1.本实用新型涉及电池的生产加工设备技术领域,尤其涉及一种涂布系统。
背景技术:
2.电池的极片需要通过涂布设备涂布浆料,在现有的双层涂布过程中极片面密度仅能观察到上下层整体面密度,无法进行在线监控上下层浆料横向面密度水平。由于上下层采用不同配方且容量不同,涂布设备在涂布过程中虽然为整体合格,但会出现上多下少、上少下多和上下一样这三种涂布状态,使得实际生产过程处于失控状态,难以满足对极片的电性能需求。
技术实现要素:
3.本实用新型的一个主要目的在于克服上述现有技术的至少一种缺陷,提供一种能够实现对面密度的精准控制的涂布系统。
4.为实现上述目的,本实用新型采用如下技术方案:
5.根据本实用新型的一个方面,提供一种涂布系统,用以在电池集流体上涂布浆料,其中,所述涂布系统包括涂布模头、输料中转模块以及监控系统;所述涂布模头包括上下叠置的上模头、中模头及下模头,以此实现浆料在所述电池集流体上的双层涂布;所述输料中转模块连接于所述涂布模头的进料端,用以向所述涂布模头输送浆料;所述监控系统包括控制单元、流量计以及压力传感器,所述流量计设置于所述输料中转模块,用以采集浆料输入所述涂布模头的流量,所述压力传感器设置于所述涂布模头的内壁,用以采集所述涂布模头的内部压力,所述控制单元分别连接于所述输料中转模块、所述压力传感器以及所述流量计,用以根据采集的流量和内部压力控制所述输料中转模块。
6.由上述技术方案可知,本实用新型提出的涂布系统的优点和积极效果在于:
7.本实用新型提出的涂布系统包括涂布模头、输料中转模块以及监控系统,监控系统包括控制单元、流量计以及压力传感器,控制单元用以根据流量计采集的输料中转模块的输料流量和压力传感器采集的涂布模头的内部压力控制输料中转模块。通过上述结构设计,本实用新型能够利用控制单元根据采集的内部压力判断涂布模头的出料速率与进料速率是否满足预定的关系,以此控制输料中转模块对进料速率进行调节,同时根据采集的流量监控进料情况。据此,本实用新型能够实现对浆料输送的精准控制,保证涂布稳定性。
附图说明
8.通过结合附图考虑以下对本实用新型的优选实施方式的详细说明,本实用新型的各种目标、特征和优点将变得更加显而易见。附图仅为本实用新型的示范性图解,并非一定是按比例绘制。在附图中,同样的附图标记始终表示相同或类似的部件。其中:
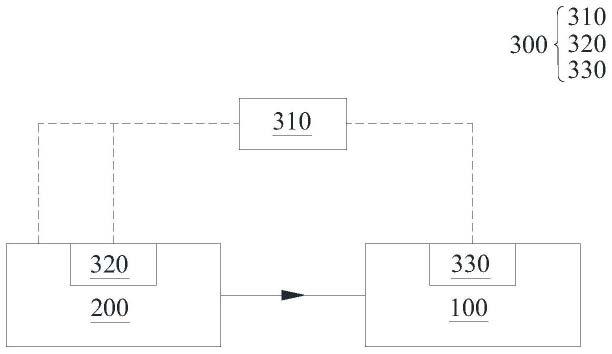
9.图1是根据一示例性实施方式示出的涂布系统的系统示意图;
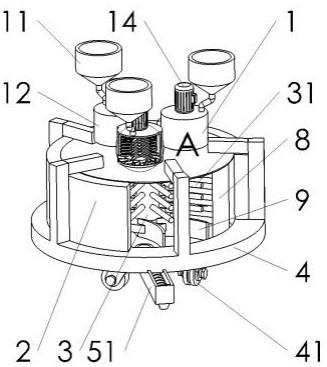
10.图2是图1示出的涂布系统的结构示意图。
11.图3是根据另一示例性实施方式示出的涂布系统的结构示意图。
12.附图标记说明如下:
13.100.涂布模头;
14.110.上模头;
15.120.中模头;
16.130.下模头;
17.200.输料中转模块;
18.210.输料管线;
19.220.驱动单元;
20.300.监控系统;
21.310.控制单元;
22.320.流量计;
23.330.压力传感器;
24.340.厚度采集单元。
具体实施方式
25.体现本实用新型特征与优点的典型实施例将在以下的说明中详细叙述。应理解的是本实用新型能够在不同的实施例上具有各种的变化,其皆不脱离本实用新型的范围,且其中的说明及附图在本质上是作说明之用,而非用以限制本实用新型。
26.在对本实用新型的不同示例性实施方式的下面描述中,参照附图进行,所述附图形成本实用新型的一部分,并且其中以示例方式显示了可实现本实用新型的多个方面的不同示例性结构、系统和步骤。应理解的是,可以使用部件、结构、示例性装置、系统和步骤的其他特定方案,并且可在不偏离本实用新型范围的情况下进行结构和功能性修改。而且,虽然本说明书中可使用术语“之上”、“之间”、“之内”等来描述本实用新型的不同示例性特征和元件,但是这些术语用于本文中仅出于方便,例如根据附图中所述的示例的方向。本说明书中的任何内容都不应理解为需要结构的特定三维方向才落入本实用新型的范围内。
27.参阅图1,其代表性地示出了本实用新型提出的涂布系统的系统示意图。在该示例性实施方式中,本实用新型提出的涂布系统是以应用于对于电池的极片进行双层涂布的涂布系统为例进行说明的。本领域技术人员容易理解的是,为将本实用新型的相关设计应用于其他类型的涂布设备中,而对下述的具体实施方式做出多种改型、添加、替代、删除或其他变化,这些变化仍在本实用新型提出的涂布系统的原理的范围内。
28.如图1所示,在本实用新型的一实施方式中,本实用新型提出的涂布系统用以在电池集流体上涂布浆料,且涂布系统包括涂布模头100、输料中转模块200以及监控系统300。配合参阅图2,图2中代表性地示出了能够体现本实用新型原理的涂布系统的结构示意图。以下将结合上述附图,对本实用新型提出的涂布系统的各主要组成部分的结构、连接方式和功能关系进行详细说明。
29.如图1所示,在本实用新型的一实施方式中,该涂布模头100包括上下叠置的上模头110、中模头120及下模头130,涂布模头100能够以此实现浆料在电池集流体上的双层涂布。该输料中转模块200连接于涂布模头100的进料端,且输料中转模块200能够向涂布模头
100输送浆料。该监控系统300包括控制单元310、流量计320以及压力传感器330。具体而言,该流量计320设置于输料中转模块200,流量计320能够采集浆料输入涂布模头100的流量。该压力传感器330设置于涂布模头100的内壁,压力传感器330能够采集涂布模头100的内部压力。该控制单元310分别连接于输料中转模块200、压力传感器330以及流量计320,控制单元310被配置为根据采集的流量和内部压力控制输料中转模块200。通过上述结构设计,本实用新型能够利用控制单元310根据采集的内部压力判断涂布模头100的出料速率与进料速率是否满足预定的关系,以此控制输料中转模块200对进料速率进行调节,同时根据采集的流量监控进料情况。据此,本实用新型能够实现对浆料输送的精准控制,保证涂布稳定性。
30.举例而言,由于涂布模头100的进料速率和出料速率通常不同,例如进料速率大于出料速率,因此涂布模头100的内部(即内壁)会受到浆料的挤压而存在一定的压力,压力传感器330能够检测涂布模头100的内壁的实时压力,以便将实施压力与预设的标准压力(或者标准压力范围)进行比对,根据比对结构即可得知需要如何控制输料中转模块200以调节进料速率,进而调节涂布模头100的内部压力,例如,当实时压力等于预设压力(或者处于预设的压力范围内)时,可以不改变当前的进料速率,当实施压力小于预设压力(或者小于压力范围的下限)时,可以增大进料速率,当实施压力大于预设压力(或者大于压力范围的上限)时,可以减小进料速率。
31.如图2所示,在本实用新型的一实施方式中,输料中转模块200可以包括两组输料管线210,这两组输料管线210分别连通于上模头110的进料端和下模头130的进料端,两组输料管线210分别用以向上模头110和下模头130输送浆料。在此基础上,两组输料管线210上可以分别设置有流量计320,据此,控制单元310被配置为根据两个流量计320采集的流量相对独立地控制输料中转模块200向上模头110和下模头130输送浆料。通过上述结构设计,本实用新型能够实现对上模头110和下模头130的进料速率(流量)的独立控制,进一步提升涂布系统的控制精度。
32.如图2所示,基于输料中转模块200包括两组输料管线210且两组输料管线210分别设置有流量计320的结构设计,在本实用新型的一实施方式中,两组输料管线210上分别设置有驱动单元220,该驱动单元220能够为输料管线210内的浆料提供驱动力。在此基础上,控制单元310可以分别连接于两个驱动单元220,据此,控制单元310被配置为根据两个流量计320采集的流量相对独立地控制两个驱动单元220。通过上述结构设计,本实用新型能够实现对上模头110和下模头130的进料速率(流量)的独立控制,进一步提升涂布系统的控制精度。
33.如图2所示,基于输料管线210上设置有流量计320和驱动单元220的结构设计,在本实用新型的一实施方式中,对于任一组输料管线210而言,流量计320可以位于驱动单元220与涂布模头100之间。通过上述结构设计,本实用新型能够使流量计320对涂布模头100的进料速率的采集更加精确。
34.基于输料管线210上设置有驱动单元220的结构设计,在本实用新型的一实施方式中,驱动单元220可以为螺杆泵。通过上述结构设计,本实用新型利用螺杆泵,能够实现对涂布模头100精准的定量供料。在一些实施方式中,输料中转模块200亦可采用具有流量采集功能的驱动装置,据此无需在输料管线210上设置额外的流量计320,并不以本实施方式为
限。
35.在本实用新型的一实施方式中,涂布模头100的内壁可以设置有多个压力传感器330,其中至少两个压力传感器330可以沿涂布模头100的宽度方向间隔布置。通过上述结构设计,本实用新型能够实现对涂布模头100的内部压力的多点监控,同时实现横向(宽度方向)面密度的精确控制。
36.如图2所示,在本实用新型的一实施方式中,涂布模头100的上模头110和下模头130的内壁可以分别设置有压力传感器330。通过上述结构设计,本实用新型能够实现上下层涂布流量的精确控制。
37.基于上模头110的内壁设置有压力传感器330的结构设计,在本实用新型的一实施方式中,上模头110的内壁可以设置有多个压力传感器330,其中至少两个压力传感器330沿上模头110的宽度方向间隔布置。通过上述结构设计,本实用新型能够实现对上模头110的内部压力的多点监控,同时实现上层涂布的横向(宽度方向)面密度的精确控制。
38.基于下模头130的内壁设置有压力传感器330的结构设计,在本实用新型的一实施方式中,下模头130的内壁可以设置有多个压力传感器330,其中至少两个压力传感器330沿下模头130的宽度方向间隔布置。通过下述结构设计,本实用新型能够实现对下模头130的内部压力的多点监控,同时实现下层涂布的横向(宽度方向)面密度的精确控制。
39.参阅图3,图3中代表性地示出了能够体现本实用新型原理的涂布系统在另一示例性实施方式中的结构示意图。
40.如图3所示,在本实用新型的一实施方式中,监控系统300还可以包括涂布厚度采集单元,该涂布厚度采集单元能够采集涂布模头100的出料端的浆料厚度或者电池集流体上的浆料厚度。在此基础上,控制单元310可以连接于涂布厚度采集单元,控制单元310被配置为根据采集到的浆料厚度控制输料中转模块200。例如,控制单元310可以对采集到的实时厚度与预设的标准厚度(或者标准厚度范围)进行对比,并根据对比结果反馈控制输料中转模块200,以此实现对面密度的反馈控制。通过上述结构设计,本实用新型能够利用涂布厚度采集单元进一步采集涂布浆料的厚度,以此作为反馈控制涂布面密度的参数之一,进一步提升对面密度的控制的精确度。
41.基于监控系统300包括涂布厚度采集单元的结构设计,在本实用新型的一实施方式中,涂布厚度采集单元可以包括x射线检测仪和β射线检测仪的其中之一,亦可包括上述两者的组合。
42.在此应注意,附图中示出而且在本说明书中描述的涂布系统仅仅是能够采用本实用新型原理的许多种涂布系统中的几个示例。应当清楚地理解,本实用新型的原理绝非仅限于附图中示出或本说明书中描述的涂布系统的任何细节或任何部件。
43.综上所述,本实用新型提出的涂布系统包括涂布模头100、输料中转模块200以及监控系统300,监控系统300包括控制单元310、流量计320以及压力传感器330,控制单元310用以根据流量计320采集的输料中转模块200的输料流量和压力传感器330采集的涂布模头100的内部压力控制输料中转模块200。通过上述结构设计,本实用新型能够利用控制单元310根据采集的内部压力判断涂布模头100的出料速率与进料速率是否满足预定的关系,以此控制输料中转模块200对进料速率进行调节,同时根据采集的流量监控进料情况。据此,本实用新型能够实现对浆料输送的精准控制,保证涂布稳定性。
44.以上详细地描述和/或图示了本实用新型提出的涂布系统的示例性实施方式。但本实用新型的实施方式不限于这里所描述的特定实施方式,相反,每个实施方式的组成部分和/或步骤可与这里所描述的其它组成部分和/或步骤独立和分开使用。一个实施方式的每个组成部分和/或每个步骤也可与其它实施方式的其它组成部分和/或步骤结合使用。在介绍这里所描述和/或图示的要素/组成部分/等时,用语“一个”、“一”和“上述”等用以表示存在一个或多个要素/组成部分/等。术语“包含”、“包括”和“具有”用以表示开放式的包括在内的意思并且是指除了列出的要素/组成部分/等之外还可存在另外的要素/组成部分/等。此外,权利要求书及说明书中的术语“第一”和“第二”等仅作为标记使用,不是对其对象的数字限制。
45.虽然已根据不同的特定实施例对本实用新型提出的涂布系统进行了描述,但本领域技术人员将会认识到可在权利要求的精神和范围内对本实用新型的实施进行改动。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。