1.本实用新型涉及轮椅配件加工设备技术领域,具体是一种棒材自动上料装置。
背景技术:
2.车削加工是在车床上利用工件相对于刀具旋转对工件进行切削加工的方法,在生产中占有十分重要的地位,车削适于加工回转表面,大部分具有回转表面的工件都可以用车削方法加工,如内外圆柱面、内外圆锥面、端面、沟槽、螺纹和回转成形面等,尤其是对于各类棒料材料来说,例如轮椅配件等器械,通常采用车削加工的形式,将棒料车削为指定的形状,以便于装配组装工作。
3.经检索,中国专利网公开了一种棒材检测用自动上料装置(公开公告号cn216612678u),包括第一平板,所述第一电动伸缩杆杆体顶端均与同侧的固定架的下侧前端中部固定连接,所述第一平板的两侧中部均等距设置有若干个第二开孔,所述第二支腿的顶端分别与固定架的底端后部两侧转动连接。此类装置首先可以通过第二电动伸缩杆推动升降板将储料箱内的棒材通过出货平台送入运料斗内,然后通过传送带带动运料斗移动到指定的位置,节省人力,提高生产效率,同时如果对于棒材传送的位置和角度有要求的话,可以通过在开槽内移动第一支腿的位置,通过移动第一支腿和第一电动伸缩杆来调节角度和高度,以此来将棒材输送到不同的位置和高度,简单方便,实用性强。然而此类以输送带输送上料的形式,其在持续上料过程中,循环投料、落料的方式,自主稳定性较差。因此,本领域技术人员提供了一种棒材自动上料装置,以解决上述背景技术中提出的问题。
技术实现要素:
4.本实用新型的目的在于提供一种棒材自动上料装置,以解决上述背景技术中提出的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种棒材自动上料装置,所述上料装置由料仓机构、夹料机构、推送机构组成;
6.所述料仓机构包括送料仓,所述送料仓的前后两侧板面对称贯穿设置有拧合螺套,所述拧合螺套的内侧贯穿拧合有伸缩螺杆,所述伸缩螺杆的一端输出端与导料板连接,且伸缩螺杆的另一端输出端与同步带轮固定,所述同步带轮的外侧连接有同步带,所述送料仓的底部卸料口设置有料斗,所述料斗的端口一侧设置有上料气缸;
7.所述夹料机构包括第二臂力框架,所述第二臂力框架的板架上方位于中部位置处设置有升降气缸,且第二臂力框架的板架下方位于两端位置处对称贯穿卡合有升降导杆,所述升降导杆的顶端设置有连接座,所述升降气缸的伸缩端贯穿第二臂力框架的上部板面与连接座固定连接,所述升降导杆的底端设置有夹持器;
8.所述推送机构包括支撑架,所述支撑架的顶端设置有推料气缸,所述推料气缸的伸缩端设置有推进座。
9.作为本实用新型再进一步的方案:所述料仓机构的下料端正对于夹料机构的进料
端口,所述推送机构的推进端正对于夹料机构推柄端的正下方位置处。
10.作为本实用新型再进一步的方案:所述同步带轮的数量不少五组,且同步带轮呈等间距对称排列,所述同步带轮的中部输出端安装有校位手柄。
11.作为本实用新型再进一步的方案:所述送料仓的板架上方正对于卸料口的一端设置有第一臂力框架,所述第一臂力框架的上方位于中部位置处设置有挡料气缸,所述挡料气缸的伸缩端贯穿第一臂力框架的板面设置有挡料板。
12.作为本实用新型再进一步的方案:所述夹持器包括臂力支架,所述臂力支架的下方位于一侧位置处设置有导向轴套,且臂力支架的下方位于另一侧位置处设置有夹持套,所述导向轴套的腔室内部贯穿卡合有推料导杆,所述推料导杆的外侧正对于导向轴套的腔室内部套设有复位弹簧。
13.作为本实用新型再进一步的方案:所述推料导杆通过复位弹簧与导向轴套弹性卡合,且推料导杆的推柄端设置有与夹持套相适配的导向推头。
14.与现有技术相比,本实用新型的有益效果是:
15.本实用通过料仓机构对棒料的阶梯式循环上料,在夹料机构的夹固下移,以及推送机构的推送下,能够将棒料自主式推送至机床主轴内进行加工工作,其取代了传统人工手动安放棒料或者输送带上料的形式,一方面能够降低工作人员的操作强度,节省体力消耗,另一方面能够提高棒料上料的一体联动稳定性。
附图说明
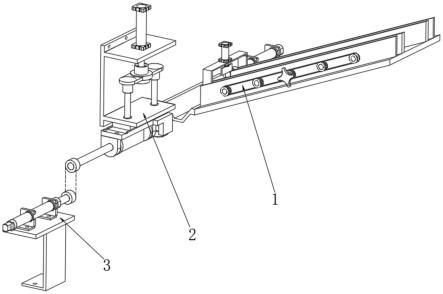
16.图1为一种棒材自动上料装置的结构示意图;
17.图2为一种棒材自动上料装置中料仓机构的结构示意图;
18.图3为一种棒材自动上料装置中料仓机构的俯视图;
19.图4为一种棒材自动上料装置中夹料机构的结构示意图;
20.图5为一种棒材自动上料装置图4中夹持器的结构示意图;
21.图6为一种棒材自动上料装置中推送机构的结构示意图。
22.图中:1、料仓机构;11、送料仓;12、导料板;13、同步带轮;14、同步带;15、校位手柄;16、上料气缸;17、料斗;18、第一臂力框架;19、挡料气缸;110、挡料板;111、拧合螺套;112、伸缩螺杆;2、夹料机构;21、第二臂力框架;22、升降气缸;23、连接座;24、升降导杆;25、夹持器;251、臂力支架;252、导向轴套; 253、推料导杆;254、复位弹簧;255、夹持套;3、推送机构;31、支撑架;32、推料气缸;33、推进座。
具体实施方式
23.请参阅图1~6,本实用新型实施例中,一种棒材自动上料装置,上料装置由料仓机构1、夹料机构2、推送机构3组成,料仓机构1 的下料端正对于夹料机构2的进料端口,推送机构3的推进端正对于夹料机构2推柄端的正下方位置处,在使用车床对棒料进行车削加工时,工作人员将自动上料装置安装在车床合适位置处,在安装的同时,使推送机构3的前进推送端与机床主轴保持同一水平方向上,以便于将夹料机构2内的棒料推送至机床主轴内部,在安装完毕后,将棒料依次放于料仓机构1内,通过料仓机构1的阶梯式卸料,将棒料推送至夹料机构2内继而夹料机构2下移,将棒料推送至与机床主轴保持同一水平方向位置
处,同时推送机构3的推进端伸出,将棒料推送至机床主轴内,进行自主式上料加工工作。
24.料仓机构1包括送料仓11,送料仓11的前后两侧板面对称贯穿设置有拧合螺套111,拧合螺套111的内侧贯穿拧合有伸缩螺杆112,伸缩螺杆112的一端输出端与导料板12连接,且伸缩螺杆112的另一端输出端与同步带轮13固定,同步带轮13的外侧连接有同步带 14,同步带轮13的数量不少五组,且同步带轮13呈等间距对称排列,同步带轮13的中部输出端安装有校位手柄15,在使用自动上料装置对棒料进行车削加工时,工作人员根据棒料的长度,对导料板12的间距进行调节,以使导料板12对棒料进行平稳的导向工作,继而在调节过程中,工作人员转动校位手柄15,带动其中一组同步带轮13 转动,继而在同步带14的中转传动,带动多组同步带轮13转动,同步带轮13在转动的同时,带动伸缩螺杆112在拧合螺套111内伸缩转动,对导料板12的位置进行校位,使导料板12的间距与棒料的长度保持相同,以使棒料在送料仓11内平稳的阶梯式下料,继而在调节完毕后,将棒料依次放置于送料仓11的导料板12内,对棒料进行阶梯式卸料工作。
25.送料仓11的底部卸料口设置有料斗17,料斗17的端口一侧设置有上料气缸16,送料仓11的板架上方正对于卸料口的一端设置有第一臂力框架18,第一臂力框架18的上方位于中部位置处设置有挡料气缸19,挡料气缸19的伸缩端贯穿第一臂力框架18的板面设置有挡料板110,在对棒料进行上料时,挡料气缸19的伸缩端收缩,带动挡料板110上移,使送料仓11最底端的棒料滑落至料斗17内,在滑落的同时,挡料气缸19的伸缩端伸出,使挡料板110下移,对棒料进行阻拦,当棒料落入料斗17内部时,上料气缸16的伸缩端伸出,将料斗17内部的棒料推送至夹持器25的夹持套255内部。
26.夹料机构2包括第二臂力框架21,第二臂力框架21的板架上方位于中部位置处设置有升降气缸22,且第二臂力框架21的板架下方位于两端位置处对称贯穿卡合有升降导杆24,升降导杆24的顶端设置有连接座23,升降气缸22的伸缩端贯穿第二臂力框架21的上部板面与连接座23固定连接,升降导杆24的底端设置有夹持器25,夹持器25包括臂力支架251,臂力支架251的下方位于一侧位置处设置有导向轴套252,且臂力支架251的下方位于另一侧位置处设置有夹持套255,导向轴套252的腔室内部贯穿卡合有推料导杆253,推料导杆253的外侧正对于导向轴套252的腔室内部套设有复位弹簧 254,推料导杆253通过复位弹簧254与导向轴套252弹性卡合,且推料导杆253的推柄端设置有与夹持套255相适配的导向推头,在对棒料进行上料时,当将棒料推送至夹持套255内部后,升降气缸22 的伸缩端伸出,在升降导杆24的导向下,推动夹持器25下移,将夹持器25内部夹持的棒料下移至与机床主轴保持同一水平方向。
27.推送机构3包括支撑架31,支撑架31的顶端设置有推料气缸32,推料气缸32的伸缩端设置有推进座33,在棒料下移校位完毕后,推料气缸32的伸缩端伸出,通过推进座33推动推料导杆253向前推动,将夹持套255内部的棒料推出,送进机床主轴内部,对棒料进行自主式上料工作,待棒料上料完毕后,推料气缸32的伸缩端收缩复位,推料导杆253在复位弹簧254的弹性复位下,回缩复位,以便于对下一组棒料进行循环式推送上料。
28.本实用新型的工作原理是:在使用自动上料装置对棒料进行车削加工时,工作人员根据棒料的长度,对导料板12的间距进行调节,在调节过程中,工作人员转动校位手柄15,在同步带14的中转传动下,带动多组同步带轮13转动,推动伸缩螺杆112在拧合螺套111 内伸缩转动,对导料板12的位置进行校位,使导料板12的间距与棒料的长度保持相同,以使
棒料在送料仓11内平稳的阶梯式下料,继而在调节完毕后,将棒料依次放置于送料仓11的导料板12内,对棒料进行阶梯式卸料工作,继而在对棒料进行上料时,挡料气缸19的伸缩端收缩,带动挡料板110上移,使送料仓11最底端的棒料滑落至料斗17内,在落料完毕的同时,挡料气缸19的伸缩端伸出复位,使挡料板110下移,对上一组棒料进行阻拦,继而当棒料落入料斗 17内部后,上料气缸16的伸缩端伸出,将料斗17内部的棒料推送至夹持器25的夹持套255内部,当将棒料推送至夹持套255内部后,升降气缸22的伸缩端伸出,在升降导杆24的导向下,推动夹持器 25下移,将夹持器25内部夹持的棒料下移至与机床主轴保持同一水平方向,继而在下移校位完毕后,推料气缸32的伸缩端伸出,通过推进座33推动推料导杆253向前推动,将夹持套255内部的棒料推出,送进机床主轴内部,对棒料进行自主式上料工作。
29.以上所述的,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。