1.本实用新型涉及尺寸检验技术领域,具体涉及一种一体式尺寸偏差检查工装。
背景技术:
2.在大中型组件的批量装配生产过程中,为避免发生批量质量问题,装配完成后需对配件的定位和形位的尺寸偏差是否满足使用要求的公差进行抽检。通常的检查过程为:将组件吊运到划线平台上,将组件调平并进行找正,然后采用游标卡尺、卷尺、塞尺、万能角度尺等常规量具测量,部分特殊尺寸还需借助一些自制检查工装来进行测量和计算,进而逐一检查定位和形位的尺寸偏差是否处于满足使用要求的公差范围内。
3.在实际生产过程中,由于大中型组件重量较大,且在检查时检查的尺寸偏差类型不一(包括长度,角度,垂直度等),这使得对组件的前期调平和找正操作以及后续尺寸的读数操作比较缓慢,再加上尺寸检查受组件复杂外形和常规量具检查条件的限制,常常不能一次调平和找正就检查完所有尺寸,需对组件进行翻转后再检查剩余尺寸。故而,目前针对大中型组件的装配尺寸检查,通常会伴有劳动强度较大、耗费时间较长、检查效率低的问题。
技术实现要素:
4.本实用新型意在提供一种一体式尺寸偏差检查工装,能够高效完成对大中型组件的配件定位和形位偏差的检查,结构简洁,检查高效可靠,检查结果直观。
5.本实用新型提供的基础方案为:一种一体式尺寸偏差检查工装,包括支承机构、定位机构和测量机构;所述支承机构包括支承杆;所述定位机构包括横向定位件、纵向定位件和竖向定位件;所述测量机构包括测量针组件;所述测量针组件为单针测量针或双针测量针;
6.所述竖向定位件套设于支承杆上;横向定位件的一端与竖向定位件连接,另一端设有用于定位的横向定位辅助板;纵向定位件的一端与竖向定位件连接,另一端设有用于定位的纵向定位辅助板;
7.所述横向定位件上还设有测量定位部,测量定位部上开设有限位测量针的定位孔,测量针穿过定位孔;所述定位孔包括设于测量定位部中心的单针定位孔和设于中心定位孔周边的两组双针定位孔;单组双针定位孔包括中心距与双针测量针中心距相等的两个孔。
8.进一步,所述测量针组件为单针测量针;所述测量机构还包括测试块;所述测试块设于单针定位孔上方;测试块中心设有与单针测量针相匹配的限位孔。
9.进一步,所述测量机构还包括测量辅助块;所述测量辅助块中心处设有用于定位测量针的顶针孔,测量辅助块与待测件待测孔的形状尺寸相匹配;且单针测量针的针体长度=测试块的厚度 测量定位部距离顶针孔的z向最大理论值。
10.进一步,所述测量针组件为双针测量针;所述双针测量针包括等长的第一测量针
和第二测量针。
11.进一步,所述测量针组件为双针测量针;所述双针测量针包括不等长的第一测量针和第二测量针;且第一测量针与第二测量针的长度差值=第一目标范围值;所述第一目标范围值为,正切三角函数中,待测角度处于最大尺寸偏差角度,且领边长度确定时的对边长度值。
12.进一步,所述支承机构还包括基座;所述基座用于稳固支承杆。
13.进一步,所述支承机构还包括辅助支承块;所述辅助支承块用于辅助支承待测件。
14.进一步,所述测量机构还包括塞尺;当测量针组件为双针测量针时,所述塞尺厚度等于第二目标范围值;所述第二目标范围值为根据待测尺寸公差得出的待测件表面与测量针针尖的最大间隙值。
15.进一步,所述测量机构还包括塞尺;当测量针组件为单针测量针时,所述塞尺厚度等于第三目标范围值;所述第三目标范围值为根据待测尺寸公差得出的测量针针头下表面与测试块上表面的最大间隙值。
16.本实用新型的工作原理及优点在于:定位机构中横向定位件、纵向定位件和竖向定位件能够以待测件的外形表面为检查定位基准,通过移动工装去适应待测件,从而不必移动待测件。其中,横向定位辅助板和纵向定位辅助板能够与待测件作为基准面的外形表面相贴合来实现工装在横向和纵向(x、y向)的限位和定位基准的确定,竖向(z向)的限位和定位基准由测量定位部的位置确定。
17.然后将单针测量针或双针测量针放置到定位孔中,以进行尺寸偏差的检查。当测量针组件为单针测量针时,可用于检查待测件待测孔的定位偏差,例如z向定位偏差,使单针测量针的针尖对应位于待测孔中心,再采用塞尺检查单针测量针针头底面和测试块(测试块下表面需与测量定位部贴紧)上表面的间隙大小,比对间隙大小与要求达到的公差范围即可快速判定z向定位偏差是否合格。当测量针组件为双针测量针时,可用于检查待测件待测表面的形位公差,双针测量针中的一个测量针与待测表面接触,检查另一个测量针的针尖与待测表面的间隙(即特定厚度塞尺能否插入)可快速判定待测件表面与xz平面垂直度偏差、角度偏差等是否在是否在满足使用要求的公差范围内。
18.本实用新型一种一体式尺寸偏差检查工装,结构设置简洁,制作成本较低。特别的是,本工装的检查方式并非是测量出具体的尺寸偏差数值以进行检查,而是移动工装去适应待测件作为基准的外形再直接性地利用塞特定厚度尺配合测量针检查待测件的尺寸偏差是否在公差范围内,待测件无需找正、调平,也无需反复读数,可直接检查尺寸偏差是否合格,而不关注精确数值,更适用于实际的批量检查场景,能够高效检验批量装配生产的大中型组件配件的定位和形位公称尺寸,能够快速地完成尺寸检查,操作简单,检查高效,检查结果直观。
附图说明
19.图1为本实用新型一种一体式尺寸偏差检查工装实施例一的工装整体结构示意图;
20.图2为本实用新型一种一体式尺寸偏差检查工装实施例一的横向定位件示意图;
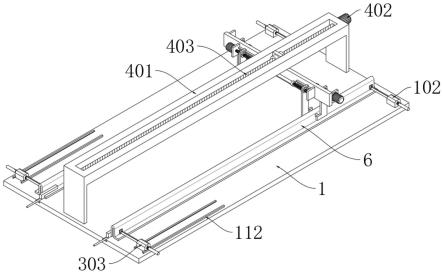
21.图3为本实用新型一种一体式尺寸偏差检查工装实施例一的应用时的整体结构示
意图;
22.图4为本实用新型一种一体式尺寸偏差检查工装实施例二的工装整体结构示意图;
23.图5为本实用新型一种一体式尺寸偏差检查工装实施例二的应用时的工装局部结构示意图;
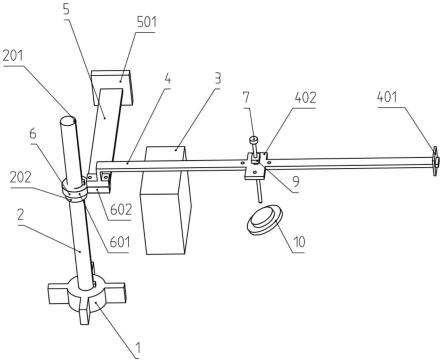
24.图6为本实用新型一种一体式尺寸偏差检查工装实施例三的工装整体结构示意图;
25.图7为本实用新型一种一体式尺寸偏差检查工装实施例三的应用时的工装局部结构示意图。
具体实施方式
26.下面通过具体实施方式进一步详细的说明:
27.说明书附图中的标记包括:基座1、支承杆2、条形通槽201、定位凸台202、辅助支承块3、横向定位件4、横向定位辅助板401、测量定位部402、单针定位孔403、双针定位孔404、纵向定位件5、纵向定位辅助板501、竖向定位件6、环形部601、凸起部602、单针测量针7、双针测量针8、测试块9、测量辅助块10。
28.实施例一
29.实施例基本如附图1和图3所示:一种一体式尺寸偏差检查工装,包括支承机构、定位机构和测量机构。
30.所述支承机构包括支承杆2、基座1和辅助支承块3;所述基座1用于稳固支承杆2。所述辅助支承块3用于辅助支承待测件。具体地,本实施例中,基座1中心设有安装孔,支承杆2外圆柱面上沿轴线方向开设有条形通槽201,支承杆2安装于安装孔中,支承杆2底面与基座1底面齐平且通过条形通槽201和键与安装孔稳固连接。支承杆2的外圆柱面上还设置有定位凸台202,本实施例中定位凸台202设于支承杆2的靠上部位。
31.所述定位机构包括横向定位件4、纵向定位件5和竖向定位件6。所述竖向定位件6套设于支承杆2上;具体地,本实施例中,竖向定位件6为包括一体制成的环形部601和凸起部602,所述环形部601套设在支承杆2上,且环形部601内径小于定位凸台202内径,环形部601可被定位凸台202限位。并且,环形部601与条形通槽201之间还设有键,可保证竖向定位件6位置固定稳固。
32.横向定位件4的一端与竖向定位件6连接,另一端设有用于定位的横向定位辅助板401,且本实施例中,横向定位板上还设有一方形凸起,该方形凸起后续可与待测件相配合,使得横向定位板的定位更可靠。纵向定位件5的一端与竖向定位件6连接,另一端设有用于定位的纵向定位辅助板501。具体地,本实施例中,横向定位件4的一端和纵向定位件5的一端均开设有第一连接孔,竖向定位件6的凸起部602上也开设有与第一连接孔形状尺寸相对应的第二连接孔。其中,第一连接孔为通孔,第二连接孔为螺纹孔且非通孔。纵向定位件5和横向定位件4通过第一连接孔和第二连接孔可配合螺钉固定在竖向定位件6的凸起部602上,实现横向定位件4和纵向定位件5的稳固设置。
33.所述测量机构包括测量针组件、测量辅助块10、多种特定厚度的塞尺和测试块9。所述测量针组件为单针测量针7或双针测量针8,本实施例中测量针组件为单针测量针7。所
述测试块9设于单针定位孔403上方;测试块9中心设有与单针测量针7相匹配的限位孔。具体地,单针测量针7包括一体制成的针头和针体(即圆柱 圆锥),限位孔直径与针体直径相等且小于针头直径。单针测量针7的针体长度=测试块9的厚度 测量定位部402距离顶针孔的z向最大理论值。
34.本实施例中,单针测量针7可用于测量待测件待测孔的z向尺寸偏差,当待测件待测孔的z向标准尺寸公差范围为
±
2mm范围,且测量定位部402距离顶针孔的z向理论值为a时,则测量定位部402距离顶针孔的z向最大理论值为a 2mm,则单针测量针7的长度=测试块9的厚度 a 2mm。
35.所述塞尺厚度等于第三目标范围值;所述第三目标范围值为根据待测尺寸公差得出的测量针针头下表面与测试块9上表面的最大间隙值。本实施例中z向待测尺寸公差即为a
±
2mm,对应的最大间隙值即为4mm,则塞尺厚度设定为4mm,后续能够配合单针测量针7进行尺寸偏差检查。若需要提升z向待测尺寸偏差检查标准,如检查公差加严为
±
1mm,则单针测量针7的针体长度=测试块9的厚度 a 1mm,对应的专用测量塞尺厚度变为2mm。
36.在横向定位件4上还设有测量定位部402,测量定位部402上开设有限位测量针的定位孔,测量针穿过定位孔。所述定位孔包括设于测量定位部402中心的单针定位孔403和设于中心定位孔周边的两组双针定位孔404;单组双针定位孔404包括中心距与双针测量针8中心距相等的两个孔,如附图2所示。
37.具体地,单针定位孔403为方形孔,且方形孔的尺寸与待测件待测孔的尺寸公差要求相关,本实施例中,待测件待测孔在x、y方向的公差分别为
±
1mm和
±
2mm,则方形孔在x、y方向的边长=(单针测量针7直径 公差范围值);加严检查可缩小公差范围值计算,当不加严检查时,方形孔在x和y方向的边长分别为(单针测量针7直径 2)mm、(单针测量针7直径 4)mm,且方形孔中心与待测件待测孔的理论中心在x、y方向重合。两组双针定位孔404的两孔连线垂直,且两组双针定位孔404的两孔连线分别平行于横向定位件4的轴线和纵向定位件5的轴线。可选地,在本实施例中,采用单针测量针7时,可仅设置单针定位孔403。
38.所述测量辅助块10中心处设有用于定位测量针的顶针孔,测量辅助块10与待侧件待测孔的形状尺寸相匹配。具体地,测量辅助块10为两段的阶梯轴,且阶梯轴中第一段轴的直径等于待测件待测孔的直径且小于第二段轴的直径。第一段轴的长度等于待测件待测孔深度的1/2。顶针孔位于第一段轴顶面中心处,顶针孔尺寸与单针测量针7的针尖相匹配。
39.具体应用时,包括以下步骤:
40.步骤1:放置待测件,按需摆放若干辅助支承块3于合适位置,以保证待测件放置平稳。再将测量辅助块10放入待测件待测孔中,即测量辅助块10的第一段轴卡入待测件待测孔中。
41.步骤2:调整工装位置,调整基座1底面和定位机构位置,使得横向定位辅助板401和竖向定位辅助板501贴合在待测件被用作工装设计基准的表面并保持此状态。
42.再将测试块9放置在测量定位部402上,测试块9的限位孔与单针定位孔403对齐,单针测量针7同时穿过限位孔和单针定位孔403,限位孔和单针定位孔403可稳固限位住单针测量针7且辅助单针测量针7保持竖直,有助于提升检测精准度。
43.步骤3:先移动单针测量针7的针尖至测量辅助块10上的顶针孔中,然后再采用塞尺来检验尺寸偏差是否达标。具体地,由于测试块9的限位孔尺寸和单针测量针7的特殊长
度设置,当单针测量针7的针尖能移动至测量辅助块10上的顶针孔中,且单针测量针7的针头下表面与测试块9上表面存在一定的间隙(且测试块9下表面需与测量定位部402贴紧),用特定厚度的塞尺(厚度等于第三目标范围值)不能插入此间隙,则说明在x、y、z方向上的定位尺寸偏差均在要求的公差范围内。
44.具体地,本测量方式的原理是通过测试块9和单针定位孔403的尺寸限制单针测量针7的移动范围来将x、y方向尺寸偏差控制在满足使用要求的公差范围内,再使用在尺寸偏差允许单针测量针7(不计针头厚度)最大长度时的针尖能移动至测量辅助块10上的顶针孔中的同时,通过厚度等于第三目标范围值的塞尺能否插入测量针头下表面与测试块9上表面的间隙(测试块9下表面需与测量定位部402贴紧),判断z方向尺寸偏差是否在公差范围内,整体检查流程简单,无需反复读数、调校,能够快速完成大批量工件的尺寸偏差检查,且不易受人为检查操作及读数误差的影响,检查结果更为直观、可靠。
45.本实施例提供的一种一体式尺寸偏差检查工装,结构设置简洁,制作成本较低,能够高效检验批量装配生产的大中型组件配件的定位和形位公称尺寸,定位机构能够以待测件(组件)外形为检查定位基准,工装配合特定尺寸的测量针和塞尺能够快速地完成尺寸检查,操作简单,检查高效,检查结果直观。
46.特别的是,与常规的尺寸偏差检查工装不同,常规工装往往追求更高的读数精度,在检查时也要求对待测件进行反复的调平、找正,此类工装虽然能够测量得到精确的尺寸偏差数值,但在实际应用中,此类工装使用时极为耗时,检查效率较低,检查结果也并不直观。并且,对于批量生产中的尺寸检查而言,实际并不需要每一个件都精确测量读数,而是校验合格即可,现有工装的高精读数实际上是检查成本的浪费。而本方案则针对此类实际场景出发,设计了一套的新的能够与批量生产场景充分匹配的检查工装,本工装的检查思路也从更为贴合实际的检验合格的角度出发,对测量机构中的组件进行了特殊尺寸的限定,通过尺寸限定控制测量针的移动范围,再通过特定厚度的塞尺能否插入,判断z方向尺寸偏差是否在公差范围内,能够直观显示检查是否合格,无需读数、调校,检查更高效。
47.实施例二
48.如附图4和图5所示,一种一体式尺寸偏差检查工装,在实施例一的基础上,对测量针组件做了调整。
49.本实施例中,所述测量针组件为双针测量针8;所述双针测量针8包括等长的第一测量针和第二测量针,且第一测量针和第二测量的针体(即圆柱 圆锥)长度足以使测量针针尖接触到待测件的待测表面。
50.具体地,所述双针测量针8还包括测量针连接块。第一测量针和第二测量针均设于测量针连接块上,且与测量针连接块一体连接。第一测量针轴线和第二测量针轴线的间隔为70mm。对应地,单组双针定位孔404的两个孔的中心距也为70mm。
51.等长的双针测量针8可用于测量待测件表面与xz平面的垂直度。具体应用时,包括以下步骤:
52.步骤1:放置待测件,按需摆放若干辅助支承块3于合适位置,以保证待测件放置平稳。
53.步骤2:调整工装位置,调整基座1底面和定位机构位置,使得横向定位辅助板401和竖向定位辅助板501贴合在待测件被用作工装设计基准的表面并保持此状态。
54.步骤3:将等长的双针测量针8插入到单组双针定位孔404中,且使得双针测量针8中有一个测量针的针尖与待测件的待测表面接触。
55.步骤4:采用特定厚度的塞尺来检验尺寸偏差是否达标。具体地,例如,第一测量针的针尖与待测件的待测表面接触,特定厚度的塞尺无法插进第二测量针与待测件待测表面之间的间隙中,则说明该表面与xz平面的垂直度在要求范围内。
56.具体地,所述塞尺厚度等于第二目标范围值;所述第二目标范围值为根据待测尺寸公差得出的待测件表面与测量针针尖的最大间隙值。本实施例中标准尺寸偏差范围(即待测尺寸公差),即垂直度要求为
±
1mm,则待测件表面与测量针针尖的最大间隙值为2mm,塞尺厚度为2mm。
57.本测量方式的原理是通过厚度不大于允许垂直度公差范围的塞尺是否能插入等长测量针与待测件表面的接触间隙,进而判断待测件表面与xz平面垂直度是否在公差范围内,检查可靠,检查流程简单高效。
58.本实施例提供的一种一体式尺寸偏差检查工装,结构设置简洁,能够实现对表面垂直度的高效检查,使用操作简单,检查结果直观,检查效果较好。
59.实施例三
60.如附图6和图7所示,一种一体式尺寸偏差检查工装,在实施例一的基础上,对测量针组件做了调整。
61.本实施例中,所述测量针组件为双针测量针8;所述双针测量针8包括不等长的第一测量针和第二测量针。具体地,所述双针测量针8还包括测量针连接块。第一测量针和第二测量针均设于测量针连接块上,且与测量针连接块一体连接。第一测量针轴线和第二测量针轴线的间隔为70mm。对应地,单组双针定位孔404的两个孔的中心距也为70mm。
62.且第一测量针和第二测量针中的较长者的针体(即圆柱 圆锥)的长度能够使测量针的针尖接触到待测件的待测表面。第一测量针与第二测量针的长度差值=第一目标范围值;所述第一目标范围值为,正切三角函数中,待测角度处于最大尺寸偏差角度,且领边长度确定时的对边长度值。具体地,若待测件待测表面与xy平面的角度要求为β
±2°
,两测量针的轴线间隔值为70mm,且本实施例中,两测量针的轴线间隔值即对应为领边长度值,则正切三角函数中,待测角度处于最大尺寸偏差角度且领边长度确定(70mm)时的对边长度值=70
×
tan(β 2)mm。
63.不等长的双针测量针8可用于测量待测件表面与xz平面的角度公差。具体应用时,包括以下步骤:
64.步骤1:放置待测件,按需摆放若干辅助支承块3于合适位置,以保证待测件放置平稳。
65.步骤2:调整工装位置,调整基座1底面和定位机构位置,使得横向定位辅助板401和竖向定位辅助板501贴合在待测件被用作工装设计基准的表面并保持此状态。
66.步骤3:将不等长的双针测量针8插入到单组双针定位孔404中,让双针测量针8在z向下移,直至双针测量针8中任一测量针接触到待测件的待测表面,即使得双针测量针8中有一个测量针的针尖与待测件的待测表面接触,此处应该为相对更长的第一测量针先与待测件待测表面接触。
67.步骤4:采用特定厚度的塞尺来检验尺寸偏差是否达标。具体地,第一测量针的针
尖与待测件的待测表面接触,特定厚度的塞尺无法插进第二测量针与待测件待测表面之间的间隙中,则说明该表面与xz平面的角度偏差在要求范围内。
68.具体地,所述塞尺厚度等于第二目标范围值;所述第二目标范围值为根据待测尺寸公差得出的待测件表面与测量针针尖的最大间隙值。本实施例中满足角度要求为β
±2°
的最大间隙值=70
×
【tan(β 2)-tan(β-2)】mm,其中70指两测量针的轴线间隔值。
69.本测量方式的原理是以较长测量针的针尖为基准,固定两测量针在x方向距离后,通过三角函数计算允许角度偏差最大时两测量针尖的高度差来确定较短测量针的长度,再次通过三角函数计算允许角度偏差最大和最小时的高度差来确定两测量针长度差和测量塞尺的厚度,从而判断待测表面与xy平面角度是否在公差范围内,检查可靠,检查流程简单高效。
70.本实施例提供的一种一体式尺寸偏差检查工装,结构设置简洁,能够实现对角度偏差的高效检查,使用操作简单,检查结果直观,检查效果较好。
71.以上所述的仅是本实用新型的实施例,方案中公知的具体结构及特性等常识在此未作过多描述,所属领域普通技术人员知晓申请日或者优先权日之前实用新型所属技术领域所有的普通技术知识,能够获知该领域中所有的现有技术,并且具有应用该日期之前常规实验手段的能力,所属领域普通技术人员可以在本技术给出的启示下,结合自身能力完善并实施本方案,一些典型的公知结构或者公知方法不应当成为所属领域普通技术人员实施本技术的障碍。应当指出,对于本领域的技术人员来说,在实用新型中涉及到的以被测件本身外形设计工装的定位基准,再通过直接或计算得出尺寸在两个极限偏差时产生的间隙,加以特定尺寸检查孔或特定厚度塞尺检查偏差是否符合要求的技术思路下,还可以作出若干变形和改进,这些也应该视为本实用新型的保护范围,这些都不会影响本实用新型实施的效果和专利的实用性。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。