的宽度的约50%或更多。
44.在仍其他实施方式中,激光束的宽度可以在目标位置处的玻璃形成带的宽度的约80%至约100%的范围内。
45.在甚至其他实施方式中,方法可以进一步包括在目标位置处跨越玻璃形成带的宽度的一部分扫描激光束。
46.在甚至其他实施方式中,方法可以进一步包括在目标位置处跨越玻璃形成带的宽度的一部分扫描激光束。
47.在仍其他实施方式中,该部分可以在目标位置处的玻璃形成带的宽度的约80%至约100%的范围内。
48.在甚至其他实施方式中,撞击可以包括用多个激光束撞击目标位置处的第一主表面。
49.在仍其他实施方式中,在目标位置处撞击玻璃形成带的多个激光束可以沿玻璃形成带的宽度的方向配置成一列。
50.在甚至其他实施方式中,激光束可为包括实质上恒定的注量的实质上连续的激光束。
51.在其他实施方式中,加热可以包括用燃烧器发出火焰且用火焰加热目标位置处的玻璃形成带。
52.在甚至其他实施方式中,燃烧器可以包括发出多个火焰的多个燃烧器。多个火焰可以在目标位置处加热玻璃形成带。
53.在仍其他实施方式中,多个火焰可以沿玻璃形成带的宽度的方向配置成一列。
54.在甚至其他实施方式中,燃烧器可以发出功率实质恒定的火焰。
55.在其他实施方式中,方法可以进一步包括将玻璃带分成多个玻璃板。
56.在一些实施方式中,制作电子产品的方法可以包括将电气组件至少部分地置放在外壳内,外壳包括前表面、后表面及侧表面,且电气组件包括控制器、内存及显示器,其中显示器置放在外壳的前表面处或附近。方法可以进一步包括在显示器上方安置覆盖基板。外壳的一部分或覆盖基板中的至少一者包括通过上文实施方式中的任一者的方法制造的玻璃带的一部分。
57.在一些实施方式中,电子产品可以包括外壳,该外壳包括前表面、后表面及侧表面。电子产品可以包括至少部分在外壳内的电气组件。电气组件可以包括控制器、内存及显示器。显示器可以处于外壳的前表面处或附近。电子产品可以包括安置在显示器上方的覆盖基板。外壳的一部分或覆盖基板中的至少一者可以包括上文实施方式中的任一者的玻璃带的一部分。
58.本文中所公开的实施方式的附加特征及优点将在以下详细描述中阐述,且所属领域的技术人员将自该描述部分地清楚或通过实践本文中所描述的实施方式(包括以下详细描述、权利要求书以及附图)而认识到。应当理解,前述一般性描述及以下详细描述两者呈现旨在提供用于理解本文中所公开的实施方式的本质及特征的概述或框架的实施方式。包含附图以提供进一步的理解且被并入且构成本说明书的一部分。附图图示了本公开的各种实施方式,且与描述一起解释了其原理及操作。
附图说明
59.当参考附图阅读以下详细描述时,可以较佳地理解这些及其他特征、方面及优点,其中:
60.图1示意性地图示了根据本公开的一些实施方式的玻璃制造设备的示例性实施方式;
61.图2示出了根据本公开的一些实施方式的玻璃制造的视图;
62.图3图示了根据本公开的一些实施方式的沿图2的线3-3截取的玻璃制造设备的横截面图;
63.图4图示了根据本公开的一些实施方式的沿图2的线4-4截取的玻璃制造设备的横截面图;
64.图5图示了根据本公开的一些实施方式的沿图2至图3的线5-5截取的玻璃制造设备的横截面图;
65.图6图示了根据本公开的一些实施方式的沿图2至图3的线5-5截取的玻璃制造设备的另一横截面图;
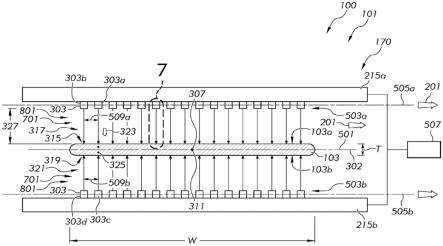
66.图7为图5的放大图7;
67.图8为图5的另一放大图7;
68.图9为根据一些实施方式的实例电子装置的示意性平面图;以及
69.图10为图9的实例电子装置的示意性立体图。
具体实施方式
70.现在将在下文中参考示出示例性实施方式的附图更全面地描述实施方式。只要有可能,贯穿附图使用相同的附图标记来指相同或相似的部分。然而,本公开可以以许多不同的形式来体现且不应被解释为限于本文中所阐述的实施方式。
71.本公开涉及用于制造玻璃带的方法,该方法可以使用制造设备且可以用于由一定量的玻璃形成材料制造玻璃或玻璃陶瓷制品(例如玻璃带、玻璃形成材料带)的方法中。例如,图1至图4图示了在制造可冷却成玻璃带的玻璃形成材料带的背景下包括下拉设备(例如压轧、槽拉)的玻璃制造设备。除非另有说明,否则对玻璃制造设备的实施方式的特征的论述可同样适用于用于产生玻璃或玻璃陶瓷制品的其他形成设备的对应特征。玻璃形成设备的实例包含槽拉设备、浮槽设备、下拉设备、上拉设备、压辊设备或可用于由一定量的玻璃形成材料形成玻璃制品(例如玻璃带、玻璃形成材料带)的其他玻璃制品制造设备。在一些实施方式中,来自这些工艺中的任一者的玻璃制品随后可以被分割以提供适用于进一步处理成应用(例如显示器应用、电子装置)的多个玻璃制品(例如分离的玻璃带、分离的玻璃
板)。例如,分离的玻璃带可用于广泛的应用,包括液晶显示器(liquid crystal display,lcd)、电泳显示器(electrophoretic display,epd)、有机发光二极管显示器(organic light emitting diode display,oled)、等离子体显示面板(plasma display panel,pdp)、触控传感器、光伏打、电器(例如炉灶)或其类似者。这些显示器可并入例如行动电话、平板计算机、便携式计算机、手表、穿戴式装置及/或具有触控功能的监测器或显示器中。
72.如图1中所示意性地图示,在一些实施方式中,玻璃制造设备100可以包括玻璃形成设备101,该玻璃形成设备101包括设计成由一定量的玻璃形成材料121产生玻璃带103的形成装置140。如本文中所使用,术语“玻璃带”是指即使在材料不处于玻璃态(即高于其玻璃转变温度)的情况下亦自形成装置140拉出后的材料。在一些实施方式中,玻璃带103可以包括安置在沿玻璃带103的第一外边缘153及第二外边缘155形成的相对边缘珠之间的中央部分152。另外,在一些实施方式中,玻璃板104可以由玻璃分离器149(例如划线器、划线轮、金刚石尖端、激光)沿分离路径151与玻璃带103分离。在一些实施方式中,在玻璃板104与玻璃带103分离之前或之后,可以去除沿第一外边缘153及第二外边缘155形成的边缘珠以提供作为具有较均匀厚度的玻璃板104的中央部分152。
73.在一些实施方式中,玻璃制造设备100可以包括熔化容器105,该熔化容器105定向成自储存箱109接收批料107。批料107可以由发动机113所供电的批料递送装置111引入。在一些实施方式中,可以视情况地操作控制器115以启动发动机113以将一定量的批料107引入熔化容器105中,如由箭头117所指示。熔化容器105可以加热批料107以提供玻璃形成材料121。在一些实施方式中,可以采用玻璃熔体探针119来测量竖管123内的玻璃形成材料121的水平且通过通信线125将测量的信息传达给控制器115。
74.另外,在一些实施方式中,玻璃制造设备100可以包括第一调节站,该第一调节站包含位于熔化容器105下游且通过第一连接导管129耦接至熔化容器105的澄清容器127。在一些实施方式中,玻璃形成材料121可以通过第一连接导管129自熔化容器105重力馈送至澄清容器127。例如,在一些实施方式中,重力可以通过第一连接导管129的内部路径将玻璃形成材料121自熔化容器105驱动至澄清容器127。另外,在一些实施方式中,可以通过各种技术自澄清容器127内的玻璃形成材料121去除气泡。
75.在一些实施方式中,玻璃制造设备100可以进一步包括第二调节站,该第二调节站包含可位于澄清容器127下游的混合室131。混合室131可用于提供玻璃形成材料121的均匀组合物,从而减少或消除可能以其他方式存在于离开澄清容器127的玻璃形成材料121内的不均匀性。如所示出,澄清容器127可以通过第二连接导管135耦接至混合室131。在一些实施方式中,玻璃形成材料121可以通过第二连接导管135自澄清容器127重力馈送至混合室131。例如,在一些实施方式中,重力可以通过第二连接导管135的内部路径将玻璃形成材料121自澄清容器127驱动至混合室131。
76.另外,在一些实施方式中,玻璃制造设备100可以包括第三调节站,该第三调节站包含可位于混合室131下游的递送容器133。在一些实施方式中,递送容器133可以调节待馈送至入口导管141中的玻璃形成材料121。例如,递送容器133可用作积储器及/或流量控制器以调整玻璃形成材料121的一致流量且将其提供给入口导管141。如所示出,混合室131可以通过第三连接导管137耦接至递送容器133。在一些实施方式中,玻璃形成材料121可以通过第三连接导管137自混合室131重力馈送至递送容器133。例如,在一些实施方式中,重力
的点处的最小距离。如图3中所示出,第一形成辊210a的外周表面213a可与第二形成辊210b的外周表面213b间隔开,其中最小距离“d”例如由切点沿平行切线301a、301b限定在外周表面之间。
82.在一些实施方式中,最小距离沿该对形成辊210的长度“l”可为均匀的。例如,每个形成辊210a、210b的外周表面213a、213b可以包括沿长度“l”的均匀外径,以使得间隙“g”包含沿该对形成辊210的长度“l”的每个点处的相同的最小距离“d”。此组态可以提供离开间隙“g”的玻璃形成材料带,其具有沿该对形成辊210的长度“l”的初始实质上均匀的厚度。在一些实施方式中,如图2及图4中所示出,该对形成辊210可延伸长度“l”,该长度“l”可延伸至可随后冷却以形成玻璃带103的玻璃形成带的整个宽度“w”或更多。虽然未示出,但在一些实施方式中,可以仅提供一个辊,且辊可以延伸至玻璃形成带的整个宽度或更多。然而,该对形成辊可以向由该对形成辊形成的带的表面引入粗糙度。例如,该对形成辊可以提供具有实质上均匀厚度的带,同时由于辊的磨损而仍向带的表面引入粗糙度。
83.在其他实施方式中,最小距离可以沿该对形成辊210的长度“l”变化。例如,每个形成辊210a、210b的外周表面213a、213b可以包括沿长度“l”的变化外径,以使得间隙包含沿该对形成辊210的长度“l”变化的点处的最小距离“d”。在一些实施方式中,每个形成辊的外周表面可以包含在每个形成辊的中央部分处的减小的直径,该直径朝向每个形成辊的相对端增加。在这些实施方式中,每个形成辊的中央部分的直径可以小于每个形成辊的端部的直径,以使得沿该对形成辊210的长度“l”的中心点处的最小距离大于沿该对形成辊210的长度“l”的端点处的最小距离。此组态可以提供离开间隙的玻璃形成材料带,其具有沿该对形成辊210的长度“l”的初始厚度,在玻璃形成材料带的中央部分处具有增加的厚度,该初始厚度在玻璃形成材料带的外边缘部分处朝向减小的厚度逐渐变细。
84.在所图示的实施方式中,玻璃形成设备101包含拉制平面302。如图3中所示出,玻璃形成材料带可以在拉制方向154上沿拉制平面302自该对形成辊210拉制。拉制平面302可以平行于第一轴211a及第二轴211b。在一些实施方式中,拉制平面可以平分该对形成辊210之间的最小距离“d”。如此,玻璃形成材料带可以自该对形成辊210沿拉制平面302被拉制,而玻璃形成材料带实质上不会绕玻璃形成材料带的中央细长轴扭曲。如所示出,在一些实施方式中,拉制平面302可以沿(例如包括平行于)拉制方向154延伸。如此,如示例性实施方式中所示出,拉制平面302可为实质上平坦的,同时平行于第一轴211a及第二轴211b。尽管未示出,但拉制平面可以替代地包括仍然平行于第一轴211a及第二轴211b的弯曲的拉制平面。例如,在一些实施方式中,拉制平面302可以在离开该对形成辊210的间隙“g”时作为竖直拉制平面开始,且随后随着玻璃带沿水平方向被拉制而弯曲成水平拉制平面。在一些实施方式中,如图1及图4中所示出,玻璃带103的平均宽度“w”的方向可以实质上垂直于拉制方向154,同时平行于拉制平面302。在其他实施方式中,玻璃带103的平均宽度“w”的方向及拉制方向154可以限定拉制平面302。
85.贯穿本公开,行进路径311限定为当玻璃形成材料121进入形成装置140直至其冷却至其应变点(即包括玻璃带103的玻璃形成材料121的粘度超过10
13.5
帕斯卡-秒的温度)玻璃形成材料121遵循的路径。在玻璃形成材料121到达分离路径151之前,玻璃形成材料121可以作为玻璃带103冷却至其应变点,但在其他实施方式中玻璃形成材料121可以在其穿过分离路径151之后作为玻璃板104冷却至其应变点。例如,如图2至图5中所示出,行进路
径311可限定为玻璃形成材料121自包括孔口208及/或该对形成辊210的形成装置140流出时行进的路径。如图3中所示出,玻璃形成材料121可以沿行进路径311在拉制方向154上拉制。如图3中所示出,行进路径311可以在拉制方向154上延伸。在一些实施方式中,如图3至图4中所示出,拉制平面302可以包括行进路径311。
86.在一些实施方式中,玻璃分离器149(见图1)随后可以沿分离路径151将玻璃板104与玻璃带103分离。如所图示,在一些实施方式中,分离路径151可以沿玻璃带103的宽度“w”在第一外边缘153与第二外边缘155之间延伸。在一些实施方式中,如图4中所示出,玻璃带103的宽度“w”可以延伸穿过行进路径311。另外,在一些实施方式中,分离路径151可以垂直于玻璃带103的拉制方向154延伸。此外,在一些实施方式中,拉制方向154可限定玻璃带103可沿其自形成装置140拉制的方向。在一些实施方式中,玻璃带103在其沿拉制方向154横过时可以包括约1毫米/秒(mm/s)或更高、约10mm/s或更高、约50mm/s或更高、约100mm/s或更高或约500mm/s或更高的速度,例如在约1mm/s至约500mm/s、约10mm/s至约500mm/s、约50mm/s至约500mm/s、约100mm/s至约500mm/s的范围以及其间的所有范围及子范围内。
87.如图2及图4中所示出,在一些实施方式中,玻璃带103自形成装置140拉制,其中玻璃带103的第一主表面103a及玻璃形成带的第二主表面103b面向相对的方向。一旦玻璃形成带经冷却以形成玻璃带103,第一主表面103a及第二主表面103b即可以限定玻璃带103的平均厚度“t”。在一些实施方式中,玻璃带103的平均厚度“t”的方向可以实质上垂直于拉制方向154及平均宽度“w”两者。在一些实施方式中,玻璃带103的平均厚度“t”的方向可以实质上垂直于拉制平面302。在一些实施方式中,玻璃带103的中央部分152的平均厚度“t”可为约5mm或更小、约2mm或更小、约1mm或更小、约500微米(μm)、约300μm或更小、约200μm或更小、约100μm或更小,但在其他实施方式中可以提供其他厚度。例如,在一些实施方式中,玻璃带103的平均厚度“t”可以在约25μm至约5mm、约25μm至约1μm、约50μm至约750μm、约100μm至约700μm、约200μm至约600μm、约300μm至约500μm、约50μm至约500μm、约50μm至约700μm、约50μm至约600μm、约50μm至约500μm、约50μm至约400μm、约50μm至约300μm、约50μm至约200μm或约50μm至约100μm的范围(包括其间的所有厚度范围及子范围)内。此外,玻璃带103可以包括多种组合物,包含但不限于钠钙玻璃、铝硅酸盐玻璃、硼硅酸盐玻璃、铝硼硅酸盐玻璃、含碱玻璃或不含碱玻璃,其中的任一者可能含或不含氧化铝。
88.如本文中所使用,“玻璃形成”材料是指可冷却成处于弹性状态的玻璃的带(即玻璃带)的材料。在一些实施方式中,玻璃形成材料可以处于粘性状态。在一些实施方式中,玻璃形成材料可以处于粘弹性状态。不希望受理论束缚,在粘性状态下,材料的变形可以导致塑性变形,且材料可以包括很少或不包括来自变形的残余应力。不希望受理论束缚,在粘弹性状态下,材料的变形可以导致材料的塑性变形,且材料可以包括来自变形的残余应力。不希望受理论束缚,在弹性状态下,材料的变形可以导致材料的弹性变形。在一些实施方式中,玻璃形成材料可以含或不含氧化锂且可以包括硅酸盐、硼硅酸盐、铝硅酸盐、铝硼硅酸盐或基于钠钙的组合物。
89.可将玻璃形成材料冷却以形成玻璃带。在一些实施方式中,玻璃带可为强化的或非强化的,且含或不含氧化锂,且可以包含钠钙玻璃、碱性铝硅酸盐玻璃、含碱硼硅酸盐玻璃及碱性铝硼硅酸盐玻璃。如本文中所使用,术语“强化”可指已例如通过在玻璃带或玻璃板的表面中较大离子与较小离子的离子交换经化学强化的玻璃带或玻璃板。然而,在其他
实施方式中,玻璃带或玻璃板可以通过诸如热回火的其他技术或利用玻璃带或玻璃板的部分之间的热膨胀系数的失配来产生表面压缩应力及中心张力区域来“强化”。如上文所论述,玻璃带可以分成多个玻璃板。
90.在一些实施方式中,玻璃带及/或多个玻璃板可以是玻璃系的。如本文中所使用,“玻璃系”包含玻璃及玻璃陶瓷两者,其中玻璃陶瓷具有一种或多种结晶相及非晶的残余玻璃相。玻璃系材料(例如玻璃系带、玻璃系板)可以包括非晶材料(例如玻璃)及视情况选用的一种或多种结晶材料(例如陶瓷)。在一些实施方式中,可以将包括非晶相的玻璃带进一步处理成玻璃陶瓷材料。在一个或多个实施方式中,玻璃系材料可以按莫耳百分比(mol%)计包括:约40mol%至约80mol%的范围内的sio2,约10mol%至约30%的范围内的al2o3,约0mol%至约10mol%的范围内的b2o3,约0mol%至约5mol%的范围内的zro2,0mol%至约15mol%的范围内的p2o5,0mol%至约2mol%的范围内的tio2,0mol%至约20mol%的范围内的r2o及0mol%至约15mol%的范围内的ro。如本文中所使用,r2o可指碱金属氧化物,例如li2o、na2o、k2o、rb2o及cs2o。如本文中所使用,ro可指mgo、cao、sro、bao及zno。在一些实施方式中,玻璃系玻璃带或玻璃板可以视情况地进一步包括0mol%至约2mol%的na2so4、nacl、naf、nabr、k2so4、kcl、kf、kbr、as2o3、sb2o3、sno2、fe2o3、mno、mno2、mno3、mn2o3、mn3o4、mn2o7中的每一者。“玻璃陶瓷”包含通过玻璃的受控结晶产生的材料。在一些实施方式中,玻璃陶瓷具有约1%至约99%的结晶度。合适的玻璃陶瓷的实例可以包含li2o-al2o
3-sio2系统(即las系统)玻璃陶瓷、mgo-al2o
3-sio2系统(即mas系统)玻璃陶瓷、zno
×
al2o3×
nsio2(即zas系统)及/或包含主要晶相的玻璃陶瓷,该主要晶相包含β-石英固溶体、β-锂辉石、堇青石、透锂长石及/或二硅酸锂。可以使用本文中所描述的强化工艺来强化玻璃陶瓷带或板。在一个或多个实施方式中,mas系统玻璃陶瓷带或板可以在li2so4熔盐中强化,由此可以发生2li
与mg
2
的交换。
91.玻璃制造设备100包括处理设备170。例如,如图3及图5至图6中所示出,处理设备170可以包括第一加热设备215a及第二加热设备215b,其中拉制平面302位于第一加热设备215a与第二加热设备215b之间。尽管在处理设备170示出时示出两个加热设备215a、215b,但在其他实施方式中可以提供单个加热设备或多于两个加热设备。除非另有指示,否则对第一加热设备215a的特征的论述可同样适用于第二加热设备215b。
92.如图3及图5至图6中所示出,包括处理设备170的玻璃形成设备101的实施方式可以进一步包括至少一个加热元件303,处理设备170包括至少第一加热设备215a。如图3中所示意性地示出,第一加热设备215a的至少一个加热元件303可以面向位于间隙“g”及/或沿拉制方向154的孔口208下游的玻璃形成材料带的第一主表面103a。在一些实施方式中,拉制平面302可以在第一加热设备215a的至少一个加热元件303与第二加热设备215b的至少一个加热元件303之间延伸。在其他实施方式中,如所示出,第一加热设备215a的至少一个加热元件303及第二加热设备215b的至少一个加热元件303可以面向彼此且面向相对的方向,以使得第一加热设备215a的至少一个加热元件303可以用以加热玻璃形成带的第一主表面103a,且第二加热设备215b的至少一个加热元件303可以影响玻璃形成带的第二主表面103b。如所示出,处理设备170可以设计成加热第一主表面103a及第二主表面103b两者,但在其他实施方式中处理设备170可以设计成仅加热一个主表面。例如,处理设备170可以设置有第一加热设备215a,该第一加热设备215a用以加热第一主表面103a而不包含第二加
热设备215b。在一些实施方式中,提供第一加热设备215a及第二加热设备215b两者可以帮助处理第一主表面103a及第二主表面103b两者(例如同时)以便处理两个主表面减少用于处理主表面的时间。
93.第一加热设备215a的至少一个加热元件303可以用以朝向玻璃形成带的第一主表面103a上的地点315发出能量317。在一些实施方式中,第二加热设备215b的至少一个加热元件303可以用以朝向玻璃形成带的第二主表面103b上的地点319发出能量321。
94.至少一个加热元件303可以包括一个或多个加热元件。在一些实施方式中,参考图5,第一加热设备215a的至少一个加热元件303可以包括沿第一轴505a间隔开的第一多个加热元件503a及/或沿第二轴505b间隔开的第二多个加热元件503b。在其他实施方式中,第一加热设备215a的第一多个加热元件503a及/或第二加热设备215b的第二多个加热元件503b可以沿单个对应轴505a、505b彼此间隔开,但在其他实施方式中第一多个加热元件503a及/或第二多个加热元件503b可以沿多个轴及/或以图案间隔开。在其他实施方式中,第一间距509a可以限定在第一多个加热元件503a中的第一加热元件303a与第一多个加热元件503a中与第一多个加热元件503a中的第一加热元件303a相邻的第二加热元件303b之间。在甚至其他实施方式中,第一多个加热元件503a中的其他对相邻加热元件之间的间距可以与第一间距509a实质上相等(例如相同),但在其他实施方式中可以提供替代间距。在其他实施方式中,如所示出,第一加热设备215a可以包括沿玻璃形成带的宽度“w”的方向201配置成一列的第一多个加热元件503a。在其他实施方式中,如所示出,第一加热设备215a可以包括面向第一主表面103a的第一多个加热元件503a,且第二加热设备215b可以包括面向第二主表面103b的第二多个加热元件503b。
95.在一些实施方式中,仍参考图5,第二加热设备215b的第二多个加热元件503b可沿第二轴505b间隔开。在其他实施方式中,第二间距509b可以限定在第二多个加热元件503b中的第一加热元件303c与第二多个加热元件503b中与第二多个加热元件503b中的第一加热元件303c相邻的第二加热元件303d之间。在甚至其他实施方式中,第二多个加热元件503b中的其他对相邻加热元件之间的间距可以与第二间距509b实质上相等(例如相同),但在其他实施方式中可以提供替代间距。
96.图7为根据一些实施方式的图5的放大图。在一些实施方式中,如图6至图7中所示出,至少一个加热元件303可以包括激光703。在其他实施方式中,激光703可以包括气体激光、化学激光、固态激光、拉曼激光及/或量子级联激光。气体激光的实例实施方式包含氦氖(hene)、氙气、二氧化碳(co2)、一氧化碳(co)及一氧化二氮(n2o)。化学激光的实例实施方式包含氟化氢(hf)、氟化氘(df)、化学氧碘及全气相碘。固态激光的实例实施方式包含晶体激光、光纤激光及激光二极管。晶体系激光包括掺杂有镧系元素或过渡金属的宿主晶体。宿主晶体的实例实施方式包含钇铝石榴石(yttrium aluminum garnet,yag)、氟化钇锂(yttrium lithium fluoride,ylf)、氧铝酸钇(yttrium othoaluminate,yal)、钇钪镓石榴石(yttrium scandium gallium garnet,yssg)、六氟化锂铝(lithium aluminum hexafluoride,lisaf)、六氟化锂钙铝(lithium calcium aluminum hexafluoride,licaf)、硒化锌(znse)、红宝石、镁橄榄石及蓝宝石。掺杂剂的实例实施方式包含钕(nd)、钛(ti)、铬(cr)、铁(fe)、铒(er)、钬(ho)、铥(tm)、镱(yb)、镝(dy)、铈(ce)、钆(gd)、钐(sm)及铽(tb)。固体晶体的实例实施方式包含红宝石、变石、氟化铬、镁橄榄石、氟化锂(lif)、氯化
钠(nacl)、氯化钾(kcl)及氯化铷(rbcl)。激光二极管可以包括具有针对相应的p型、本征及n型半导体层的三种或更多种材料的异质接面或pin二极管。激光二极管的实例实施方式包含algainp、algaas、ingan、ingaas、ingaasp、ingaasn、ingaasnsb、gainp、gaalas、gainassb及铅(pb)盐。一些激光二极管由于其大小、可调谐输出功率及在室温(即约20℃至约25℃)下操作的能力而可以表示示例性实施方式。光纤激光可以包括光纤,该光纤进一步包括具有上文所列出的针对晶体激光或激光二极管的任何材料的包层。
97.如图6至图7中所示出,包括激光703的加热元件303可以用以发出包括激光束701(包括波长)的能量。可以操作激光703,以使得激光束701的波长减少一半(即频率加倍)、减少三分之二(即频率增加三倍)、减少四分之三(即频率增加四倍)或以其他方式相对于由激光703产生的激光束701的自然波长进行修改。在一些实施方式中,激光束701的波长可为约1.5微米(μm)或更大、约2.5μm或更大、约3.5μm或更大、约5μm或更大、约9μm或更大、约9.4μm或更大、约20μm或更小、约15μm或更小、约12μm或更小、约11μm或更小或约10.6nm或更小。在一些实施方式中,激光束701的波长可以在约1.5μm至约20μm、约1.5μm至约15μm、约1.5μm至约12μm、约1.5μm至约11μm、约2.5μm至约20μm、约2.5μm至约15μm、约2.5μm至约12μm、约3.6μm至约20μm,约3.6μm至约15μm、约3.6μm至约12μm、约5μm至约20μm、约5μm至约15μm、约5μm至约12μm、约5μm至约11μm、约9μm至约20μm、约9μm至约15μm、约9μm至约12μm、约9μm至约11μm、约9μm至约1.6μm、约9.4μm至约15μm、约9.4μm至约12μm、约9.4μm至约11μm、约9.4μm至约10.6μm的范围或其间的任何范围或子范围内。能够产生具有在前述范围内的波长的激光束701的激光的示例性实施方式包含二氧化碳(co2)激光及一氧化二氮(n2o)激光。
98.如图5中所示出,在一些实施方式中,第一加热设备215a可以包括用以发出多个激光束701的第一多个加热元件503a。在一些实施方式中,如所示出,多个激光可以用以发出多个激光束701。在其他实施方式中,多个激光中的激光的数目可以等于多个激光束中的激光束的数目。在其他实施方式中,多个激光束中的激光束的数目可以大于多个激光中的激光的数目,例如在使用一个或多个分束器自激光产生多于一个的激光束的情况下。在一些实施方式中,光学耦合至一个或多个分束器的单个激光可以用以产生第一加热设备的多个激光。在一些实施方式中,如上文关于图5中的第一多个加热元件503a所论述,第一加热设备215a可以用以发出沿玻璃形成带的宽度“w”的方向201配置成一列的多个激光束701。在其他实施方式中,第一加热设备215a的多个激光亦可以沿玻璃形成带的宽度“w”的方向201配置成一列。
99.如图6中所示出,在一些实施方式中,第一加热设备215a可以包括激光703,该激光703用以跨越玻璃形成带的第一主表面103a的一部分扫描(例如移动)激光束701。在其他实施方式中,如所示出,第一加热设备215a可以进一步包括反射镜601(例如反射镜、多面镜),该反射镜601可以用以反射自激光703发出的激光束701,以使得激光束701跨越玻璃形成带的第一主表面103a的一部分扫描。在一些实施方式中,如所示出,反射镜601用以为可旋转的,以使得其可以反射自激光703发出的激光束701且跨越玻璃形成带的第一主表面103a的一部分扫描激光束701。在其他实施方式中,如所示出,反射镜601可以使用检流计603在至少第一方向605上旋转。例如,使反射镜601与检流计603在第一方向605上旋转可以使激光束701在宽度“w”的方向201上跨越玻璃形成带的第一主表面103a的一部分扫描。在甚至其他实施方式中,检流计603可以用以在与第一方向605相对的第二方向上旋转。例如,使反射
镜601与检流计603在与第一方向605相对的第二方向上旋转可以使激光束701跨越玻璃形成带的第一主表面103a的与玻璃形成带的宽度“w”的方向201相对的部分扫描。在仍其他实施方式中,检流计603可以用以在第一方向605上旋转与在与第一方向605相对的第二方向上旋转之间交替。在其他实施方式中,反射镜601可以包括多面镜。多面镜可以包括多个反射表面且可以由发动机(例如检流计603)在第一方向605上旋转。例如,用发动机使多面镜在第一方向605上旋转可以使激光束701在玻璃形成带的宽度“w”的方向201上跨越玻璃形成带的第一主表面103a的一部分扫描。在一些实施方式中,玻璃形成带的第一主表面103a的部分所占由激光束701扫描的玻璃形成带的宽度“w”的百分比可为约66%或更多、约80%或更多、约90%或更多、约95%或更多、100%或更少、约98%或更少或约95%或更少。在其他实施方式中,玻璃形成带的第一主表面103a的部分所占由激光束701扫描的玻璃形成带的宽度“w”的百分比可以在约66%至100%、约80%至100%、约90%至100%、约95%至100%、约66%至约98%、约80%至约98%、约90%至约98%、约95%至约98%、约66%至约95%、约80%至约95%、约85%至约95%、约85%至约90%的范围或其间的任何范围或子范围内。
100.在一些实施方式中,如图8中所示出,至少一个加热元件303可以包括燃烧器803。燃烧器可以用以发出可点燃以形成火焰801的燃料。在一些实施方式中,燃料可为气体,例如甲烷。在一些实施方式中,燃料可以包括固体颗粒。在一些实施方式中,燃料可以包括液体。燃料可以包括一种或多种组分。燃料组分的示例性实施方式包括烷烃、烯烃、炔烃(例如乙炔、丙炔)、醇、肼或肼衍生物及氧化剂。烷烃的实例实施方式包含甲烷、乙烷、丙烷、丁烷、戊烷、己烷、庚烷及辛烷。烯烃的示例性实施方式包含乙烯、丙烯及丁烯。醇的示例性实施方式包含甲醇、乙醇、丙醇、丁醇、己醇及辛醇。氧化剂的示例性实施方式包含氧气、氮氧化物(例如no2、n2o4)、过氧化物(例如h2o2)、高氯酸盐(例如高氯酸氨)。尽管未示出,但燃烧器803可以与燃料源(例如罐、筒及/或压力容器)流体连通。在一些实施方式中,燃烧器可以包括喷嘴,该喷嘴包括多边形(例如三角形、四边形、五边形、六边形等)的横截面、圆滑(例如椭圆形、圆形)的横截面或曲线横截面。在一些实施方式中,火焰801可以用以发出包括光谱分布的光。不希望受理论束缚,包括温度的火焰的光谱分布可以实质上对应于包括温度的黑体的光谱。在其他实施方式中,可以通过调整燃料类型、氧气比及/或火焰温度来控制光谱分布。
101.如图5中所示出,在一些实施方式中,第一加热设备215a可以包括用以发出多个火焰801的第一多个加热元件503a。在一些实施方式中,如所示出,多个燃烧器可以用以发出多个火焰801。在一些实施方式中,如上文关于图5中的第一多个加热元件503a所论述,第一加热设备215a可以用以发出沿玻璃形成带的宽度“w”的方向201配置成一列的多个火焰801。在其他实施方式中,第一加热设备215a的多个火焰亦可以沿玻璃形成带的宽度“w”的方向201配置成一列。
102.在一些实施方式中,如图5至图6中所示出,加热设备(例如一个或多个加热元件)可以视情况地由用以(例如“编程以”、“编码以”、“设计以”及/或“使得”)沿通信线向加热设备215a、215b发送命令信号的控制装置507(例如可编程逻辑控制器)操作。在其他实施方式中,控制装置507可以发送控制自一个或多个加热元件303发出的热能的强度(例如功率、注量)的信号。在甚至其他实施方式中,一个或多个加热元件可以包括多于一个加热元件,其
中第一加热元件可以由独立于第二加热元件的控制装置507控制。在甚至其他实施方式中,一个或多个加热元件303可以包括一个或多个激光,且控制装置507可以控制自一个或多个激光发出的激光束的波长及/或一个或多个激光的占空比(例如脉冲宽度、脉冲之间的时间或连续波)。在其他实施方式中,一个或多个加热元件303可以包括一个或多个燃烧器,且控制装置507可以控制燃料的质量流率、氧气比、能量发出率及/或自一个或多个燃烧器发出的火焰发出的光谱分布中的一者或多者。在其他实施方式中,如图6中所示出,加热设备215a、215b可以包括用以使用检流计603或其他发动机旋转的反射镜601(例如多面镜),且控制装置507可以控制反射镜601的位置、检流计603的旋转速度及/或检流计603的旋转方向中的一者或多者。在甚至其他实施方式中,控制装置507可以使反射镜601以实质上恒定的角速度旋转。
103.现在将描述由一定量的玻璃形成材料121制造玻璃带103的方法。参考图2,入口导管141可以将一定量的玻璃形成材料121供应给玻璃形成设备101。一定量的玻璃形成材料121可以穿过递送导管206且通过出口埠207。一定量的玻璃形成材料121可以视情况地递送至该对形成辊210。例如,如图2中所示出,孔口208使一定量的玻璃形成材料121自出口埠207向下流动且扩散成延伸穿过行进路径311(例如沿该对形成辊210的长度“l”)的玻璃形成材料121的细长流。在一些实施方式中,玻璃形成材料可以流过形成装置140的孔口208。在其他实施方式中,孔口208可以向由孔口208形成的玻璃带的表面引入粗糙度。例如,孔口可以提供具有实质上均匀厚度的玻璃带,同时由于孔口的磨损而仍向玻璃带的表面引入粗糙度。
104.可替代地,如图2中所示出,在一些实施方式中,出口埠207可以将玻璃形成材料121的流(例如圆形流、椭圆流等)递送至该对形成辊210。如图2至图4中所示出,玻璃形成材料121的池209可相对于拉制方向154在形成辊210a、210b的外周表面213a、213b之间的最小距离“d”上游形成。玻璃形成材料121的池209可以提供材料的堆积区,以帮助沿该对形成辊210的长度“l”提供玻璃形成材料121的足够供应,以提供可以冷却以产生沿玻璃带103的宽度“w”具有实质上均匀厚度的玻璃带103的辊轧形成的玻璃形成带。在一些实施方式中,如图4中所示出,第一形成辊210a及/或第二形成辊210b可以跨越玻璃形成带的实质上整个宽度“w”接触玻璃形成带的对应主表面(例如第一主表面103a、第二主表面103b)。虽然未示出,但在一些实施方式中,可以仅提供一个辊,且辊可以跨越玻璃形成带的实质上整个宽度接触玻璃形成带的第一主表面。然而,该对形成辊210可以向由该对形成辊210形成的带的表面引入粗糙度。例如,该对形成辊可以向带提供实质上均匀的厚度,同时由于辊的磨损而仍向带的表面引入粗糙度。
105.方法可以进一步包含用该对旋转形成辊210自一定量的玻璃形成材料121来对玻璃形成带进行辊轧形成的步骤。例如,参考图3,第一形成辊210a可以在所图示的向内旋转方向212a上绕第一轴211a旋转,以使得沿线301a的切点的速度向量在拉制方向154上延伸。同样地,第二形成辊210b可以绕第二轴211b在与第一形成辊210a的向内旋转方向212a相对的所图示的向内旋转方向212b上旋转,以使得沿线301b的切点处的速度向量亦在拉制方向154上延伸。如所示出,在一些实施方式中,每个形成辊210a、210b可以视情况地彼此相同且以实质上相同的速度沿对应旋转方向212a、212b旋转。由于向内旋转方向212a、212b,当将一定量的玻璃形成材料121压制通过间隙“g”时,一定量的玻璃形成材料121辊轧形成为玻
璃形成材料带。尽管未示出,但在一些实施方式中,一个或两个形成辊210a、210b可以内部冷却以提供穿过间隙“g”的玻璃形成材料带的初始冷却程度。此外,如箭头313a、313b所指示,形成辊210a、210b中的一者或两者可为可移动的,以调整穿过间隙“g”的熔融材料带的初始厚度。
106.在用该对旋转形成辊210由一定量的玻璃形成材料121对玻璃形成带进行辊轧形成之后,玻璃形成带的厚度可以随着将其自间隙“g”中拉出而减小。例如,参考图2至图3,重力可以作用在悬挂在该对形成辊210下方的玻璃形成带的质量上以拉伸玻璃形成带,且从而使玻璃形成带变薄至其在弹性区中所达到的最终厚度“t”。除了重力之外,在一些实施方式中,可以由视情况选用的边缘拉动辊来实现进一步的拉动以提供期望的厚度。例如,尽管未示出,但各自在拉制方向上向下倾斜的一对倾斜辊可以设置在玻璃形成带的相对边缘部分处。在一些实施方式中,可以提供这些倾斜的边缘辊以在玻璃形成带中提供横向张力以及在拉制方向上拉动玻璃形成带。另外或可替代地,尽管未示出,但可以提供一对水平边缘辊。水平边缘辊可以具有垂直于拉制方向的旋转轴。这些水平边缘辊可以设置在玻璃形成带的每个边缘部分处,以同样提供玻璃形成带的进一步拉动以进一步使玻璃形成带变薄。倾斜边缘辊及/或水平边缘辊(若提供)可以配置成在玻璃形成带的粘弹性或弹性区内接触玻璃形成带的对应部分。此外,尽管未示出,但倾斜边缘辊可以定位于水平边缘辊下游,但在其他实施方式中水平边缘辊可以位于倾斜边缘辊下游。
107.方法可以包括在玻璃形成带在拉制方向154上沿行进路径311行进的同时使用处理设备170加热玻璃形成带的第一主表面103a。如图2至图6中所示出,处理设备170可以包括用以加热第一主表面103a的第一加热设备215a。在一些实施方式中,如所示出,处理设备170可以进一步包括第二加热设备215b,该第二加热设备215b用以加热第二主表面103b。如图3及图5至图6中所示出,包括一个或多个加热元件303的第一加热设备215a,该一个或多个加热元件303可以通过发出能量317以撞击目标位置307及地点315自身处的玻璃形成带的第一主表面103a上的地点315来加热第一主表面103a。贯穿本公开,目标位置307定义为行进路径311上由自一个或多个加热元件303发出的能量317的延伸路径325撞击的地点。如本文中所使用,自一个或多个加热元件发出的能量的延伸路径为延伸当在该能量在确定方向的对应地点处的玻璃形成带的对应主表面的10毫米(mm)内时能量朝向的方向的线。应当理解,若延伸路径撞击该地点,则玻璃形成的主表面上的地点受能量撞击。例如,参考图3,自第一加热设备215a的一个或多个加热元件303发出的能量317可以撞击第一主表面103a上的地点315及目标位置307,此是因为延伸路径325撞击地点315,其中延伸路径325包含能量317在第一主表面103a的10mm内的地点且在能量317在能量317在其在第一主表面103a的10mm内时前进的方向323上行进的方向323上延伸并将撞击第一主表面103a上的地点315及目标位置307。应当理解,若延伸路径325撞击包括在宽度“w”的方向201上延伸的目标位置307的线,则行进路径311上的目标位置307被撞击。例如,参考图5,第一加热元件303a可以发出第一能量317a,该第一能量317a撞击行进路径311的目标位置307,此是由于延伸路径325撞击包括行进路径311的目标位置307且在宽度“w”的方向201上延伸的线501。如图5至图6中所示出,在一些实施方式中,拉制平面302可以包括线501,该线501包括行进路径311的目标位置307。
108.在一些实施方式中,在用能量317、321加热玻璃形成带之前,行进路径311的目标
位置307处的玻璃形成带可以处于粘性或粘弹性状态。在加热玻璃形成带之前,玻璃形成带可以包括行进路径的目标位置处的平均温度。如本文中所使用,平均温度可以使用astm e1256-17或astm e2758-15(例如使用optris pi 640红外相机)测量。在一些实施方式中,在加热之前目标位置处的玻璃形成带的平均温度可为约500℃或更高、约600℃或更高、约750℃或更高、约900℃或更高、约1100℃或更高、约1300℃或更低、约1250℃或更低、约1100℃或更低、约750℃或更低或约700℃或更低。在一些实施方式中,在加热之前目标位置处的玻璃形成带的平均温度可以在约500℃至约1300℃、约600℃至约1300℃、约750℃至约1300℃、约900℃至约1300℃、约1100℃至约1300℃、约750℃至约1250℃、约900℃至约1250℃、约1100℃至约1250℃、约900℃至约1100℃的范围或其间的任何范围或子范围内。在其他实施方式中,在加热之前目标位置处的玻璃形成带的平均温度可以在约500℃至约750℃、约500℃至约700℃、约600℃至约750℃、约600℃至约700℃的范围或其间的任何范围或子范围内。在加热之前以在上述范围中的一者或多者内的平均温度提供玻璃形成带可以产生具有低或没有来自加热的残余应力的玻璃带及/或玻璃板。
109.在加热玻璃形成带之前,玻璃形成带可以包括行进路径的目标位置处的平均粘度。如本文中所使用,平均粘度可在玻璃形成材料高于软化点时使用astm c965-96(2017)或在玻璃形成材料低于软化点时使用astm c1351m-96(2017)来测量。例如,当玻璃形成材料的样品在目标位置处加热至玻璃形成材料的平均温度时,可以通过使用上述astm标准中的一者测量粘度来确定粘度,如上文所描述。在一些实施方式中,在加热之前目标位置处的玻璃形成带的平均粘度可为约1,000帕斯卡-秒(pa-s)或更大、约10,000pa-s或更大、约50,000pa-s或更大、约105pa-s或更大、约105pa-s或更大、约10
6.6
pa-s或更大、约108pa-s或更大、约10
11
pa-s或更小、约109pa-s或更小、约10
6.6
pa-s或更小、约105pa-s或更小、约50,000pa-s或更小、约20,000pa-s或更小或约15,000pa-s或更小。在一些实施方式中,在加热之前目标位置处的玻璃形成带的平均粘度可以在约1,000pa-s至约10
11
pa-s、约10,000pa-s或更大至约10
11
pa-s、约50,000pa-s至约10
11
pa-s、约105pa-s至约10
11
pa-s、约10
6.6
pa-s至约10
11
pa-s、约108至约10
11
pa-s、约10
6.6
pa-s至约109pa-s、约108pa-s至约109pa-s的范围或其间的任何范围或子范围内。在其他实施方式中,在加热之前目标位置处的玻璃形成带的平均粘度可以在约1,000pa-s至约10
6.6
pa-s、约10,000pa-s至约10
6.6
pa-s、约50,000pa-s至约10
6.6
pa-s、约105pa-s至约10
6.6
pa-s、约1,000pa-s至约105pa-s、约10,000pa-s至约105pa-s、约50,000至约105pa-s、约1,000pa-s至约50,000pa-s、约10,000pa-s至约50,000pa-s、约1,000pa-s至约20,000pa-s、约10,000pa-s至约20,000pa-s、约10,000pa-s至约15,000pa-s的范围或其间的任何范围或子范围内。在加热之前以在上述范围中的一者或多者内的平均粘度提供玻璃形成带可以产生具有低或没有来自加热的残余应力的玻璃带及/或玻璃板。
110.在一些实施方式中,如图3、图5及图7至图8中所示出,第一加热设备215a的一个或多个加热元件303与目标位置307处的第一主表面103a之间的最小距离327可为约10mm或更大、约50mm或更大、约100mm或更大、约5米(m)或更小、约1m或更小或约200mm或更小。在一些实施方式中,最小距离327可以在约10mm至约5m、约10mm至约1m、约10mm至约200mm、约50mm至约5m、约50mm至约1m、约50mm至约200mm、约100mm至约5m、约100mm至约1m、约100mm至约200mm的范围或其间的任何范围或子范围。在其他实施方式中,如图5中所示出,一个或多个加热元件303(例如第一多个加热元件503a)中的第一加热元件303a与目标位置307处的第
一主表面103a之间的最小距离327可以实质上等于一个或多个加热元件303(例如第一多个加热元件503a)中的第二加热元件303b与目标位置307处的第一主表面103a之间的最小距离。
111.在一些实施方式中,在目标位置307处包括玻璃形成带的玻璃形成材料121可以包括自一个或多个加热元件303发出的能量317的吸收深度。贯穿本公开,玻璃形成材料在第一波长下的吸收深度定义为包括第一波长的能量的强度(例如功率、注量)降低至包括第一波长的能量的初始强度的36.8%(即1/e)时的材料的厚度。不希望受理论束缚,可以使用比尔-朗伯定律来估计吸收深度,该比尔-朗伯定律预测强度随着材料的厚度除以吸收深度而呈指数下降。针对一些材料,吸收深度可能随温度而改变。因此,当玻璃形成材料121处于目标位置307处的玻璃形成带的平均温度时,测量吸收深度。例如,玻璃形成材料的吸收深度可在约1000℃(例如在玻璃形成带在目标位置处的平均温度为约1000℃的情况下)下测量。例如,一个或多个加热元件303可以包括激光703,该激光703用以发出激光束701实质上包括第一波长,且玻璃形成材料对于由包括激光束701的激光发出的能量317的吸收深度可为玻璃形成材料在目标位置处的玻璃形成带的平均温度下对第一波长的吸收深度。
112.包括自一个或多个加热元件303发出的能量317的一个或多个波长的强度(例如功率、注量)可以使用光谱分析仪(例如可自thorlabs获得的osa207c光谱仪)测量。在一些实施方式中,例如,当一个或多个加热元件303包括激光703时,自一个或多个加热元件303发出的能量317可以包括实质上一个波长(例如约90%或更多的能量包括一个波长)或完全包括一个波长。在一些实施方式中,例如,当一个或多个加热元件303包括燃烧器803时,自一个或多个加热元件303发出的能量317可以包括具有显著强度的多于一个波长(例如包括约5%或更多的能量的多于一个波长)。如本文中所使用,玻璃形成材料对包括多个波长的能量的吸收深度定义为由包括对应波长的能量的强度的百分比加权的每个波长下的吸收深度的加权平均值。例如,一个或多个加热元件303可以包括燃烧器803,该燃烧器803用以发出可以发出包括第一光谱分布的光的火焰801。玻璃形成材料对燃烧器803发出的能量317的吸收深度可为由包括第一光谱分布的对应波长的能量的强度的百分比加权的玻璃形成材料在目标位置处在第一光谱分布的每个波长下的吸收深度的加权平均值。不希望受理论束缚,自火焰转移至玻璃形成带(例如通过传导及/或对流)的非光能可以实质上在距对应表面小于1μm的范围内被吸收,且因此不显著影响自火焰传输的总能量的吸收深度。
113.在一些实施方式中,玻璃形成材料121可以包括约50微米(μm)或更小、约30μm或更小、约20μm或更小、约10μm或更小、约8μm或更小、约5μm或更小、约0.1μm或更大、约1μm或更大、约5μm或更大或约8μm或更大的能量317的吸收深度。在一些实施方式中,玻璃形成材料121可以包括在约0.1μm至约50μm、约0.1μm至约30μm、约0.1μm至约20μm、约0.1μm至约10μm、约0.1μm至约8μm、约0.1μm至约5μm、约1μm至约50μm、约1μm至约30μm、约1μm至约10μm、约1μm至约10μm、约1μm至约8μm、约1μm至约5μm、约5μm至约50μm、约5μm至约30μm、约5μm至约10μm、约5μm至约8μm、约8μm至约50μm、约8μm至约50μm、约8μm至约20μm、约8μm至约10μm的范围或其间的任何范围或子范围内的能量317的吸收深度。提供用以发出能量的一个或多个加热元件,以使得玻璃形成材料对能量的吸收深度小(例如约50μm或更小、约10μm或更小)可以使得玻璃形成带在第一主表面处的表面粗糙度能够降低,而实质上不改变玻璃形成带的厚度,不使玻璃形成带的主体变形,且实质上不加热目标位置处的玻璃形成带的剩余部分。
114.在一些实施方式中,玻璃形成材料可以包括热扩散率。贯穿本公开,玻璃形成材料的热扩散率可以使用astm e1461-13来测量。针对一些材料,热扩散率可能随温度而改变。因此,当玻璃形成材料处于目标位置处的玻璃形成带的平均温度时,测量热扩散率。例如,玻璃形成材料的热扩散率可在约1000℃(例如在玻璃形成带在目标位置处的平均温度为约1000℃的情况下)下测量。
115.贯穿本公开,撞击在玻璃形成带的一部分上的能量317的宽度定义为在穿过行进路径311(即垂直于拉制方向154且平行于拉制平面302)的方向上在由能量317撞击的玻璃形成带的第一主表面103a上的第一点与由能量317撞击的玻璃形成带的第一主表面103a上的第二点之间的距离,该能量317具有在目标位置307处的玻璃形成带的第一主表面103a的地点315处的能量317的最大强度的约13.5%(即1/e2)的强度,其中第一点及第二点在穿过行进路径311的方向上相距尽可能远。在一些实施方式中,如图7中所示出,一个或多个加热元件303可以包括激光703,该激光703发出激光束701,该激光束701撞击具有宽度705的玻璃形成带的第一主表面103a。在一些实施方式中,如图8中所示出,一个或多个加热元件303可以包括发出火焰801的燃烧器803。在甚至其他实施方式中,火焰801可以发出包括撞击具有宽度805的玻璃形成带的第一主表面103a的光谱分布的光。不希望受理论束缚,火焰801可以等向性发光;然而,撞击玻璃形成带的主表面的光的强度(例如功率、注量)可以在对应于延伸路径325撞击表面的地点(例如目标位置)的地点处达到峰值。例如,目标位置可以对应于表面上距离火焰801及/或燃烧器803最近的点,且自在表面处所测量到的火焰发出的光的强度可以在目标位置处最大。不希望受理论束缚,来自辐射的点源的功率密度可以随着距点源的距离与距离的平方反比成比例增加而降低。不希望受理论束缚,火焰的宽度可为燃烧器与目标位置307之间的最小距离327(见图3、图5、图7至图8)的约π倍或更小。
116.在一些实施方式中,能量317(例如激光束、自火焰发出的光)的最大宽度所占玻璃形成带的宽度“w”的百分比可为约30%或更多、约50%或更多、约66%或更多、约80%或更多、约90%或更多、100%或更少、约98%或更少、约95%或更少、约90%或更少或约80%或更少。在一些实施方式中,能量317(例如激光、束、自火焰发出的光)的最大宽度所占玻璃形成带的宽度“w”的百分比可在约30%至100%、约30%至约98%、约30%至约95%、约30%至约90%、约50%至100%、约50%至约98%、约50%至约95%、约50%至约90%、约66%至100%、约66%至约98%、约66%至约95%、约66%至约90%、约80%至100%、约80%至约98%、约80%至约95%、约80%至约90%、约90%至100%、约90%至约98%、约90%至约95%的范围或其间的任何范围或子范围内。在一些实施方式中,能量317的最大宽度可为约100μm或更大、约200μm或更大、约500μm或更大、约1mm或更大、约2mm或更大、约5mm或更大、约10mm或更大、约30mm或更小、约20mm或更小或约15mm或更小。在一些实施方式中,能量317的最大宽度可在约100μm至约30mm、约100μm至约20mm、约100μm至约15mm、约200μm至约30mm、约200μm至约20mm,约200μm至约15mm、约500μm至约30mm、约500μm至约20mm、约500μm至约15mm、约1mm至约30mm、约1mm至约20mm、约1mm至约15mm、约2mm至约30mm、约2mm至约20mm、约2mm至约15mm、约5mm至约30mm、约5mm至约20mm、约5mm至约15mm、约10mm至约30mm、约10mm至约20mm或约15mm至约20mm的范围内。
117.贯穿本公开,由能量317撞击的玻璃形成带的面积定义为由能量317撞击的玻璃形成带的一部分,该能量317具有能量317的最大强度的约13.5%(即1/e2)的强度,其中在最
靠近一个或多个加热元件303的玻璃形成带的表面(例如第一主表面103a)处测量面积。
118.第一加热设备215a的一个或多个加热元件303可以以指定的速率(即功率)发出能量。贯穿本公开,“功率”为如使用热电堆所测量的自一个或多个加热元件303发出的平均功率。在一些实施方式中,可以通过调整一个或多个加热元件的参数来控制所发出的功率。例如,一个或多个加热元件可以包括激光,且可调参数可以包括电流或电压、光泵条件及光学器件中的一者或多者。在一些实施方式中,一个或多个加热元件可以包括燃烧器,且可调参数可以包括燃料组合物、燃料的进料速率、氧气比及燃烧器组态中的一者或多者。贯穿本公开,注量为由一个或多个加热元件发出的功率除以由一个或多个加热元件发出的能量所撞击的玻璃形成带的部分的面积,如上文所定义。在一些实施方式中,自一个或多个加热元件发出的能量转移至玻璃形成带的区域的速率(即注量)可为约0.1千瓦/公分2(kw/cm2)或更大、约1kw/cm2或更大、约5kw/cm2或更大、约10kw/cm2或更大、约20kw/cm2或更大、约100kw/cm2或更小、约60kw/cm2或更小、约40kw/cm2或更小、约20kw/cm2或更小或约10kw/cm2或更小。在一些实施方式中,自一个或多个加热元件发出的能量转移至玻璃形成带的区域的速率(即注量)可在约0.1kw/cm2至约100kw/cm2、约1w/cm2至约100kw/cm2、约5kw/cm2至约100kw/cm2、约10kw/cm2至约100kw/cm2、约20kw/cm2至约100kw/cm2、约0.1kw/cm2至约60kw/cm2、约1kw/cm2至约60kw/cm2、约5kw/cm2至约60kw/cm2、约10kw/cm2至约60kw/cm2、约20kw/cm2至约60kw/cm2、约0.1kw/cm2至约40kw/cm2、约1kw/cm2至约40kw/cm2、约5kw/cm2至约40kw/cm2、约10kw/cm2至约40kw/cm2、约20kw/cm2至约40kw/cm2、约0.1kw/cm2至约20kw/cm2、约1kw/cm2至约20kw/cm2、约5kw/cm2至约20kw/cm2、约10kw/cm2至约20kw/cm2的范围或其间的任何范围或子范围内。提供在上述范围中的一者或多者内的注量及/或强度可以防止烧蚀将提供足够的加热以降低玻璃形成带的表面粗糙度。在一些实施方式中,转移至目标位置处的玻璃形成带的实质上所有能量可以在针对吸收深度的上述范围中的一者或多者内。
119.在一些实施方式中,如图7中所示出,一个或多个加热元件303可以包括激光703,该激光703发出激光束701,该激光束701在目标位置307处撞击玻璃形成带的第一主表面103a(见图5)。激光可以包括上文所论述的任何一种或多种激光。同样地,自激光发出的激光束的波长可以在上文针对激光束的波长所论述的范围中的一者或多者内。如所示出,激光束701可以包括在由激光束701撞击的第一主表面103a上的宽度705。激光束的宽度可以在上文针对能量的宽度所论述的范围中的一者或多者内。在一些实施方式中,如图6中所示出,方法可以包括在目标位置307处跨玻璃形成带的宽度“w”的一部分扫描激光束701,且所扫描的部分可以在上文针对所扫描的部分所论述的范围中的一者或多者内。在一些实施方式中,如图5中所示出,发出激光束701可以包括发出多个激光束,这些激光束在目标位置307处撞击玻璃形成带的第一主表面103a。在其他实施方式中,发出多个激光束701的多个激光可以沿玻璃形成带的宽度“w”的方向201配置成一列。在一些实施方式中,激光703可以发出包括实质上恒定注量的激光束701。在其他实施方式中,激光703可以实质上连续发出具有实质上恒定注量的激光束701。例如,激光703可以作为连续波(continuous wave,cw)激光被操作。例如,激光703可以作为脉冲激光被操作,其中脉冲之间的时间为约1秒或更短。
120.在一些实施方式中,如图8中所示出,一个或多个加热元件303可以包括发出火焰801的燃烧器803。在其他实施方式中,火焰801可以发出包括在目标位置307处撞击玻璃形
成带的第一主表面103a的光谱分布的光(见图5)。火焰801可以包括在由火焰801撞击的第一主表面103a上的宽度805。如上文所论述,宽度805可以在沿区的第一主表面在横向(例如垂直)于拉制方向的方向上以自火焰发出的光撞击目标位置307处的玻璃形成带的第一主表面103a的地点315的最大强度的约13.5%(即1/e2)的强度(例如功率、注量)测量。不希望受理论束缚,火焰801可以等向性发光;然而,撞击玻璃形成带的主表面的光的强度(例如功率、注量)可以在对应于延伸路径325撞击表面的地点(例如目标位置)的地点处达到峰值。例如,目标位置可以对应于表面上距离火焰801及/或燃烧器803最近的点,且自在表面处所测量到的火焰发出的光的强度可以在目标位置处最大。不希望受理论束缚,来自辐射的点源的功率密度可以随着距点源的距离与距离的平方反比成比例增加而降低。不希望受理论束缚,火焰的宽度可为燃烧器与目标位置307之间的最小距离327(见图3、图5、图7至图8)的约π倍或更小。火焰的宽度可以在上文针对能量的宽度所论述的范围中的一者或多者内。在其他实施方式中,火焰801可以在不触碰玻璃形成带的第一主表面的情况下加热玻璃形成带,这可以例如限制来自火焰801的烟灰沈积在第一主表面上。在一些实施方式中,如图5中所示出,发出火焰801可以包括发出多个火焰,这些火焰在目标位置307处撞击玻璃形成带的第一主表面103a。在其他实施方式中,发出多个火焰801的多个燃烧器可以沿玻璃形成带的宽度“w”的方向201配置成一列。在一些实施方式中,燃烧器803可以发出功率实质恒定的火焰801。
121.贯穿本公开,自一个或多个加热元件发出的能量在玻璃形成带上的地点处的停留时间定义为玻璃形成带上的地点在由能量撞击的区域(上文所定义)内的总时间。参考图3,在玻璃形成带的第一主表面103a上的地点315处自一个或多个加热元件303发出的能量317的停留时间为在第一主表面103a上的地点315处的玻璃形成材料在由自一个或多个加热元件303发出的能量317撞击的第一主表面103a上的区域内的时间。例如,玻璃形成材料在由固定(例如非扫描)激光束701撞击的地点315处的停留时间可以等于地点315在由激光束701撞击的区域内的时间(例如,在玻璃形成材料在拉制方向154上自区域上方移动至区域内且随后自区域内移动至区域下方时)。例如,玻璃形成材料在由扫描激光束701撞击的地点315处的停留时间可以等于玻璃形成材料在由激光束701撞击的区域内的时间之和(例如,当玻璃形成材料在拉制方向154上行进时,每次激光束的该区域跨越玻璃形成材料扫描)。在一些实施方式中,如图3中所示出,停留时间可以由玻璃形成带在拉制方向154上移动的速率来控制(例如调整、限制)。在一些实施方式中,如图6中所示出,停留时间可以由跨越第一主表面103a的部分扫描能量317(例如激光束701)的速率来控制(例如调整、限制)。在其他实施方式中,停留时间可以包含能量(例如激光束701)的多次通过,例如,当扫描速率足够高且/或在拉制方向154上的拉制速率足够低以使得地点315可以在能量(例如激光束701)在能量(例如激光束701)的第一次通过及第二次通过两者时撞击第一主表面103a的能量的区域内。在一些实施方式中,如图7至图8中所示出,停留时间可以通过控制撞击第一主表面103a的能量317(例如激光束701、自火焰801发出的光)的面积(例如宽度705、805及/或垂直于宽度705、805所测量的高度)来控制(例如调整、限制)。在其他实施方式中,能量317可以包括激光束701,且可以例如通过在激光703与第一主表面103a之间置放及/或调整光学器件来控制激光束701的宽度705。在其他实施方式中,如图8中所示出,能量317可以包括自火焰801发出的光,且可以例如通过调整燃烧器803的形状来控制火焰801的宽度805。
在一些实施方式中,停留时间可为约0.0001秒(s)或更长、约0.001s或更长、约0.01s或更长、约1s或更长、约120s或更短、约60s或更短、约10s或更短、约1s或更短或约0.1s或更短。在一些实施方式中,停留时间可在约0.0001s至约120s、约0.0001s至约60s、约0.0001s至约10s、约0.0001s至约1s、约0.0001s至约0.1s、约0.001s至约120s、约0.001s至约60s、约0.001s至约10s、约0.001s至约1s、约0.001s至约0.1s、约0.01s至约120s、约0.01s至约60s、约0.01s至约10s、约0.01s至约1s、约0.01s至约0.1s的范围或其间的任何范围或子范围内。
122.在一些实施方式中,用能量撞击玻璃形成带可以将包括玻璃形成材料的玻璃形成带加热至加热深度。贯穿本公开,包括玻璃形成材料的玻璃形成带的表面上的地点处的加热深度定义为玻璃形成材料的吸收深度与玻璃形成材料的热扩散率及能量在该地点处的停留时间的乘积的平方根之和。如上文所论述,玻璃形成材料对包括多个波长的能量的吸收深度定义为由包括对应波长的能量的强度的百分比加权的每个波长下的吸收深度的加权平均值。不希望受理论束缚,自火焰转移至玻璃形成带(例如通过传导及/或对流)的非光能可以实质上在距对应表面小于1μm的范围内被吸收,且因此不显著影响自火焰传输的总能量的吸收深度。
123.在一些实施方式中,第一主表面103a上的地点315可以加热至约250微米(μm)或更小、约100μm或更小、约50微米或更小、约30μm或更小、约20μm或更小、约10μm或更小、约8μm或更小、约5μm或更小、约0.1μm或更大、约1μm或更大、约5μm或更大或约8μm或更大的加热深度。在一些实施方式中,第一主表面103a上的地点315可以加热至约0.1μm至约250μm、约0.1μm至约100μm、0.1μm至约50μm、约0.1μm至约30μm、约0.1μm至约20μm、约0.1μm至约10μm、约0.1μm至约8μm、约0.1μm至约5μm、约1μm至约250μm、约1μm至约100μm、约1μm至约50μm、约1μm至约30μm、约1μm至约10μm、约1μm至约10μm、约1μm至约8μm、约1μm至约5μm、约5μm至约250μm、约5μm至约100μm、约5μm至约50μm、约5μm至约30μm、约5μm至约10μm、约5μm至约8μm、约8μm至约250μm、约8μm至约100μm约8μm至约50μm、约8μm至约50μm、约8μm至约20μm、约8μm至约10μm的范围或其间的任何范围或子范围内的加热深度。提供能量以加热玻璃形成带的表面上的地点以使得玻璃形成带的加热深度小(例如约250μm或更小、约50μm或更小、约10μm或更小)可以使得第一主表面处的玻璃形成带的表面粗糙度能够降低,而不会实质上改变玻璃形成带的厚度,不会使玻璃形成带的主体变形,且实质上不会加热目标位置307处的玻璃形成带的剩余部分。
124.用能量317在行进路径311的目标位置307处撞击玻璃形成带的第一主表面103a可以通过升高目标位置307处的玻璃形成带的温度来加热玻璃形成带的第一主表面103a。在一些实施方式中,在能量(例如激光束701、自火焰801发出的光)被玻璃形成材料的一部分(例如在吸收深度内、在加热深度内)吸收(这升高了玻璃形成材料的温度)时,自一个或多个加热元件303(例如激光703、燃烧器803)发出的能量317(例如激光束701、自火焰801发出的光)可以加热玻璃形成带的第一主表面103a。在一些实施方式中,如图7至图8中所示出,温度可以在第一主表面的加热深度内的地点315处升高且降低在地点315处的玻璃形成材料的粘度,以使得熔池709、809形成至距地点315处的第一主表面103a的池深度707、807。在其他实施方式中,池深度707、807可以在上文针对吸收深度及/或加热深度所论述的范围中的一者或多者内。在其他实施方式中,熔池709、809中的玻璃形成材料可以包括约100pa-s或更大、约200pa-s或更大、约500pa-s或更大、约1,000pa-s或更小、约800pa-s或更小或约
500pa-s或更小的粘度。在其他实施方式中,熔池709、809中的玻璃形成材料可以包括在约100pa-s至约1,000pa-s、约200pa-s至约1,000pa-s、约500pa-s至约1,000pa-s、约100pa-s至约800pa-s、约200pa-s至约800pa-s、约500pa-s至约800pa-s、约100pa-s至约500pa-s、约200pa-s至约500pa-s的范围或其间的任何范围或子范围内的粘度。不希望受理论束缚,包括约1,000pa-s或更小的粘度的玻璃形成材料可通过表面张力来使表面粗糙度平滑。
125.在一些实施方式中,加热可使第一主表面103a上的地点315处的温度在约50℃或更多、100℃或更多、约200℃或更多、约250℃或更多、约500℃或更低、约400℃或更低、约350℃或更低或约300℃或更低。加热可使第一主表面103a上的地点315处的温度升高约50℃至约500℃、约100℃至约500℃、约200℃至约500℃、约250℃至约500℃、约50℃至约400℃、约100℃至约400℃、约200℃至约400℃、约250℃至约400℃、约50℃至约350℃、约100℃至约350℃、约200℃至约350℃、约250℃至约350℃、约100℃至约300℃、约200℃至约300℃、约250℃至约300℃的范围或其间的任何范围或子范围内升高。
126.在一些实施方式中,如图2至图6中所示出,当玻璃形成带在拉制方向154上沿行进路径311行进时,第二加热设备215b可以在行进路径311的目标位置307处加热玻璃形成带的第二主表面103b。在其他实施方式中,如图5中所示出,第二加热设备215b可以包括一个或多个加热元件303,该一个或多个加热元件303可以包括一个或多个激光703,该一个或多个激光703发出能量321,该能量321包括撞击目标位置307处的玻璃形成带的第二主表面103b上的地点319的激光束701。在其他实施方式中,第二加热设备215b可以包括一个或多个加热元件303,该一个或多个加热元件303可以包括一个或多个燃烧器803,该一个或多个燃烧器803发出能量321,该能量321包括发出撞击目标位置307处的玻璃形成带的第二主表面103b上的地点319的光的火焰801。在一些实施方式中,用能量321撞击地点319处的玻璃形成带的第二主表面103b可以将包括玻璃形成材料的玻璃形成带加热至距第二主表面103b的加热深度可以在上文关于距第一主表面103a的加热深度所论述的范围中的一者或多者内。
127.方法可以包括在用加热设备215a、215b加热之后将玻璃形成带冷却成玻璃带103。在一些实施方式中,如图1中所示出,玻璃带103可以分成多个玻璃板104。
128.玻璃带103的第一主表面103a可以包括表面粗糙度(ra)。贯穿本公开,本公开中所阐述的所有表面粗糙度值为使用表面轮廓与垂直于如使用原子力显微镜(atomic force microscopy,afm)所测量的10μm x 10μm的测试区域的表面的方向上的平均位置的绝对偏差的算术平均值所计算的表面粗糙度(ra)。可在玻璃带的后续处理之前测量表面粗糙度。如本文中所使用,“后续处理”意谓机械磨削、机械研磨、化学蚀刻及/或重熔。不希望受理论束缚,后续处理可降低所得玻璃带的至少一个主表面的表面粗糙度。在一些实施方式中,玻璃带103的第一主表面103a及/或第二主表面103b的表面粗糙度(ra)可为约5nm或更小、约3nm或更小、约2nm或更小、约1nm或更小、约0.9nm或更小、0.5nm或更小、约0.3nm或更小、约0.1nm或更大、约0.15nm或更大或约0.2nm或更大。在一些实施方式中,玻璃带103的第一主表面103a及/或第二主表面103b的表面粗糙度(ra)可在约0.1nm至约5nm、约0.1nm至约3nm、约0.1nm至约2nm、约0.1nm至约1nm、约0.1nm至约0.9nm、约0.1nm至约0.5nm、约0.1nm至约0.3nm、约0.15nm至约5nm、约0.15nm至约3nm、约0.15nm至约2nm、约0.15nm至约1nm、约0.15nm至约0.9nm、约0.15nm至约0.5nm、约0.15nm至约0.3nm、约0.2nm至约5nm、约0.2nm至
约3nm、约0.2nm至约2nm、约0.2nm至约1nm、约0.2nm至约0.9nm、约0.2nm至约0.5nm、约0.2nm至约0.3nm的范围或其间的任何范围或子范围内。
129.在一些实施方式中,根据本公开的实施方式的第一玻璃带的表面粗糙度(ra)所占除了用处理设备170(例如加热设备215a、215b、一个或多个加热元件303、激光703、燃烧器803)加热之外与第一玻璃带相同地被制造的第二玻璃带的表面粗糙度(ra)的百分比可为约0.01%或更多、约0.1%或更多、约0.2%或更多、约0.4%或更多、约1%或更多、约5%或更少、约2.5%或更少、约1%或更少或约0.6%或更少。在一些实施方式中,根据本公开的实施方式的第一玻璃带的表面粗糙度(ra)所占除了用处理设备170(例如加热设备215a、215b、一个或多个加热元件303、激光703、燃烧器803)加热之外与第一玻璃带相同地被制造的第二玻璃带的表面粗糙度(ra)的百分比可以在约0.01%至约5%、约0.1%至约5%、约0.2%至约5%、约0.4%至约5%、约1%至约5%、约0.01%至约2.5%、约0.1%至约2.5%、约0.2%至约2.5%、约0.4%至约2.5%、约0.6%至约2.5%、约1%至约2.5%、约0.01%至约1%、约0.1%至约1%、约0.2%约1%,约0.4%至约1%,约0.01%至约0.6%,约0.1%至约0.6%、约0.2%至约0.6%、约0.4%至约0.6%的范围或其间的任何范围或子范围内。
130.电子产品(例如消费电子产品)可以包含:外壳,包括前表面、后表面及侧表面;电气组件,至少部分地在外壳内,电气组件包括控制器、内存及显示器,显示器在外壳的前表面处或附近;以及覆盖基板,安置在显示器上方,其中外壳的一部分或覆盖基板中的至少一者包括本文中所描述的可折叠设备。
131.本公开的实施方式可以包括电子产品。电子产品可以包括前表面、后表面及侧表面。电子产品可以进一步包括至少部分在外壳内的电气组件。电气组件可以包括控制器、内存及显示器。显示器可以在外壳的前表面处或附近。电子产品可以包括安置在显示器上方的覆盖基板。在一些实施方式中,外壳的一部分或覆盖基板中的至少一者包括贯穿本公开所论述的可折叠设备。
132.本文中所公开的可折叠设备可以并入另一制品(例如具有显示器(或显示器制品)的制品(例如消费电子产品,包含行动电话、平板计算机、计算机、导航系统、穿戴式装置(例如手表)及其类似者)、建筑制品、运输制品(例如汽车、火车、飞机、船舶等)、电器制品或可受益于某种透明度、抗划伤性、耐磨性或其组合的任何制品)中。并入本文中所公开的任何可折叠设备的示例性制品在图9及图10中示出。具体而言,图9及图10标出了电子装置900,该电子装置900包含:外壳902,具有前表面904、后表面906及侧表面908;电气组件(未示出),至少部分在外壳内部或完全在外壳内且至少包含控制器、内存及在外壳的前表面处或附近的显示器910;以及覆盖基板912,在外壳的前表面处或上方,以使得该覆盖基板912在显示器上方。在一些实施方式中,覆盖基板912或外壳902的一部分中的至少一者可以包含本文中所公开的任何可折叠设备。
133.在一些实施方式中,制作电子产品的方法可以包括将电气组件至少部分地置放在外壳内,外壳包括前表面、后表面及侧表面,且电气组件包括控制器、内存及显示器,其中显示器置放在外壳的前表面处或附近。方法可以进一步包括在显示器上方安置覆盖基板。外壳的一部分或覆盖基板中的至少一者包括通过本公开的方法中的任一者制造的玻璃带的一部分。
134.实例
135.各种实施方式将通过以下实例进一步阐明。实例a至d的表面粗糙度(ra)在表1中报导。实例a包括在没有本公开的实施方式的处理设备的情况下通过压轧形成的玻璃带。除了当在目标位置处将由玻璃形成带产生的玻璃板加热至650℃的平均温度时用co2激光处理玻璃形成带的第一主表面之外,实例b至d以与实例a相同的方法产生。co2作为发出360w的cw激光操作,其中包括10mm的宽度的激光束跨越第一主表面以两次通过之间的间隔为20mm来扫描。在实例b中,扫描速率为2,000mm/s。在实例c中,扫描速率为3,000mm/s。在实例d中,扫描速率为4,000mm/s。未对实例a至d中的任一者执行后续工艺。
136.表1:实例a至d的表面粗糙度(ra)
[0137][0138]
如表1中所示出,热处理将实例b至d的表面粗糙度(ra)降低至小于1nm(实例a的2.7%)。此外,实施方式b至c皆包括小于0.3nm的表面粗糙度(ra)(实例a的0.9%)。相对于实例b至c,实例d具有较高的表面粗糙度(ra)。表面粗糙度(ra)仍远低于实例a,但降低实例d的扫描速率会降低表面粗糙度。实例b至c的表面粗糙度的相似性表明实例c的扫描速率为降低表面粗糙度及处理效率的良好平衡。
[0139]
本公开的实施方式可以提供高质量的玻璃带及/或玻璃板。将玻璃形成带的一部分加热至距第一主表面小(例如50微米或更小、10微米或更小)的深度可以产生具有低表面粗糙度(例如约5纳米或更小)的玻璃带及/或玻璃板。此外,相对于在不加热的情况下形成第二玻璃带,玻璃形成带的加热可以显著降低玻璃带的表面粗糙度(例如第二玻璃带的表面粗糙度的约5%或更小或约0.01至约1%的范围内)。加热可以提供上述低表面粗糙度,而无需对玻璃带及/或玻璃板进行后续处理(例如化学蚀刻、机械磨削、机械研磨)。提供对玻璃形成带的加热可以降低及/或消除例如由辊及/或形成装置引入的表面粗糙度。降低表面粗糙度可以使得所得玻璃带及/或玻璃板能够满足对表面粗糙度更严格的设计规范,同时减少不合格玻璃带及/或玻璃板的浪费。
[0140]
本公开的实施方式可以提高制造玻璃带的处理效率。当玻璃形成带处于粘性状态(例如约1,000帕斯卡-秒至约10
11
帕斯卡-秒)时加热玻璃形成带可以与制造玻璃带的其他方面一起例如在形成装置与将玻璃带分成多个玻璃板之间执行。一起加热可以减少制造玻璃带的时间及/或空间需求,此是因为可以减少及/或消除对玻璃带及/或玻璃板的后续处理的需求。另外,可以减少及/或消除与玻璃带及/或玻璃板的后续处理相关联的劳动力及/或设备成本。
[0141]
本公开的实施方式可以包括当玻璃形成带处于升高的温度(例如约500℃至约1300℃)时加热玻璃形成带。当玻璃形成带处于升高的温度时加热玻璃形成带可以自加热
产生具有低残余应力或无残余应力的玻璃带及/或玻璃板,例如,此是因为玻璃形成带在加热期间处于粘性状态,这允许应力耗散。另外,当玻璃形成带处于升高的温度时加热玻璃形成带可以减少将玻璃形成带的一部分加热至距第一主表面小(例如50微米或更小、10微米或更小)的深度以获得足够的温度及/或粘度以降低表面粗糙度所需的能量。
[0142]
本公开的实施方式可以将玻璃形成带的加热局部化至距第一主表面小(例如50微米或更小、10微米或更小)的深度。将加热局部化可以降低该部分的粘度(例如约100帕斯卡-秒至约1,000帕斯卡-秒),这可以例如通过包括玻璃形成带的玻璃形成材料的表面张力促进第一主表面的平滑。另外,将加热局部化可以降低第一主表面的表面粗糙度,而不会显著加热该地点处的玻璃形成带的其余厚度,这可以防止玻璃形成带的厚度改变或形状变形。此外,将加热局部化可以降低降低第一主表面的表面粗糙度所需的能量。通过选择包括小吸收深度(例如约10微米或更小)的加热及/或选择加热的停留时间来将玻璃形成带加热至小的加热深度(例如约50微米或更小)可以实现所需能量的进一步降低及/或防止玻璃形成带变形。
[0143]
除非明确相反指示,否则如本文中所使用,术语“所述”、“一(a)”或“一(an)”意谓“至少一个”,且不应限于“仅一个”。因此,例如,除非上下文另有明确指示,否则对“一组件”的引用包括具有两个或更多个这些组件的实施方式。
[0144]
如本文中所使用,术语“约”意谓量、大小、配方、参数及其他数量及特性并非且不必为确切的,但可为近似的且/或视需要更大或更小,从而反映公差、换算因子、四舍五入、测量误差及其类似者以及所属领域的技术人员已知的其他因子。当术语“约”用于描述值或范围的端点时,本公开应理解为包括所指的特定值或端点。若说明书中的数值或范围的端点叙述“约”,则该数值或范围的端点旨在包括两个实施方式:一个由“约”修饰,而一个不由“约”修饰。将进一步理解,每个范围的端点相对于另一端点及独立于另一端点皆为重要的。
[0145]
本文中所使用的术语“实质”、“实质上”及其变体旨在指出所描述的特征等于或近似等于值或描述。例如,“实质上平坦的”表面旨在表示平坦或近似平坦的表面。此外,如上文所定义,“实质上类似”旨在表示两个值相等或近似相等。在一些实施方式中,“实质上类似”可以表示彼此相差约10%以内的值,例如,彼此相差约5%以内,或彼此相差约2%以内。
[0146]
如本文中所使用,除非另外指示,否则术语“包括”及“包含”以及其变体应解释为同义词且为开放式的。过渡词组包括或包含之后的元素列表为非排他性列表,以使得除了列表中具体叙述的元素之外的元素亦可以存在。
[0147]
虽然已经关于其某些说明性及特定实施方式详细描述了各种实施方式,但本公开不应被认为限于此,此是由于在不脱离所附权利要求书的范畴的情况下,所公开的特征的多种修改及组合是可能的。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
