面,并且包括抵靠所述第一表面的导电部分;
11.探头12、41、52,所述探头被配置为绕与所述主平面交叉的中心轴线旋转,并 且在与所述砧座相对应的位置处朝向和远离所述层压组件的由所述第二构件提供的 第二表面7移动,所述探头至少部分地导电;
12.驱动机构14、54,所述驱动机构被配置为使所述探头绕所述中心轴线旋转并且 使所述探头沿着所述中心轴线朝向和远离所述第二构件移动;
13.电源15,所述电源电连接到所述砧座和所述探头以经由所述砧座和所述探头传 导电流通过所述层压组件;以及
14.控制单元16,所述控制单元用于控制所述驱动机构和所述电源的操作,使得所 述第一构件和所述中间构件通过电阻焊接彼此结合,并且所述第二构件和所述中间构 件通过摩擦搅拌接合彼此结合。
15.根据本发明的该方面,由于用于摩擦搅拌接合的砧座和探头另外用作电阻焊接的 电极,所以可以降低设备成本,可以减小设备尺寸,并且可以减小生产线的长度。此 外,由于可以同时进行摩擦搅拌接合和电阻焊接,因此可以减少处理时间。
16.优选地,所述接合装置还包括肩部构件13、13a、44,所述肩部构件具有被配置 为压靠所述第二表面7的肩部接触表面24、24a、被配置为接收所述探头的通孔20、 20a以及凹部25、25a,所述凹部相对于所述肩部接触表面凹入,以便限定与所述第 二表面相对的底表面26、26a并且部分地接收所述探头。
17.由于突出到第二构件中的钩通过摩擦搅拌接合形成在中间构件中,因此接合强度 增加。
18.优选地,所述肩部构件13至少部分地导电,并且所述探头41设置有探头导电部 分42和探头绝缘部分43,所述探头导电部分从电连接到所述电源15的部分延伸到 所述探头的与所述第二表面相对的梢端,所述探头绝缘部分设置在所述探头的外周 上,以使所述探头导电部分42与所述通孔的内周表面电绝缘。
19.探头绝缘部分防止电流从探头流向肩部构件,从而防止第二构件熔化。结果,可 以稳定和改善接合质量,并且可以改善生产设备的电安全性。
20.优选地,所述肩部构件44部分地导电,并且设置有在所述肩部接触表面24和所 述通孔20的内周表面上延伸的肩部构件绝缘部分46。
21.肩部构件绝缘部分防止电流从探头流向肩部构件,从而防止第二构件熔化。结果, 可以稳定和改善接合质量,并且可以改善生产设备的电安全性。
22.优选地,摩擦搅拌焊接是摩擦搅拌点焊,并且所述肩部接触表面24具有以所述 探头12、41为中心的环形形状。
23.因此,由于环形肩部接触表面而改善了焊接部分的外观。
24.优选地,摩擦搅拌焊接是摩擦搅拌线焊,并且所述凹部25a相对于所述探头12、 41沿着焊接线的行进方向在所述凹部的后侧开口。
25.允许第二构件的搅拌材料穿过凹部的开口后侧,使得探头与肩部构件一起可沿着 焊接线相对于层压组件移动,而不会遇到过大的阻力。
26.本发明的另一方面提供了一种接合方法,所述接合方法用于通过使用如上限定的 接合装置将第一构件3、中间构件4和第二构件5结合在一起,所述第一构件、所述 中间构件
和所述第二构件是导电的,沿着规定的主平面延伸,并且以此顺序层叠为层 压组件2,所述接合方法包括以下步骤:使砧座11抵靠所述层压组件2的第一表面6; 在通过使用驱动机构使探头绕中心轴线旋转的同时将所述探头从第二表面推入所述 层压组件中以通过摩擦搅拌接合将所述第二构件和所述中间构件彼此结合;一旦所述 探头的梢端到达所述中间构件,通过使用电源在所述探头和所述砧座之间传导电流, 以通过电阻焊接将所述第一构件和所述中间构件彼此结合;以及将所述探头拉离所述 层压组件。
27.根据本发明的该方面,由于用于摩擦搅拌接合的砧座和探头另外用作电阻焊接的 电极,所以可以降低设备成本,可以减小设备尺寸,并且可以减小生产线的长度。此 外,由于可以同时进行摩擦搅拌接合和电阻焊接,因此可以减少处理时间。
28.当电阻焊接不同的材料时,经常产生非常脆的金属间化合物,从而不能获得所需 的接合强度。然而,根据本发明的该方面,第二构件和中间构件通过摩擦搅拌接合而 不是电阻焊接来结合,从而防止这种金属间化合物降低接合强度。
29.通常,第一构件和中间构件的材料在机械强度和电阻方面高于第二构件的材料。 这里使用的由类似材料制成的构件意味着它们是主要成分相同的合金,这里使用的由 不同材料制成的构件意味着它们是主要成分不同的合金。
30.优选地,在所述探头保持绕所述中心轴线旋转的同时执行将所述探头拉离所述层 压组件的步骤。
31.由于由探头的旋转产生的摩擦热有助于进行电阻焊接的热量,因此可以降低电阻 焊接的能量消耗,并且避免了热熔融材料的快速冷却,使得熔核能够保持高水平的韧 性。
32.因此,本发明提供用于结合三个或更多个构件的接合装置和接合方法,所述构件 包括由不同材料制成的构件,所述接合装置和接合方法允许减少接合过程所需的时 间,并减少生产设备的支出。
附图说明
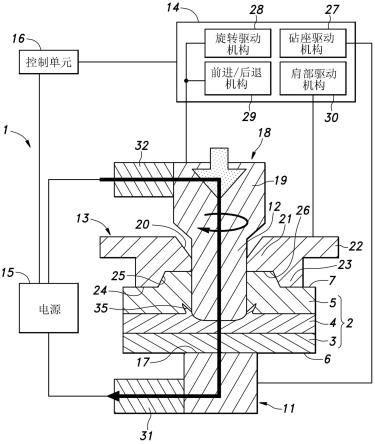
33.图1是示出根据本发明优选实施方式的接合装置的竖直截面图;
34.图2a至图2c示出了接合装置中电绝缘的不同示例;
35.图3a示出了图1所示的接合装置的肩部构件的截面图和平面图;
36.图3b示出了类似于图3a所示的改进的肩部构件;
37.图4a至图4e是示出根据本发明优选实施方式的接合方法的不同阶段的图;以 及
38.图5是类似于图1的视图,示出了根据本发明另一实施方式的接合装置。
具体实施方式
39.下面将参考附图描述本发明的优选实施方式。图1是根据本发明优选实施方式的 接合装置1以及由接合装置1处理的层压组件2的竖直截面图。在下面的描述中,层 压组件2沿着水平面(主平面)延伸,并且接合装置1在竖直方向上向下施加到该层 压组件2,但是该取向仅仅是示例性的,并且本发明可以应用于在任何期望的方向上 和从任何期望的方向定向的工件,例如横向地、向上地和倾斜地,而不脱离本发明的 范围。
40.层压组件2包括第一构件3、中间构件4和第二构件5,它们都由导电板构件组 成,并且在水平主平面上按此顺序层叠。层压组件2具有由第一构件3的下表面(最 下层)提供
的第一表面6和由第二构件5的上表面(最上层)提供的第二表面7。在 另一实施方式中,层压组件2还包括在第一构件3下侧的附加构件,该附加构件由与 第一构件3相同或类似的材料制成。
41.在该实施方式中,第一构件3和中间构件4由相同材料或类似材料制成,而第二 构件5由与第一构件3和中间构件4不同或不类似的材料制成。第一构件3和中间构 件4的材料具有比第二构件5的材料更高的强度和更高的电阻。例如,第一构件3 和中间构件4可以由铁合金(钢)构成,而第二构件5由铝合金、镁合金或铜合金构 成。或者,第一构件3和中间构件4可由钛合金构成,而第二构件5由铝合金、镁合 金或铜合金构成。此外,第一构件3和中间构件4可以由铝合金构成,而第二构件5 由铜合金构成。
42.接合装置1包括:砧座11,其被配置为支撑层压组件2的第一表面6;探头12, 其定位在砧座11上方;环形肩部构件13,其定位在砧座11上方并围绕探头12;驱 动机构14,其用于驱动砧座11、探头12和肩部构件13,如下文将描述的;电源15, 其用于在探头12和砧座11之间传导电流,探头12和砧座11将层压组件2插入其间; 以及控制单元16,其控制驱动机构14和电源15的操作。
43.砧座11由导电材料制成,并具有抵接在层压组件2的第一表面6上的砧座接触 表面17。
44.探头12设置在可旋转构件18的自由端(下端)部分中,该可旋转构件18可绕 中心轴线旋转并且具有绕中心轴线旋转对称的形状。探头12沿着中心轴线延伸,并 且优选地具有圆柱形形状,该圆柱形形状的直径小于可旋转构件18的基端部分19 的直径。探头12由诸如钢、陶瓷、硬质合金等硬质材料制成。
45.如图1所示,肩部构件13具有绕中心轴线旋转对称的形状。肩部构件13具有: 探头支撑部21,其具有以中心轴线为中心的通孔20;凸缘22,其从探头支撑部21 径向向外延伸;以及环形侧壁部23,其从探头支撑部21的下表面向下突出,与中心 轴线同心。探头12穿过通孔20。通孔20的上端形成为锥形的埋头孔。通孔20的下 部(主要部分)的内径略大于探头12的外径,并且当探头12绕中心轴线旋转时,通 孔20的内周表面可以与探头12的外周表面滑动接触。侧壁部23的内径基本上大于 探头12的外径,使得侧壁部23的内周表面与探头12的外周表面同心地分开。侧壁 部23的内周表面可以朝向其下端以锥形扩口,但也可以大致平行于轴向方向。侧壁 部23的下表面形成肩部接触表面24,该肩部接触表面24可以抵接在层压组件2的 第二表面7上。因此,凹部25由探头支撑部21的与层压组件2的第二表面7相对的 下表面和侧壁部23的内周表面限定,并且凹部25相对于肩部接触表面24凹入。肩 部构件13可以由诸如铜合金(铬铜、分散有氧化铝的铜、钨铜合金等)、导电陶瓷、 硬质合金等的硬质材料制成。
46.如图1所示,驱动机构14包括用于使砧座11竖直移动的砧座驱动机构27、用 于使包括探头12的可旋转构件18绕中心轴线旋转的旋转驱动机构28、用于使探头 12沿着中心轴线前进/后退的前进/后退驱动机构29以及用于使肩部构件13竖直移动 的肩部驱动机构30。
47.电源15电连接到第一端子31和第二端子32。第一端子31电连接到砧座11,第 二端子32电连接到可旋转构件18(各自通过滑动接触机构或柔性电缆)。砧座11至 少部分地导电,从而电流可经由第一端子31供应到砧座接触表面17,并且可旋转构 件18至少部分地导
电,从而电流可经由第二端子32供应到探头12的梢端。
48.下面将参照图4a至图4e描述图1所示的接合装置1在处理层压组件2时的操 作模式。
49.如图4a所示,第一构件3、中间构件4和第二构件5放置在砧座11上,并且探 头12和肩部构件13定位在第二表面7上方。探头12和肩部构件13向下移动,以便 在控制单元16的控制下通过使用驱动机构14使层压组件2抵靠砧座11,准备进行 摩擦搅拌点接合和电阻点焊,如下所述。
50.如图4b所示,砧座11从下面挤压层压组件2的第一表面6,肩部构件13从上 面挤压层压组件2的第二表面7。当层压组件2被压在砧座11和肩部构件13之间时, 探头12绕中心轴线旋转,并从第二表面7的侧面前进到层压组件2中。
51.如图4c所示,探头12的梢端插入到第二构件5中,并且这使得第二构件5变 形,使得从其推开的第二构件5的材料移位到肩部构件13的凹部25中。由于旋转探 头12产生的摩擦热,围绕探头12的第二构件5的材料变成塑性流体,并且绕探头 12产生环形塑性流体区域。一旦探头12的梢端到达中间构件4,控制单元16使电流 在探头12和砧座11之间流动。探头12的梢端的位置可以通过探头12的向下行程、 探头12进入层压组件2的插入压力(插入载荷)、探头12的旋转载荷或上述的任何 组合来检测或管理。
52.如图4d所示,当电流在探头12和砧座11之间流动时,探头12保持旋转并进 一步向下移动,并且探头12的梢端插入到中间构件4中。结果,在第一构件3和中 间构件4中产生的电阻热和由探头12的旋转产生的摩擦热导致在第一构件3和中间 构件4中或之间产生熔化区域34。同时,使探头12附近的第二构件5和中间构件4 的材料的一部分塑性地流动。特别地,材料的被进一步推离探头12的部分被冷却并 且变成相对较少的流体,但是在来自材料的更多流体部分的压力下被推离探头12。 结果,在中间构件4的围绕探头12的部分中产生径向向外和向上突出的钩35。钩35 因此具有朝其前端(上端)张开的冠状形状,并且倾斜地延伸到或楔入到第二构件5 的材料中。
53.如图4e所示,控制单元16(见图1)停止在探头12和砧座11之间供应电流, 并使探头12在旋转的同时沿着轴线后退。此外,砧座11和肩部构件13远离层压组 件2移动。当电流停止并且探头12移开时,熔化区域34(见图4d)凝固以形成熔 核33,熔核33将第一构件3和中间构件4牢固地彼此结合。此外,由于钩35形成 在已经通过探头12的旋转而塑性地流动的第二构件5和中间构件4中,因此第二构 件5和中间构件4也牢固地彼此结合。
54.图2c示出了电流的分布,该电流由电源15供应到探头12,并且当探头12的梢 端从第二表面7被推入层压组件2中时,该电流经由层压组件2流到砧座11。阴影 (灰色)箭头表示探头12的向下运动,细箭头表示探头12的旋转。粗箭头表示电流 的流动。由于该电流,熔核33形成在第一构件3和中间构件4之间,使得第一构件 3和中间构件4彼此结合。然而,一部分电流传导通过肩部构件13,而不是集中在中 间构件4和第一构件3中,使得执行电阻焊接的能量效率降低。因此,希望通过使用 图2a和图2b所示的布置来消除或减少流过肩部构件13的电流部分。在这些示例的 以下描述中,与图2c中的部件相对应的部件用相同的附图标记表示,而不必重复这 些部件的描述以避免冗余。
55.在图2a所示的示例中,探头41包括:探头导电部分42,其具有圆柱形形状并 且沿着中心轴线同轴地延伸;以及探头绝缘部分43,其设置在探头导电部分42的外 周表面上。
探头导电部分42的下端表面没有被探头绝缘部分43覆盖,并且暴露出来。 因此,当探头41被接收在肩部构件13的通孔20中时,只有探头绝缘部分43与肩部 构件13的通孔20的内周表面滑动接触。探头绝缘部分43防止电流从探头41流到肩 部构件13。为了提高探头41的耐磨性,可以在探头绝缘部分43的外周表面上形成 附加层(图中未示出)(其可以是导电的或电绝缘的)。另外地或可选地,绝缘层可以 形成在肩部构件13的通孔20的内周表面上。
56.在图2b所示的示例中,肩部构件13设置有与图1所示的肩部构件13基本相同 的主体45,并且设置有在通孔20的内周表面、环形侧壁部23的下表面和内周表面 以及凹部25的底表面26上延伸的肩部构件绝缘层46。肩部构件绝缘层46防止电流 从探头41流到肩部构件13。
57.在图2a和图2b所示的示例中,探头导电部分42和主体45可以由铜合金(例 如铬铜、分散有氧化铝的铜、钨铜合金等)、导电陶瓷材料、硬质合金等制成。探头 绝缘部分43和肩部构件绝缘层46可以由绝缘陶瓷材料、电木(bakelite,注册商标) (酚醛树脂)、云母等制成。
58.由上述接合装置1执行的摩擦搅拌接合是摩擦搅拌点接合,并且肩部构件13的 肩部接触表面24有助于接合点的良好外观。图3a更详细地示出了图1所示的接合 装置1的肩部构件13。
59.图3b示出了肩部构件13a的替代实施方式。在图3b中,与图4a中对应的部件 用相同的附图标记表示,每个数字后面跟着字母“a”。在这种情况下,侧壁部23a是 u形的,使得凹部25a在一侧具有开口,该开口由相对于在线接合时肩部构件13a相 对于层压组件2的行进方向在肩部构件13a的后侧的侧壁部23a的一对相互平行的直 线部分限定。根据该实施方式,通过使用装配有图3b中所示的肩部构件13的接合 装置1使层压组件2相对于接合装置1沿着水平线移动,层压组件2可以有利的方式 沿着线接合。尽管图4a中所示的肩部构件13可用于沿着线进行摩擦搅拌接合,但 是图4b中所示的实施方式是有利的,因为凹部25a的开口侧允许层压组件2以相对 小的阻力相对于接合装置1移动。侧壁部23a也可包括沿着层压组件2和接合装置1 之间的相对运动延伸的一对相互平行的部分。
60.下面将讨论上述实施方式的各种特征和优点。
61.在上述接合装置1中,用于摩擦搅拌接合的砧座11和探头12可用作电阻点焊的 电极,与单独使用摩擦搅拌接合装置和电阻点焊装置的情况相比,接合装置1的成本 和尺寸可以最小化。特别地,通过使用上述接合装置1,可以减小生产线的长度,并 且可以减少必要的投资量。此外,由于可以同时进行摩擦搅拌接合和电阻点焊,因此 可以减少制造过程所需的时间。
62.当电阻焊接不同的材料时,经常产生非常脆的金属间化合物,从而不能获得所需 的接合强度。在上述实施方式中,由于可以是不同材料的第二构件5和中间构件4 通过摩擦搅拌接合而不是电阻焊接来结合,因此防止这种金属间化合物降低接合强 度。
63.在上述实施方式中,在摩擦搅拌接合中间构件4和第二构件5时由探头12产生 的摩擦热有助于中间构件4和第一构件3的电阻焊接,可以降低电阻焊接的能量消耗。
64.在电阻焊接中,已知如果熔化区域34冷却太快,则熔核33的韧性可能降低。在 前述实施方式中,由于探头12保持旋转,并且在停止供应用于电阻焊接的电流之后 从层压组件2拉出,所以由探头12产生的摩擦热被传导到熔化区域34,从而防止熔 化区域34被快速
冷却,并且防止熔核33的韧性降低。
65.在图2a和图2b所示的示例中,由于探头绝缘部分43和肩部构件绝缘层46的 存在,完全或显著地防止电流流过肩部构件13,并且电流的非常少的部分流过第二 构件5,从而可以避免第二构件5的熔化。结果,可以稳定和改善接合质量,并且可 以增强设备的电安全性。
66.图5示出了根据本发明第二实施方式的接合装置51。与第一实施方式的部件相 对应的部件用相同的附图标记表示,而不必重复对这些部件的描述。第二实施方式的 接合装置51包括砧座11、包括探头52的可旋转构件53、驱动机构54、电源15和 用于控制驱动机构54和电源15的操作的控制单元16。驱动机构54包括旋转驱动机 构28和前进/后退驱动机构29以及砧座驱动机构27。
67.可旋转构件53整体上可绕中心轴线旋转。可旋转构件53包括具有以中心轴线为 中心的大致圆柱形形状的基端部分55以及从基端部分55的下表面向下延伸的探头52。可旋转构件53基本上完全导电。探头52具有与基端部分55同轴的大致圆柱形 形状,并且与基端部分55相比直径减小。探头52优选地在其外周上设置有螺纹或任 何其它不规则表面特征。在这种情况下,没有肩部构件。
68.面向下的环形肩部表面56限定在可旋转构件53的基端部分55和探头52之间的 边界处。肩部表面56可以具有凸形轮廓,使得径向内部部分与径向外部部分相比是 竖直凹入的。探头52可以由诸如铜合金(铬铜、分散有氧化铝的铜、钨铜合金等)、 导电陶瓷、硬质合金等硬质材料制成。
69.除了没有肩部构件13之外,第二实施方式的接合装置51的操作模式类似于第一 实施方式的操作模式。环形肩部表面56提供凹部,第二构件5的塑性流动材料被转 移到该凹部中,类似于第一实施方式的肩部构件13的凹部25(见图1)。
70.已经根据具体实施方式描述了本发明,但是本发明不限于这些实施方式,并且可 以在不脱离本发明的范围的情况下以各种方式进行修改。例如,第二构件和中间部件 之间的接合可以通过电阻点焊之外的电阻焊接来进行。而且,不同实施方式的各种特 征可以以与前述实施方式中给出的那些不同的方式组合。例如,图2b所示的用于肩 部构件的绝缘布置可应用于图3b所示的实施方式。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。