1.本技术涉及一种焊接螺钉。尤其地,本技术涉及一种用于壳体(例如:电池组的壳体)的焊接螺钉。
背景技术:
2.在电池组的制造的过程中,经常需要使用焊接螺钉。然而,现有技术的焊接螺钉仍然存在问题。在现有技术中,例如,相较于几个焊点的焊接螺柱,环状焊环在熔融焊接的情况下仍然存在泄漏问题。除了漏水问题以外,还存在例如环境中可能损害电池包的污染物、有毒物体等的泄漏到电池包中,还有电池包中的有毒物泄漏到环境中的泄漏问题。
3.因此,现有技术的焊接螺钉不能满足需要的密封性能。在实际生产中,现有技术的焊接螺钉的密封故障发生率很高。
4.考虑到但不限于上述各种应用场景,提供一种新型的焊接螺钉以至少解决上述问题是被期望的。
技术实现要素:
5.本技术旨在提供一种焊接螺钉,这在至少一个方面相对于现有技术是有利的。
6.为此,本技术在一个方面提供了一种焊接螺钉,其特征在于,包括:螺钉头,所述螺钉头成形为圆盘的结构;从所述螺钉头的前表面延伸出的螺钉本体,所述螺钉本体成形为柱体的结构;和密封件,所述密封件由耐高温材料构成;其中,所述螺钉头具有位于其前表面的密封件凹槽,所述密封件凹槽用于接收和保持所述密封件;并且其中,所述螺钉头还具有位于其前表面的凸起,所述凸起配置成能够熔化并产生紧固性,从而加强密封件凹槽中的密封件起到的密封作用,其中,所述凸起定位在所述密封件凹槽的相对于所述圆盘的径向外侧或径向内侧,其中,所述凸起配置成以360度围绕所述圆盘的轴线分布。
7.在一个可选的实施方式中,所述螺钉本体成形为圆柱体的结构,其中,螺钉本体具有围绕其圆柱体的周缘的外螺纹部,所述外螺纹部用于机械连接。
8.在一个可选的实施方式中,所述密封件凹槽配置成围绕所述圆盘的轴线分布。
9.在一个可选的实施方式中,所述密封件凹槽配置成以360度围绕所述圆盘的轴线分布。
10.在一个可选的实施方式中,所述密封件凹槽配置为圆环状。
11.在一个可选的实施方式中,所述凸起的末端可形成尖角形状。
12.在一个可选的实施方式中,所述凸起的形状为圆环状。
13.在一个可选的实施方式中,所述凸起为两个彼此同心的凸起。
14.在一个可选的实施方式中,所述凸起的内侧根部和密封件凹槽的外径之间的径向间隔大于或等于预定值,所述预定值使得凸起和接收并保持在密封件凹槽中的密封件能够独立地分别起到密封功能,而避免相互之间的不必要干扰和/或影响。
15.在一个可选的实施方式中,凸起的径向外侧的螺钉头的前表面的部分的高度相对
于凸起径向内侧的螺钉头的前表面的部分的高度更高。
16.在一个可选的实施方式中,所述密封件为密封胶。
17.根据本技术的焊接螺钉能够形成焊接螺钉和板件之间有效且高效的密封。这种双重密封能够大大降低使用这种的密封故障率;并且同时还能够减少密封件的使用量,降低经济成本。
附图说明
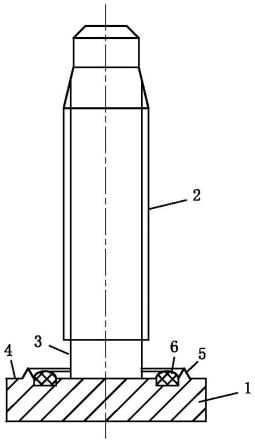
18.图1示出了根据本技术的一种实施方式的焊接螺钉的局部剖视图。
19.图2示出了根据本技术的一种实施方式的焊接螺钉的俯视图。
20.图3示出了根据本技术的一种实施方式的焊接螺钉作为紧固件被使用的示意图。
21.图4示出了根据本技术的一种实施方式的焊接螺钉的细节,其中,示出了密封件凹槽的内直径和螺纹部的外径的关系。
22.图5示出了根据本技术的一种实施方式的焊接螺钉的细节,其中,示出了凸起相对于密封件凹槽的关系。
23.图6示出了根据本技术的一种实施方式的焊接螺钉的细节,其中,分别示出了凸起的径向外侧和径向内侧的螺钉头前表面的部分的高度。
24.图7示出了根据本技术的一种实施方式的焊接螺钉的细节,其中,示出了凸起为圆环状结构。
25.图8示出了根据本技术的一种实施方式的焊接螺钉的细节,其中,示出了凸起的末端为圆角形状或平面形状。
26.图9示出了根据本技术的一种实施方式的焊接螺钉的细节,其中,示出了密封件凹槽的内膛的横向尺寸。
具体实施方式
27.下面参照附图描述本技术的一些可行实施方式。需要指出,各图并非按比例绘制的。某些细节可能被加大以便清楚地展示,还有一些非必要示出的细节被略去。
28.如图1和图2所示,示出了根据本技术的一种实施方式的焊接螺钉的局部剖视图。焊接螺钉包括螺钉头1和螺钉本体3。所述螺钉本体3从螺钉头的前表面4延伸出。螺钉头1示出为具有大致圆盘形状的结构。螺钉本体3示出为具有沿着其轴向方向延伸的一定高度的柱体(优选为圆柱体)结构。所述圆盘的轴线重合于所述圆柱体的轴线。
29.螺钉本体3具有围绕其周缘的外螺纹部2。所述外螺纹部2用于形成机械连接。
30.螺钉头1还具有位于其前表面4的密封件凹槽9(如图4-9所示)。所述密封件凹槽9用于接收和保持密封件6,从而防止密封件6的脱落。所述密封件凹槽9配置成围绕所述圆盘的轴线分布。例如在绕轴线对称布置的一对或多对密封件凹槽。优选地,所述密封件凹槽9配置成以360度(即,一整圈)围绕所述圆盘的轴线分布。可选地,所述密封件凹槽9配置成以大于360度围绕所述圆盘的轴线分布。
31.优选地,所述密封件凹槽9的形状为圆环状。可选地,所述密封件凹槽9形成为多个圆环状结构;例如,密封件凹槽可以是多个独立的圆环状结构;又例如,密封件凹槽可以是多个连接的圆环状结构。
32.在一个优选的实施方式中,制造密封件凹槽9的工艺可以采用冷镦工艺和/或数控机床加工工艺。
33.螺钉头1还具有位于其前表面4的凸起5。所述凸起5配置成(可选地,经由通电作用)能够熔化并具有紧固性。所述凸起5位于所述密封件凹槽9的径向(相对于圆盘)外侧。在一个可行的实施方式中,所述凸起5配置成围绕所述圆盘的轴线分布。例如绕轴线对称布置的一对或多对凸起。优选地,所述凸起5配置成以360度(即,一整圈)围绕所述圆盘的轴线分布。优选地,所述凸起5的形状为圆环状。可选地,凸起5的末端可形成尖角形状。
34.如图3,示出了根据本技术的一种实施方式的焊接螺钉作为紧固件被使用的示意图,其中,经由焊接螺钉,板件8被紧固到工件7。在使用过程中,首先,将板件8贴合到工件7的下表面处,并将板件8的通孔和工件7的开孔对齐。然后,将焊接螺钉的螺钉本体3经由所述通孔安装进入到所述开孔中,并利用所述螺钉本体3的外螺纹将焊接螺钉紧固到工件7中,其中,所述凸起5抵靠到板件8。接下来,所述凸起5(例如,经由通电作用)熔化,由于在凸起5和所述板件8之间的挤压力,被熔化的凸起5被压缩,从而在焊接螺钉和板件之间形成密封。另外,接收并保持在密封件凹槽9中的密封件6在焊接螺钉和板件8之间形成密封。通过这种方式,密封件6形成的密封将被所述凸起5保护。因此,通过凸起5和密封件6,所述焊接螺钉能够形成焊接螺钉和板件8之间有效且高效的密封。这种双重密封能够大大降低使用这种的密封故障率,并且同时还能够减少密封件6的使用量,降低经济成本。
35.另外,研究发现,相较于几个焊点的焊接螺钉,带有环状焊环和/或环形密封圈的焊接螺钉在熔融焊接的情况下至少可以解决以下泄漏问题,例如包括可能对电池包的造成损坏的漏水、污染物等的泄漏,以及来自电池包中的有害的化合物泄漏到环境中。
36.在一个优选的实施方式中,密封件6可以是由耐高温的材料构成的。通过这种方式,密封件6可以独立于凸起5而产生密封作用。所述耐高温的材料包括但不限于:橡胶,pe,pp,pvc,和/或ptfe。所述耐高温的材料的熔点可以大于或等于100摄氏度,大于或等于200摄氏度,或大于或等于300摄氏度。可选地,密封件6的熔点可以高于凸起5的熔点。
37.可选地,所述密封件6可以在不同于焊接螺钉的生产线处单独生产,然后装配到焊接螺杆。可替代地,所述密封件6可以在焊接螺钉的生产线上直接在相应合适的位置(例如:在所述密封件凹槽9中)发泡生产。
38.如图4所示,示出了根据本技术的一种实施方式的焊接螺钉,其中,圆环形状的密封件凹槽9的内直径d1和螺纹部2的外径d之间的关系。密封件凹槽9的内直径d1可以大于螺纹部2的外径d。相应地,密封件凹槽9的内直径d1可以大于板件8(如图3所示)的开孔的直径。例如,对于螺纹部2的外径d,板件8中的通孔的直径是可以查到的标准化尺寸。通过这种方式,可以以更方便的方式构造焊接螺钉的结构。在一个可选的实施方式中,密封件凹槽9的内直径d1可以大于或等于螺纹部2的外径d的预定倍数。例如,密封件凹槽9的内直径d1可以大于或等于螺纹部2的外径d的1.1倍。
39.另外地或可替代地,密封件凹槽9的内直径d1可以小于或等于螺纹部2的外径d的预定倍数。例如,密封件凹槽9的内直径d1可以小于或等于螺纹部2的外径d的1.5倍。通过这种方式,能够避免螺钉头直径过大,以降低材料的使用量,从而降低经济成本。
40.如图5所示,示出了根据本技术的一种实施方式的焊接螺钉,其中,示出了凸起5相对于密封件凹槽9的位置关系。凸起5内侧根部和密封件凹槽9外径之间的径向间隔g大于或
等于预定值。通过这种方式,凸起5和接收并保持在密封件凹槽9中的密封件6可以独立地分别起到密封功能,而避免相互之间的不必要干扰和/或影响。例如,凸起5内侧根部和密封件凹槽9外径之间的径向间隔g大于或等于0。
41.可选地或替代地,凸起5的内侧根部和密封件凹槽9的外径之间的径向间隔g小于或等于预定值。例如,凸起5的内侧根部和密封件凹槽9的外径之间的径向间隔g小于或等于螺纹部2的外径的0.5倍。
42.通过这种方式,提供了适当的径向间距,从而能够防止凸起5焊接时过多的热量传递到密封件6,并且也避免导致螺钉头直径过大。
43.如图6所示,示出了根据本技术的一种实施方式的焊接螺钉。凸起5的径向外侧的螺钉头前表面4的部分的高度相对于凸起5径向内侧的螺钉头前表面4的部分的高度更高。例如,凸起5的径向外侧的螺钉头前表面4的部分的高度相对于凸起5径向内侧的螺钉头前表面4的部分的高出一定高度h1(其中,h1大于0)。通过形成所述高度h1,能够确保前表面4与板件8贴紧,从而提高焊接后的密封性。
44.如图7所示,示出了根据本技术的一种实施方式的焊接螺钉。所述凸起5形成为多个圆环状结构。优选地,所述多个凸起配置成为相对于彼此同心。图7中示出为两个彼此同心的凸起5。
45.如图8所示,示出了根据本技术的一种实施方式的焊接螺钉。凸起5的末端可以形成为圆角形状或平面形状。
46.如图9所示,示出了根据本技术的一种实施方式的焊接螺钉。密封件凹槽9的内膛的横向(即:沿圆盘的轴向方向)尺寸大于密封件凹槽9的开口的横向(即:沿圆盘的轴向方向)尺寸。通过这种方式,能够进一步高效且方便地起到密封件6保持作用,例如起到如固定密封圈或防止密封圈脱落作用。
47.在一个可选的实施方式中,板件8可以成形为盖;相应地,工件7可以成形为壳体。所述盖和壳体可用于电池组件。
48.在一个可选的实施方式中,所述凸起5定位在所述密封件凹槽9的相对于所述圆盘的径向内侧。
49.在一个可选的实施方式中,密封件6可以是密封胶。在一个可选的实施方式中,密封件6可以是密封圈。
50.本技术以焊接螺杆进行描述。但是可以容易知道,本技术的发明构思还可以应用到其他合适的部件,例如:普通螺杆。
51.如本文所用,术语“包括”是开放式的,并且包括一个或多个陈述的特征、元件、组件或功能,但不排除一个或多个其他特征、元件、组件、功能或其组合的存在或增加。
52.已经提供了本技术的实施方式的以上描述用于说明和描述的目的。这并非意图穷举或将本实用新型限制于所披露的精确形式。在本技术的范围内,可以知道,在前述段落、权利要求书和/或在说明书和图中列出的各种方面、实施方式、示例和替代方案,特别是其各个特征,可以独立地或以任何组合方式进行。也就是说,所有实施方式和/或任何实施方式的特征可以以任何方式和/或组合,除非这些特征是不相容的。可以知道,许多修改和变化对于本领域技术人员是可以得到的。选择和描述实施方式是为了适当地解释本实用新型的原理及其实际应用,从而使得其他的本领域技术人员能够理解本实用新型的各种实施方
式以及适合于预期的特定用途的各种修改。申请人保留相应地改变任何原提交的权利要求或提交任何新的权利要求的权利,包括修改任何原提交的权利要求以从属和/或纳入任何其它权利要求的任何特征,尽管原来没有以这种方式要求。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。