1.本实用新型涉及pvc片生产技术领域,具体为一种高效挤出生产线。
背景技术:
2.pvc薄片在生产过程中经过片式挤塑机挤出,再通过绕卷机绕卷之后由传送带向下一生产线输送,在这个过程中pvc薄片自然冷却,在输送的过程中由于没有对薄片限位,因此薄片由于会先经过卷绕机,在送至输送带上时具有一定的弯曲,冷却之后可能会呈弯曲状定型,因此后续还需对薄片的形状加工,为改善这种情况,本实用新型提出一种新型的解决方案。
技术实现要素:
3.本实用新型的目的在于提供一种高效挤出生产线,以解决上述背景技术中提出的问题。
4.为实现上述目的,本实用新型提供如下技术方案:一种高效挤出生产线,包括底座,底座顶部设置有片式挤塑机,片式挤塑机一侧设置有绕卷机,绕卷机一侧设置有整平装置,整平装置包括框架,框架靠近绕卷机一端设置有冷水池,冷水池一侧设置有传送带,传送带设置于框架两侧内壁之间,其中,传送带上方设置有摊平件。
5.优选的,所述框架两侧顶部均固定连接有支杆,两个支杆顶部之间设置有风扇,风扇倾斜设置且朝向传送带的出料端。
6.优选的,所述冷水池一侧壁顶部设置有转动连接于框架两侧之间的担轴,冷水池另一侧壁顶部设置有转动连接于框架两侧之间的承转轴,冷水池底部还设置有转动连接于框架两侧之间的过水轴。
7.优选的,所述摊平件包括两个边板,两个边板之间转动连接有多个压轴,两个边板中部一侧均转动连接有滑块。
8.优选的,所述框架两侧均开设有滑槽,滑槽顶部和底部之间固定连接有限位杆,滑块中部滑动于限位杆表面,滑块顶部与滑槽顶部之间设置有限位弹簧,限位弹簧套接于限位杆表面。
9.优选的,所述框架一侧固定连接有与冷水池内部相连通的供水管,其中,担轴和承转轴表面与传送带顶部表面相齐平。
10.与现有技术相比,本实用新型的有益效果是:
11.该高效挤出生产线通过整平装置等的设置,该生产线在进行pvc 薄片时,能够快速的对pvc薄片进行降温并在输送带上对pvc薄片的形状进行定型,使得pvc薄片能够以较为平整的状态向下一生产线输送,减少了因自然降温时间过长导致薄片弯曲的情况,实用性较强,适合推广。
12.同时,该高效挤出生产线能够有效的减少pvc薄片冷却的时间并减少设备的占地空间,提高pvc薄片的生产效率,同时该装置还能够对pvc薄片定型,减少下一生产线的加工
工序,实用性强。
附图说明
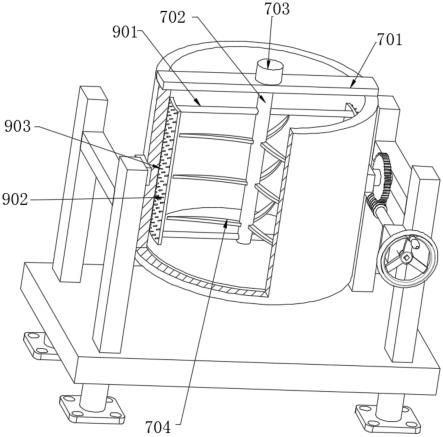
13.图1为本实用新型的整体结构示意图;
14.图2为本实用新型的整平装置顶部结构示意图;
15.图3为本实用新型的整平装置左轴侧结构示意图。
16.图中:1、底座;2、片式挤塑机;3、绕卷机;4、整平装置;5、框架;6、支杆;7、承转轴;8、供水管;9、担轴;10、过水轴;11、风扇;12、摊平件;13、传送带;14、压轴;15、边板;16、滑块; 17、限位弹簧。
具体实施方式
17.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
18.需要说明的是,在本实用新型的描述中,术语“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,并不是指示或暗示所指的装置或元件所必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
19.此外,应当理解,为了便于描述,附图中所示出的各个部件的尺寸并不按照实际的比例关系绘制,例如某些层的厚度或宽度可以相对于其他层有所夸大。
20.应注意的是,相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义或说明,则在随后的附图的说明中将不需要再对其进行进一步的具体讨论和描述。
21.pvc薄片是pvc塑料领域较为常见的产品,其生产工艺也相对成熟,pvc薄片在生产过程中经过片式挤塑机挤出,经过绕卷机绕卷之后逐渐将薄片拉出并向输送带上输送,在这个过程中pvc薄片自然冷却,整个过程中只对薄片的左右限位,避免推轨道,但是薄片在经过绕卷机之后以自然状态向下一生产线输送,因此薄片由于会先经过卷绕机,在送至输送带上时具有一定的弯曲,冷却之后可能会呈弯曲状定型,后续还需要针对薄片表面的弯曲进行再一次的加工,降低了薄片的加工效率,为此,我们提出一种新的方案用以改善这个问题。
22.如图1至图3所示,本实用新型提供一种技术方案:一种高效挤出生产线,包括底座1,底座1顶部设置有片式挤塑机2,片式挤塑机2一侧设置有绕卷机3,绕卷机3一侧设置有整平装置4,整平装置4包括框架5,框架5靠近绕卷机3一端设置有冷水池,冷水池一侧设置有传送带13,传送带13设置于框架5两侧内壁之间,其中,传送带13上方设置有摊平件12,在进行pvc薄片时,能够快速的对pvc薄片进行降温并在传送带13上对pvc薄片的形状进行定型,使得pvc薄片能够以较为平整的状态向下一生产线输送,减少了因自然降温时间过长导致薄片弯曲的情况。
23.为保证该实施例的顺利实施,需要知道的是,框架5两侧顶部均固定连接有支杆6,两个支杆6顶部之间设置有风扇11,风扇11倾斜设置且朝向传送带13的出料端,通过该结构的设置,由风扇11能够对pvc薄片进行降温,并通过风扇11将pvc薄片表面的水渍吹离,该风扇11倾斜四十五度角朝向传送带13末端,能够增加风扇11吹出的空气与薄片的接触面积,降温效果好,降温面积大。
24.关于该方案还需要了解的是,冷水池一侧壁顶部设置有转动连接于框架5两侧之间的担轴9,冷水池另一侧壁顶部设置有转动连接于框架5两侧之间的承转轴7,冷水池底部还设置有转动连接于框架5 两侧之间的过水轴10,通过该结构的设置,能够使得薄片以平整的状态过水,薄片在经过绕卷机3时,才能够绕卷机3的上部绕卷辊送出,从底部送出,担轴9底部与绕卷机3底部绕卷辊的底部相齐平,使得薄片能够较为顺畅的进入冷水池中,薄片经过冷水池中时,通过过水轴10的设置,让pvc薄片的每一寸都经过冷水浸泡,促使薄片快速降温。
25.更进一步的,摊平件12包括两个边板15,两个边板15之间转动连接有多个压轴14,两个边板15中部一侧均转动连接有滑块16,通过该结构的设置,能够确保薄片在经过传送带13之后能够较为平整的向下一生产线输送,在经过传送带13之后在压轴14的按压下保持平整状态。
26.为保证该实施例为最佳实施例,需要了解的是,框架5两侧均开设有滑槽,滑槽顶部和底部之间固定连接有限位杆,滑块16中部滑动于限位杆表面,滑块16顶部与滑槽顶部之间设置有限位弹簧17,限位弹簧17套接于限位杆表面,通过该结构的设置,能够让摊平件 12的压轴14始终压在传送带13上并自动给予压轴14向下的力,通过这种方式,在合适的限位弹簧17下,既能够保证压住薄片并保证平整,也能够避免过大的压力导致薄片厚度改变。
27.另外,关于该方案还需要知道的是,框架5一侧固定连接有与冷水池内部相连通的供水管8,其中,担轴9和承转轴7表面与传送带 13顶部表面相齐平。
28.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。