1.本发明涉及一种沟道测量装置,具体涉及一种深沟比大的轴承沟道测量装置。
背景技术:
2.某型轴承属角接触球轴承,其外圈外内径尺寸为φ33.65,沟曲率半径为r4.9。一般角接触球轴承的沟道深度h与半径r的比值为0.31~0.5。深沟比大的轴承产品的沟深比为0.79。工艺要求先加工出沟道后,采用d012测量仪进行测量沟道位置尺寸,后序加工斜坡。
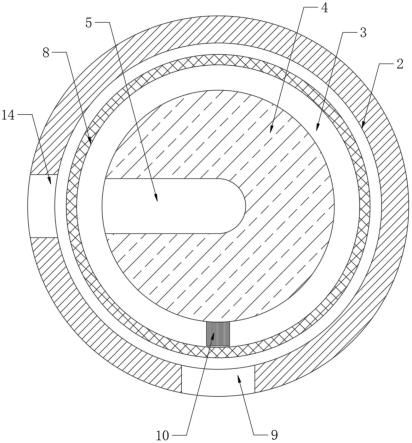
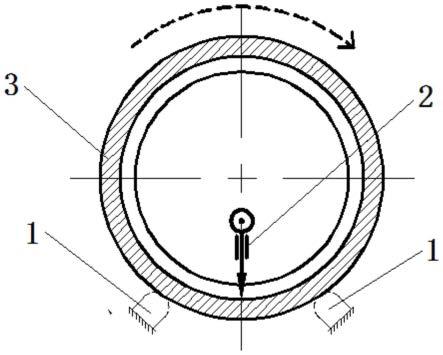
3.在采用d012测量仪测量沟道位置的原理如图1和图2。在车加工过程测量时,由于沟道尺寸精度及沟曲率轮廓的影响,因此,选择的钢球测点,也就是说,现有的深沟测量需要将钢球伸入到沟道内,应遵循下式:dw>2r,即钢球测量点的直径大于2倍的沟曲率半径,进行翻转端面测量,得出沟位置尺寸。
4.因轴承沟深比非常大,使用d012测量仪辅具3/8
″
钢球点测量时,用于夹持钢球的夹持爪为方形凹槽,钢球与该方形凹槽之间采用过盈配合进行连接,而且,为了保证钢球抓取的牢固性,夹持爪至少夹取钢球最大直径的二分之一以上。但此时,受夹持爪结构尺寸的影响,导致钢球无法伸入到沟深比大的沟道内进行测量。导致产品加工停滞。
5.综上所述,现有测量仪存在无法测量沟深比大的轴承沟道位置和沟中心对端面的径向跳动的测量的问题。
技术实现要素:
6.本发明的目的是为了解决现有测量仪存在无法测量沟深比大的轴承沟道位置和沟中心对端面的径向跳动的测量的问题。进而提供一种深沟比大的轴承沟道测量装置。
7.本发明的技术方案是:一种深沟比大的轴承沟道测量装置包括v型定位块和加长压块,v型定位块支撑在轴承外圈的外圆周上,且v型定位块与轴承外圈之间线接触,加长压块为长条形压块,且加长压块的下端面为带有倒角的平面,加长压块安装在轴承外圈的沟道内,且加长压块的中心线与v型定位块的中心线重合。
8.进一步地,v型定位块包括v形支撑部和支座,v形支撑部位于支座的上端并制成一体。
9.进一步地,v形支撑部之间的夹角为120
°
。
10.进一步地,v形支撑部的厚度为2.5mm。
11.进一步地,v型定位块的斜面表面粗糙度为ra=0.63μm。
12.进一步地,支座的厚度为7mm,且支座的下部开设有通槽。
13.进一步地,加长压块包括圆柱体和连接部,圆柱体位于连接部的下端并制成一体。
14.进一步地,圆柱体的直径为5mm。
15.进一步地,圆柱体的底端面上加工有45
°
的倒角。
16.进一步地,连接部的上端为柱状压点,所述柱状压点的直径为8mm。
17.本发明与现有技术相比具有以下效果:
18.本发明通过分析d012测量仪的测量缺陷,改变了w013测量仪器的支撑定位结构(具体为v型定位块1和加长压块2)。本发明能够满足沟道位置尺寸测量误差不大于
±
2um,沟道中心对端面的跳动测量误差不大于4um的要求。
19.如图3至图5所示,在未加工沟道斜坡面时,可采用w013仪器测量,测量原理为:将轴承外圈基准端面靠在w013仪器侧壁平面上,外径用两个支点(v型定位块)支承外径表面,以对外圈进行定心,测头(指加长压块)以一恒定压力压在沟道上,并保持其在两个支承点中间,压力方向与套圈轴线平行。进而实现了沟深比大的轴承外圈沟道位置尺寸及精度稳定性测量。
附图说明
20.图1是本发明现有技术测量沟位置的主视图。图2是图1的主剖视图。
21.图3是本发明测量沟道的主视图。图4是图3的主剖视图。图5是加长压块2压在沟道上的示意图。
22.图6是加长压块的主视图。图7是v型定位块的主视图。图8是图7沿b-b处的剖视图。
具体实施方式
23.具体实施方式一:结合图6至图8说明本实施方式,本实施方式的一种深沟比大的轴承沟道测量装置包括v型定位块1和加长压块2,v型定位块1支撑在轴承外圈3的外圆周上,且v型定位块1与轴承外圈3之间线接触,加长压块2为长条形压块,且加长压块2的下端面为带有倒角的平面,加长压块2安装在轴承外圈3的沟道内,且加长压块2的中心线与v型定位块1的中心线重合。
24.本实施方式能够同时实现沟道中心到测量端面之间的距离,还能够测量沟道内径向跳动的数值。有效避免了现有技术中的夹持爪无法伸到沟道内的问题。
25.具体实施方式二:结合图7至图8说明本实施方式,本实施方式的v型定位块1包括v形支撑部1-1和支座1-2,v形支撑部1-1位于支座1-2的上端并制成一体。如此设置,v形支撑部1-1用于实现对轴承外圈3的支撑,支座1-2用于与测量仪器的连接。其它组成和连接关系与具体实施方式一相同。
26.本实施方式的v型定位块1制作时,根据实际情况优先选择一体化加工。
27.具体实施方式三:结合图7至图8说明本实施方式,本实施方式的v形支撑部1-1之间的夹角为120
°
。如此设置,与轴承外圈3之间形成了线接触,而且v形支撑部1-1进行了抛光处理,使得轴承外圈在转动过程中,不损伤轴承外圈。其它组成和连接关系与具体实施方式一或二相同。
28.具体实施方式四:结合图7至图8说明本实施方式,本实施方式的v形支撑部1-1的厚度为2.5mm。如此设置,使得支撑更加可靠和稳定,如果其厚度过宽,对增加整个仪器的重量,也会造成测量不稳定的问题,因此,本实施方式能够保证测量精度。其它组成和连接关系与具体实施方式一、二或三相同。
29.具体实施方式五:结合图7至图8说明本实施方式,本实施方式的v型定位块1的斜面表面粗糙度为ra=0.63μm。如此设置,此表面粗糙度要求比较高,使得斜面更加光滑,避
免划伤轴承外圈,而且还便于轴承外圈的顺利转动,转动过程中摩擦力小。其它组成和连接关系与具体实施方式一、二、三或四相同。
30.具体实施方式六:结合图7至图8说明本实施方式,本实施方式的支座1-2的厚度为7mm,且支座1-2的下部开设有通槽1-3。如此设置,通槽1-3便于与测量仪器之间连接。其它组成和连接关系与具体实施方式一、二、三、四或五相同。
31.具体实施方式七:结合图6说明本实施方式,本实施方式的加长压块2包括圆柱体2-1和连接部2-2,圆柱体2-1位于连接部2-2的下端并制成一体。如此设置,便于实现对自动校准沟道的中心。其它组成和连接关系与具体实施方式一、二、三、四、五或六相同。
32.具体实施方式八:结合图6说明本实施方式,本实施方式的圆柱体2-1的直径为5mm。如此设置,便于伸入到沟道内,适用于深沟比较大的情况中使用。其它组成和连接关系与具体实施方式一、二、三、四、五、六或七相同。
33.具体实施方式九:结合图6说明本实施方式,本实施方式的圆柱体2-1的底端面上加工有45
°
的倒角。如此设置,防止划伤沟道。其它组成和连接关系与具体实施方式一至八中任意一项相同。
34.具体实施方式十:结合图6说明本实施方式,本实施方式的连接部2-2的上端为柱状压点,所述柱状压点的直径为8mm。如此设置,便于作为压点的支撑点。其它组成和连接关系与具体实施方式一至九中任意一项相同。
35.综上,本发明设计并制作了专用测量点,将轴承外圈按照图3至图5的方式进行放置并进行测量,测量沟位置和沟摆时,采用翻幅测量法,通过比较沟中心线到两侧端面的距离之差,同时控制套圈总宽度来得出沟测量结果。
36.使用该测量方法测量稳定,易调整,测量准确、误差小。由技术人员、检检人员、操作者3人,分别对5件产品进行测量,量仪的分辨率0.002mm,判定测量重复性和一致性(读数取最大),数据如下表:
[0037][0038]
从表中可以看出,测量沟位置尺寸、沟摆的示值准确性和重复性误差满足沟道位置尺寸测量误差不大于
±
2um,沟道中心对端面的跳动测量误差不大于4um的要求,测量一致性和稳定性均能满足要求,因此,本发明的改进结果有效。
[0039]
结合图3至图8说明本发明的工作原理:
[0040]
针对径深比大的产品需设计支点座及加长压点。压点的作用为支撑点,可以自动校准沟中心。压点2采用45#钢,热处理硬度为hrc40-45,因轴承材料硬度为hrc60-61,轴承沟道的测量表面ra0.08um,在测量沟位置时,压点与沟道表面两点接触,测量过程中需将零件旋转一周,压点如采用硬度较高的材料,易破坏沟道表面,产生划伤。压点设计为柱形结构,通过计算压点与沟道接触点位于沟道深度的1/2处,压点直径的计算公式如下:
[0041][0042]
经计算压点直径为φ8mm,压点倒圆r0.5mm,ra0.8um。避免沟道表面产生划伤。下部φ5圆柱与支架连接孔配合,压点具体结构见图6。
[0043]
外径处两支点,采用一体结构的v型块,v块夹角为120
°
,45#钢淬火处理,硬度hrc40-45,支撑面宽度2.5mm,考虑外径余量较大,支撑表面粗糙度可制造为ra0.63um。v型块下端铣7mm通槽,用螺栓将其紧固至仪器侧壁。
[0044]
虽然本发明已以较佳实施例揭露如上,然而并非用以限定本发明的,本领域技术人员还可以在本发明精神内做其他变化,以及应用到本发明未提及的领域中,当然,这些依据本发明精神所做的变化都应包含在本发明所要求保护的范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。