1.本实用新型涉及卷烟设备配件技术领域,具体涉及一种滤棒成型机补丝器。
背景技术:
2.zl22滤棒成型机补丝器结构包括入口、气室、高压喂丝喷嘴,其作用是将开松后施加增塑剂的丝束带,由入口进入气室,通过气室中的压缩空气气流吹送到高压喂丝喷嘴处,依靠喷嘴的圆锥度,逐渐收缩收集成束,送入同步运行的滤纸上,然后经烟舌进一步收缩进入成型烟枪卷制成型。良好的补丝器结构,是丝束性能和滤棒质量保证的基础。高压喂丝喷嘴作为补丝器的一部分,保证丝束合适的流动空间,在滤棒加工过程中,起着至关重要的作用。
3.生产常规(直径为:φ7.6mm~φ7.68mm)滤棒时,所使用的丝束规格为:3.0y-35000,而在生产细支(直径为:φ5.35mm~φ5.48mm)滤棒时,所使用的丝束规格为:8.0y-15000。其中:35000、15000为丝束的总旦数(旦数是丝束规格单位)。旦数值越大,丝束带中丝的根数越多。对比两种丝束规格可以看出,常规滤棒所使用的丝束总旦数要高于细支滤棒所使用的丝束总旦数,即:常规滤棒所用丝束带中的丝要比细支滤棒的多,且丝束带较宽。在加工细支滤棒时,由于常规的高压喂丝喷嘴圆锥内部空间相对较大,细支丝束带在压缩空气的作用下,在喷嘴内部形成抖动、搅动、扭曲,使得丝束带在收缩收集成束的过程中,每一段的丝束填充量(重量)不能够均匀、稳定,加工出的滤棒重量和吸阻也不稳定,吸阻sd值经常超出行业标准(行业吸阻sd值为≤100)。其次,常规高压喂丝喷嘴的圆锥出口处较其前端烟舌的入口直径大,也会使丝束带在运行的过程中,部分丝束被吹到烟舌外部,从而影响滤棒的重量及吸阻。
技术实现要素:
4.为解决上述问题,本技术提供一种滤棒成型机补丝器,以实现丝束带在高压喂丝喷嘴中运行稳定,无抖动、搅动、扭曲,进入烟舌的丝束带也无跑漏现象,滤棒质量指标达到行业标准。
5.本实用新型解决其技术问题所采用的技术方案为:
6.一种滤棒成型机补丝器,包括依次呈直通状连接的进丝通道、气流腔室、高压喂丝喷嘴和烟舌,所述气流腔室包括相连通的位于入口端的圆柱形通道和位于出口端的漏斗状出丝口,所述高压喂丝喷嘴呈入口大出口小的漏斗状,其出口端的下部向外延伸设置有导丝口,所述高压喂丝喷嘴的壁面上有规律的开设有若干通气孔,所述烟舌的横截面呈圆弧状,其底面贴合有滤纸,所述导丝口位于所述滤纸的上方且其间留有间隙,所述烟舌的入口端端面直径大于所述高压喂丝喷嘴的出口端端面直径,所述高压喂丝喷嘴的出口端连同导丝口均置于所述烟舌的腔体内。
7.作为上述方案的改进,所述气流腔室上设置有压力监测装置。
8.作为上述方案的改进,所述进丝通道呈前端大后端小的漏斗状。
9.作为上述方案的改进,所述通气孔位于所述高压喂丝喷嘴的上半部分。
10.作为上述方案的改进,所述烟舌的横截面呈优弧。
11.作为上述方案的改进,所述高压喂丝喷嘴的进口端端面直径为57mm。
12.作为上述方案的改进,所述高压喂丝喷嘴的出口端端面直径为21mm。
13.本实用新型带来的有益效果有:
14.本技术设计了一种滤棒成型机补丝器,细支丝束带通过漏斗状的进丝通道进入,再通过气流腔室中的压缩空气气流被吹送到高压喂丝喷嘴处,丝束带在较小空间的高压喂丝喷嘴中运行稳定,无抖动、搅动和扭曲。同时,高压喂丝喷嘴与烟舌入口对接良好,防止了进入烟舌的丝束带跑漏的现象,提高了滤棒质量使其达到行业标准。
附图说明
15.下面结合附图及具体实施例对本实用新型作进一步说明,
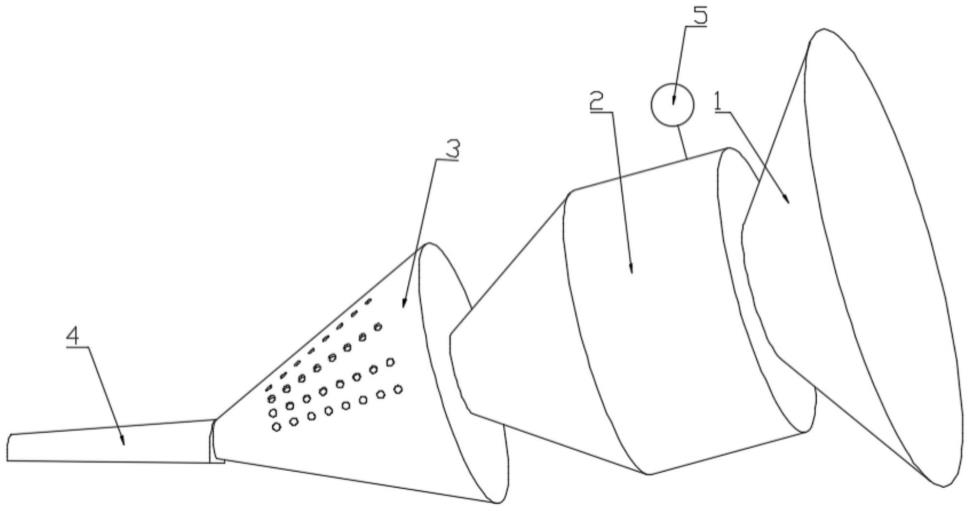
16.附图1是本技术的滤棒成型机补丝器的结构示意图;
17.附图2是本技术的高压喂丝喷嘴的结构示意图。
18.图中:1、进丝通道;2、气流腔室;3、高压喂丝喷嘴;31、导丝口;32、通气孔;4、烟舌;5、压力监测装置。
具体实施方式
19.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
20.在本实用新型的描述中,需要理解的是,术语“上侧”、“下侧”、“上端”、“两端”、“宽度”、“高度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
21.在本实用新型中,除非另有明确的规定和限定,术语“设置”、“安装”、“相连”、“连接”、“连通”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接;可以是机械连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
22.实施例
23.参照图1,一种滤棒成型机补丝器,包括依次呈直通状连接的进丝通道1、气流腔室2、高压喂丝喷嘴3和烟舌4,细支丝束带从进丝通道1进入。所述气流腔室2包括相连通的位于入口端的圆柱形通道和位于出口端的漏斗状出丝口,便于细支丝束带顺利的输入和输出,其内通入压缩空气,细支丝束带被压缩空气气流吹送到高压喂丝喷嘴3处。所述高压喂丝喷嘴3呈漏斗状,其进口端端面直径为57mm,出口端端面直径为21mm,符合细支丝束带收缩收集成束的要求,使丝束带在高压喂丝喷嘴3内无抖动、搅动、扭曲等现象;高压喂丝喷嘴3的出口端的下部向外延伸设置有呈舌头状的导丝口31,用于导向输出压缩后的细支丝束
带,所述高压喂丝喷嘴3的上半部分壁面上有规律的开设有若干通气孔32,用于分散高压喂丝喷嘴3里的压缩空气气流,防止气流过大,丝束流动不均匀,同时不影响压缩空气气流的整体流动方向,以防气流四处乱串。所述烟舌4的横截面呈优弧状,其底面贴合有滤纸,所述导丝口31位于所述滤纸的上方且其间留有间隙,避免细支丝束带与滤纸接触产生摩擦,所述烟舌4的入口端端面直径大于所述高压喂丝喷嘴3的出口端端面直径,所述高压喂丝喷嘴3的出口端连同导丝口31均置于所述烟舌4的腔体内,使细支丝束带能够完全进入到烟舌4内部,避免了细支丝束带外漏的现象,保证细支丝束带均匀的进入到烟舌4进行卷制,从而使滤棒重量、吸阻值稳定。
24.上述气流腔室2上设置有压力监测装置5,用于监测气流腔室2内的压缩气体的压力。
25.上述进丝通道1呈前端大后端小的漏斗状,用于将细支丝束带导向输入到气流腔室2内。
26.应用实施例
27.本技术的滤棒成型机补丝器生产的产品合格率由原来的60%提高到现在的95%,而且吸阻sd值平均达到65,达到并优于行业标准值≤100。
28.应说明的是:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。