1.本实用新型涉及桶类加工领域,具体地涉及一种桶身卷圆缝焊机。
背景技术:
2.钢桶是传统容器之一,在传统容器中占有很重要的地位,其应用领域十分广泛,桶在制备过程中需要经过多个处理环节,如胀筋、扳边、开r角、缝焊、封板等,其中的缝焊工艺是钢桶最为重要的加工环节,其缝焊的效果与质量将直接影响到钢桶的强度与气密性,因此在桶身缝焊加工工艺中,对钢桶的缝焊加工要求较高。
3.针对目前的桶身卷圆缝焊机,针对以下存在的问题制定了相对的方案:
4.目前桶身卷圆缝焊机,通常是采用卷圆缝焊连续成型工艺,在板料卷圆成型后,直接送至缝焊机内,但是在卷圆机过渡至缝焊机进行缝焊工作时,在推动桶身移动的过程中,容易影响桶身开口的位置,有时会出现卷圆后的桶身开口无法保持垂直姿态准确的送入缝焊机内,存在缝焊姿态不正确的现象,此时需要人工进行手动调整,将卷圆后的桶身开口手动扶正,使其以正确的姿态进入缝焊机内,人工操作容易影响桶身卷圆缝焊加工连续性,使桶身在卷圆缝焊工序的加工时间变长,影响桶身卷圆缝焊整体加工效率。
技术实现要素:
5.本实用新型的主要目的在于克服现有技术的不足,提供一种桶身卷圆缝焊机。
6.本实用新型采用如下技术方案来实现:一种桶身卷圆缝焊机,其结构包括缝焊机、卷圆机、推桶机、传送线,所述卷圆机固接于缝焊机左端,所述推桶机安装在卷圆机下方,所述传送线安装在卷圆机一侧,所述推桶机包括水平传动带、移动平台、导向送料机构,所述移动平台安装在水平传动带内部,所述导向送料机构固接于移动平台上表面,所述推桶机配合卷圆机能够对卷圆后的桶身进行导正处理。
7.进一步的,所述导向送料机构包括齿轮电机、齿条、档块、弧形移动板、移动底座、支撑杆、推动气缸、直块,所述齿轮电机固接于移动底座一侧,所述移动底座固接于移动平台上表面,所述齿条固接于弧形移动板左侧上表面,所述档块固接于齿条右侧,所述弧形移动板安装在移动底座上方,所述支撑杆固接于弧形移动板右端下表面,所述推动气缸安装在支撑杆右侧,所述直块安装在推动气缸上端输出端上。
8.进一步的,所述移动底座上表面设有t型导向块,所述弧形移动板下表面设有t型滑动槽,所述移动底座设有的t型导向块能够在弧形移动板设有的t型滑动槽内进行滑动。
9.进一步的,所述齿轮电机与齿条齿轮啮合在一起,所述齿条两端设有限位凸台,所述弧形移动板能够通过齿轮电机驱动齿条进行摆动,并同时带动支撑杆一侧安装在直块进行摆动。
10.进一步的,所述弧形移动板右端设有平口凹槽。
11.进一步的,所述弧形移动板下表面弧面直径与移动底座上表面弧面直径相同,所述弧形移动板与移动底座采用同一圆心进行安装定位。
12.有益效果
13.与现有技术相比,本实用新型的有益效果是:本实用新型设有的推桶机能够将卷圆后的桶身开口进行导正,使桶身开口能够在推送过程结束后保持垂直的姿态,便于进行缝焊机的缝焊工作,免于人工手动对桶身进行纠正动作,减少人工对桶身卷圆缝焊工作的干涉,大大的提高了桶身的缝焊工作的连续性,提高了桶身卷圆缝焊机的加工效率。
附图说明
14.通过阅读参照以下附图对非限制性实施例所作的详细描述,本实用新型的其它特征、目的和优点将会变得更明显:
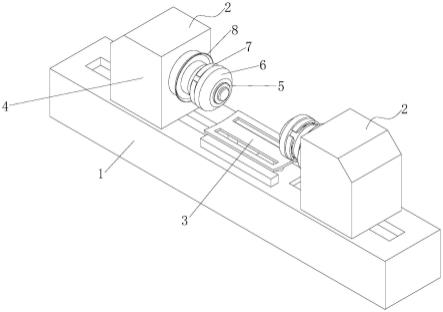
15.图1为本实用新型整体结构示意图。
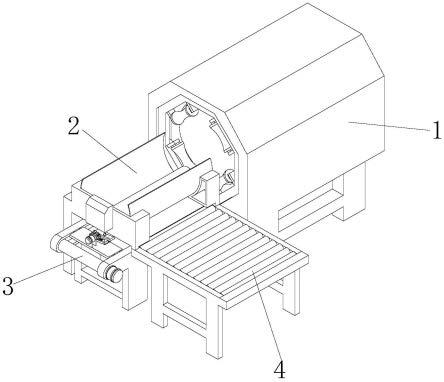
16.图2为本实用新型推桶机的整体结构示意图。
17.图3为本实用新型导向送料机构的正视图。
18.图4为本实用新型导向送料机构的侧视图。
19.图5为本实用新型移动底座的整体结构示意图。
20.图中:缝焊机1、卷圆机2、推桶机3、传送线4、水平传动带 5、移动平台6、导向送料机构7、齿轮电机8、齿条9、档块10、弧形移动板11、移动底座12、支撑杆13、推动气缸14、直块15、 t型导向块16、t型滑动槽17。
具体实施方式
21.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
22.请参阅图1-5,本实用新型提供一种桶身卷圆缝焊机技术方案:一种桶身卷圆缝焊机,其结构包括缝焊机1、卷圆机2、推桶机3、传送线4,所述卷圆机2固接于缝焊机1左端,所述推桶机3安装在卷圆机2下方,所述传送线4安装在卷圆机2一侧,所述推桶机3包括水平传动带5、移动平台6、导向送料机构7,所述移动平台 6安装在水平传动带5内部,所述水平传动带5能够带动移动平台6 进行水平移动,所述导向送料机构7固接于移动平台6上表面,所述推桶机3配合卷圆机2能够对卷圆后的桶身进行导正处理,所述导向送料机构7包括齿轮电机8、齿条9、档块10、弧形移动板11、移动底座12、支撑杆13、推动气缸14、直块15,所述齿轮电机8 固接于移动底座12一侧,所述移动底座12固接于移动平台6上表面,所述齿条9固接于弧形移动板11左侧上表面,所述档块10固接于齿条9右侧,所述弧形移动板11安装在移动底座12上方,所述支撑杆13固接于弧形移动板11右端下表面,所述支撑杆13能够跟随弧形移动板11进行摆动,所述推动气缸14安装在支撑杆13右侧,所述直块15安装在推动气缸14上端输出端上,所述移动底座 12上表面设有t型导向块16,所述弧形移动板11下表面设有t型滑动槽17,所述移动底座12设有的t型导向块16能够在弧形移动板11设有的t型滑动槽17内进行滑动,所述弧形移动板11通过与 t型导向块16配合安装在移动底座12上方,所述齿轮电机8与齿条9齿轮啮合在一起,所述齿条9两端设有限位凸台,能够限制摆动范围,所述弧形移动板11能够通过齿轮电机8驱动齿条9进行摆动,并同时带动支撑杆13一侧安装
在直块15进行摆动,所述弧形移动板11右端设有平口凹槽,所述平口凹槽可供直块15进行垂直移动,所述弧形移动板11下表面弧面直径与移动底座12上表面弧面直径相同,所述弧形移动板11与移动底座12采用同一圆心进行安装定位。
23.本实用新型一种桶身卷圆缝焊机的工作原理:
24.当桶身卷圆缝焊机使用时,将板料由传送线输送至卷圆机内部进行卷圆成型处理,推桶机内部设有的导向送料机构中的齿轮电机会驱动弧形移动板移动至预先设置好的位置后,推动气缸会将直块推动至预先设置好的位置,等待板料前段与直块产生接触,此时弧形移动板中直块的姿态为倾斜状,如附图1所示,板料会逆时针卷圆成型,在卷圆机内部卷圆工作即将完成时,板料尾端残留在卷圆机圆辊上时,如附图2所示,推桶机内部设有的直块会由推动气缸推出,直块高度高出弧形移动板上表面,等待板料前段与直块产生接触,此时弧形移动板中直块的姿态为倾斜状,当板料将要完成卷圆动作时,随着板料前端逐渐卷圆移动至卷圆机底部,板料前端会与推桶机内部设有的直块产生接触,板料前端会被直块阻拦下来,保持当前位置直至板料完成卷圆动作,当板料卷圆动作完成后,板料会卷圆成为桶身,卷圆机内的卷圆圆辊会向上抬起,脱离桶身下表面,桶身板料中的尾端由于没有受到外力阻拦后,会因为卷圆成型的回弹力,桶身板料中的尾端会靠近桶身板料前端位置,由于直块将桶身板料前端阻拦下来后,桶身板料尾端就会因为弹性作用与直块另一侧接触在一起,此时桶身下端会带有较宽的缝隙,并且桶身开口位置与弧形移动板中的直块的位置保持一致,桶身开口保持倾斜的姿态;
25.当桶身定位动作完成后,即可由水平传动带带动移动平台进行水平移动,将设于弧形移动板上方的直块由左向右进行移动,同时弧形移动板上方设有的挡块会与桶身一侧产生接触,对桶身一侧进行限位阻挡,移动平台上的弧形移动板在进行移动的同时会推动桶身向缝焊机进行移动,在桶身移动的过程中,桶身会进行复位导正工作,由齿轮电机驱动导向送料结构中的弧形移动板通过直块带动桶身进行旋转,齿轮电机通过与弧形移动板上方的齿条进行齿轮啮合动作,使处于倾斜姿态的直块逐渐移动至垂直姿态,直块在进行摆动的同时,会将卡接在直块两侧的桶身开口同步带动,使桶身进行摆动,桶身开口位置也由倾斜姿态转变为垂直姿态,处于倾斜姿态的桶身逐渐完成摆正动作,使桶身下开口能够保持垂直的姿态,为接下来的缝焊工作做准备;
26.随着弧形移动板逐渐向缝焊机靠近,将桶身推入缝焊机后,弧形移动板一侧设有的推动气缸会进行回收动作,将直块收回,使直块上端低于弧形移动板上表面,并且齿轮电机会与弧形移动板上的齿条进行啮合工作,使弧形移动板带动直块摆动至倾斜的位置,弧形移动板在移动底座上方进行摆动时,弧形移动板下表面设有t型滑动槽,如附图5所示,移动底座设有的t型导向块能够在弧形移动板设有的t型滑动槽内进行滑动,弧形移动板通过与t型导向块配合安装在移动底座上方;
27.随后水平传动带会将移动平台移动至卷圆机首端,此时弧形移动板在移动底座上方呈倾斜摆动姿态,同时直块也保持倾斜姿态,为下次的桶身卷圆缝焊工作做准备;
28.当卷圆机进行卷圆工作时,直块低于弧形移动板上表面,当卷圆机即将完成卷圆动作时,直块会由推动气缸顶出,直块上端高于弧形移动板下表面。
29.尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进
行等同替换,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。