1.本公开涉及一种车辆。
背景技术:
2.已知有一种通过将被面漆在汽车的车身上的涂装进行剥离,从而与涂装一起将伤痕去除的技术(例如,参照专利文献1)。
3.在先技术文献
4.专利文献
5.专利文献1:日本特开平8-150369号公报
技术实现要素:
6.发明所要解决的课题
7.本公开的目的在于,准确地掌握车辆的涂装状态。
8.用于解决课题的方法
9.本公开的第一方式为,一种车辆,其在车身上的第一部位上,形成有事后能够剥离的第一涂装膜,在所述车身的从外部无法进行目视确认的第二部位上,形成有与所述第一涂装膜不连续的第二涂装膜。
10.此外,本公开的第二方式为,一种涂装方法,包括:第一步骤,其在车辆所具有的车身上的第一部位上,形成事后能够剥离的第一涂装膜;第二步骤,其在所述车身的从外部无法进行目视确认的第二部位上,形成与所述第一涂装膜不连续的第二涂装膜。
11.此外,本公开的其他方式为,一种用于使计算机执行上述的车辆的制造方法、上述的涂装方法的程序、或者非暂时性地存储有该程序的计算机可读存储介质。
12.发明效果
13.根据本公开,能够准确地掌握车辆的涂装状态。
附图说明
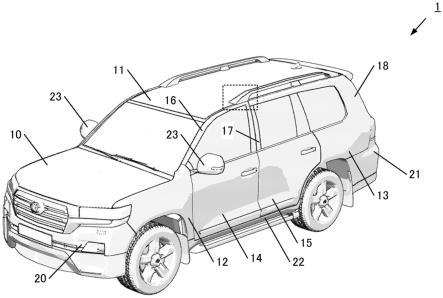
14.图1为实施方式所涉及的车辆的立体图。
15.图2为发动机罩的剖视图。
16.图3为由易剥离性涂料实现的涂装的概要图。
17.图4为发动机罩和前翼子板的剖视图。
18.图5为对剥离了涂装的状态进行说明的图。
19.图6为前车门和车门槛板装饰板条(rocker panel molding)的剖视图。
20.图7为前车门和车门槛板装饰板条的立体图。
21.图8为车顶纵梁和车顶板的立体图。
22.图9为示出了涂装的步骤的流程图。
具体实施方式
23.具有一种利用包含易剥离层的涂装膜,从而在车辆的主体上实施可剥离的涂装的技术。由于这样的涂装膜能够很容易地进行剥离,因此能够在任意的时机下对车身颜色进行变更。由此,例如,可以在车辆的购买时,在选择在二手车市场中受欢迎的车身颜色的基础上,面漆自己喜欢的颜色并进行使用,并在售卖时恢复为原来的颜色。此外,由于通过实施面漆涂装,从而可保护原本的涂装膜,因此与没有实施面漆涂装的情况相比能够提高二手车的价值。
24.另外,在本说明书中,所谓“面漆”是指,在车辆所具有的原本的涂装膜之上形成事后可剥离的涂装膜的情况。此外,所谓“(涂装的)剥离”是指,去除可剥离的涂装膜的情况。此外,所谓“面漆涂装”是指,使用包含易剥离层的涂装膜,从而在已有的涂装膜之上重新涂漆的、可剥离的涂装。
25.另外,在本说明书中,所谓涂装膜,是作为表示在涂装的过程中被施工的涂料的膜、可剥离的膜、或者它们的组合的术语来使用的。
26.如果这样的可以很容易地实施涂装的面漆的系统普及,则可预想到,仅根据车身的外观来推断车辆的来历会变得很难。例如,由于在刚剥离了面漆涂装之后,能看见与新车同样的外观,因此可能会引发车辆的状况与外观不一致的情况。进一步地,在发生了损伤主体的涂装膜的这样的车辆事故的情况下,则会引发通过剥离面漆涂装来隐瞒事故历史这类的情况。
27.本公开所涉及的车辆,将解决所涉及的问题。
28.本公开的第一方式所涉及的车辆为,在车身上形成有事后能够剥离的第一涂装膜以及第二涂装膜的车辆。具体而言,其特征在于,在第一部位上,形成有所述第一涂装膜,在从所述车辆的外部无法进行目视确认的第二部位上,形成有与所述第一涂装膜相同颜色的所述第二涂装膜,在所述第一部位与所述第二部位的分界处,所述第一涂装膜以及所述第二涂装膜不连续。
29.所谓事后能够剥离的涂装膜是指,能够在车身上进行施工、并且能够在任意的时机下被剥离的涂装膜。所谓包含易剥离层的涂装膜,例如,既可以为能够剥离的薄膜状的膜与通常的涂装膜的组合,也可以为具有颜色的涂装膜本身能够剥离的膜(以下,称为易剥离性涂料)。
30.通过在车辆本来所具有的涂装膜上形成包含易剥离层的涂装膜,从而能够事后对被实施了面漆的涂装进行剥离(即,能够将车身颜色恢复为原本的颜色)。被实施了面漆的涂装膜能够通过从外部施加力从而容易地被撕下。
31.本公开所涉及的车辆在第一部位和第二部位处上,分别被形成有相同颜色的涂装膜。第二部位为,在通常的使用方式中从车辆的外部无法进行目视确认的部位。在第一部位与第二部位的分界处,第一涂装膜以及第二涂装膜不连续。
32.在所涉及的结构中,在想要去除第一涂装膜时,会在从车辆的外部无法进行目视确认的部分上残留有第二涂装膜。由此,能够在车身上留有表示“能够剥离的涂装膜因某种理由而被去除了”的证据。
33.以下,关于本公开的具体的实施方式,将基于附图来进行说明。在各个实施方式中所记载的结构等,只要没有特别地记载,则并没有将公开的技术的范围仅限定于这些内容
的意思。
34.(第一实施方式)
35.图1为,表示本实施方式所涉及的车辆1的立体图。车辆1具有多个外板以及外装部件。外板为构成车身的部件,并且包括发动机罩10、车顶板11、前翼子板面板12、后翼子板面板13、前车门外面板14、后车门外面板15、前柱16、中柱17、后柱18等。外板典型而言为钢板,并且在新车制造时以预定的颜色被实施涂装。
36.此外,外装部件为,被组装在车身上的装备部件。外装部件例如通过树脂等而被形成。作为外装部件,例如能够例示出前保险杠20、后保险杠21、车门槛板装饰板条22、后视镜23等。外装部件也与外板同样地,在新车制造时以预定的颜色被实施涂装。另外,外装部件的一部分既可以以与前述的颜色不相同的颜色被涂装,也可以为无涂装。
37.在外板以及外装部件上,形成有包括易剥离层的涂装膜。通过在具有预定的车身颜色的外板以及外装部件的外表面、以及侧端面(或者,里面的一部分)上重叠包括易剥离层的涂装膜,从而能够改变车辆的车身颜色。以下,将外板以及外装部件称为主体部件。
38.图2为,对被形成有这样的涂装膜的场所进行说明的图。图2为,表示发动机罩10的截面的图。纸面上方向为车辆外侧,下方向为发动机舱侧。符号10为外板,以剖面线示出的区域(符号10a)表示包括易剥离层的涂装膜。设为如下情况,即,发动机罩10在车辆的制造时被规定的颜色实施了涂装。
39.虚线为前翼子板面板。如图示的那样,包括易剥离层的涂装膜被形成在从车身的外部能够目视确认的位置处。
40.在此,对包括易剥离层的涂装膜进行简单地说明。图3(a)为,表示车身所具有的主体部件(例如钢板)、和被施工在主体部件上的涂装膜的概略剖视图。如图示的那样,主体部件被进行金属加工,并且具有被形成有电沉积层的钢板100、和依次被形成在电沉积层之上的中间涂层200、基底层300、以及透明层400。这些层相当于第一层的涂装(车辆所具有的原本的涂装)。
41.在主体部件的外侧面上,作为第二层的涂装而形成有剥离层500。剥离层500为具有易剥离性的涂料(易剥离性涂料)的层,并且与通常的涂装膜相比具有通过施加力从而能够很容易地剥离的性质。剥离层500为本公开中的“易剥离层”,作为第二层而图示的涂装膜为“包括易剥离层的涂装膜”。剥离层500通过例如采用喷雾法而将易剥离性涂料涂装在主体部件上,从而被形成。作为易剥离性涂料,可例举出由例如二甲苯、乙苯、抗氧化剂、甲乙酮、二氧化硅反应物、氧化钛(纳米粒子)、以及、有机溶剂等构成的涂料。
42.由易剥离性涂料实现的车辆的面漆涂装能够在预定的车辆基地实施。由此,能够很容易地改变车辆的车身颜色(即,从第一车身颜色改变为第二车身颜色)。剥离层500的剥离也是同样的。通过在预定的车辆基础处将剥离层500剥离,从而能够使车辆的车身颜色恢复为原本的颜色(即,从第二车身颜色恢复为第一车身颜色)。
43.另外,虽然在本示例中,作为主体部件而例示了钢板,但是主体部件也可以为树脂部件。在该情况下,中间涂层200成为底漆层。此外,也可以在剥离层500上进一步地设置透明层。通过设置透明层,从而能够带来光泽感,并且提高耐气候性。
44.另外,虽然在图3(a)的示例中对涂料自身赋予了易剥离性,但是也可以在具有易剥离性的层上实施通常的涂装。例如,如图3(b)所示那样,也可以利用与剥离层500同样的
材料而形成未被着色的剥离层600,并在剥离层600上形成基底层300a以及透明层400a。基底层300a为,具有与基底层300不同的颜色的涂料层。在所涉及的方式中,通过将剥离层600剥离,从而能够去除涂料层。在该情况下,剥离层600成为本公开中的“易剥离层”,作为第二层而图示的涂装膜成为“包括易剥离层的涂装膜”。
45.另外,虽然在本示例中,作为车身颜色以及面漆涂装的颜色而例示了一种颜色,但是也可以实施由多个颜色形成的涂装。例如,也可以将根据预定的图案而配置了多种颜色的情况作为车身颜色。此外,本说明书中的“颜色”,不仅可以由单一的层来表现,也可以由多种涂料乃至材料的层来表现。多个层例如也可以包括透明层、玻璃片层、云母层、珍珠层等。
46.此外,面漆涂装也可以针对原本涂装的至少一部分来实施。即,面漆涂装也可以不覆盖的原本涂装的全部。例如,在原本的车身颜色为黑色的情况下,通过在其一部分上实施蓝色的涂覆,从而能够获得具有黑色和蓝色的双色的车辆。
47.在本实施方式中,被形成在第一部位上的涂装膜和被形成在第二部位上的涂装膜各自独立,并且彼此不连续。所谓第一部位为,至少一部分是在将发动机罩、行李箱盖、车门等的开口部关闭的状态下从外部能够进行目视确认的部位。第一部位也可以包括位于主体部件的表面侧的区域和绕回至主体部件的里侧的区域这双方。
48.此外,所谓第二部位为,其全部都无法从外部进行目视确认的部位。第二部位例如只要是在关闭了前述的开口部的状态下,从外部无法进行目视确认的部位即可。
49.关于第一部位和第二部位的配置,将使用附图来进行具体地说明。
50.图4为,将发动机罩10的端部和前翼子板面板12的端部放大了的剖视图。纸面进深方向为车辆的前后方向。以剖面线示出的部分(符号10a以及12a)为第一部位,以涂黑示出的部分(符号10b以及12b)为第二部位。在第一部位以及第二部位上,形成有包括易剥离层的涂装膜。如图示那样,由于第二部位位于发动机舱的内部,因此在关闭了发动机罩的状态下,无法从车辆的外部进行目视确认。箭头标记表示第一部位与第二部位的分界。在第一部位与第二部位的分界处,涂装膜不连续。在该状态下,如果想要从车身的外部施加力来剥离易剥离层,则仅与第一部位(10a、12a)相对应的涂装膜会被剥离,而与第二部位(10b、12b)相对应的涂装膜则会残留下来。这是因为,在第一部位和第二部位处涂装膜是分离的,因此对于第二部位而言,不会被施加有要撕下涂装膜的力。其结果为,如图5所示那样,在从外部无法进行目视确认到的部分处会残留有涂装膜。即,在预定的部位处残留有涂装膜的车辆能够视为具有去除过包含易剥离层的涂装膜的历史的车辆。
51.另外,优选为,第一部位的端部和第二部位的端部处于预定的距离(优选为,几厘米至几毫米程度)以内、或者大致相接。通过将双方的部位接近配置,从而能够看起来宛如涂装膜是连续的那样。
52.此外,虽然在本示例中,将第二部位配置在发动机舱内,但是也可以将第二部位配置在行李舱内(例如,行李箱)等。
53.关于第二部位的配置位置,将例举另一示例来进行说明。
54.图6为,表示前车门外面板14和车门槛板装饰板条22的接合部的剖视图。与图4同样地,以剖面线示出的部分(符号14a以及22a)为第一部位,以涂黑示出的部分(符号22b)为第二部位。此外,纸面进深方向为车辆的前后方向。
55.如图示那样,由于第二部位位于车身的底部,因此只要不将车辆顶起、或者窥视主体底部,则将无法对第二部位进行目视确认。图7为,从主体的底部仰视第二部位的情况下的立体图。以此方式,第二部位也可以被配置于在利用车辆的情况下的通常的视点下无法进行目视确认的位置处。
56.另外,第二部位也可以为通过在车身上安装外装部件从而变得无法进行目视确认的部位。换而言之,第二部位也可以为通过拆下外装部件从而变得能够目视确认的部位。作为这样的外装部件,能够例示出例如前保险杠、后保险杠、车门槛板装饰板条、车顶纵梁、车顶天线等。这样的外装部件通常在实施涂装膜的剥离作业时会被拆下。
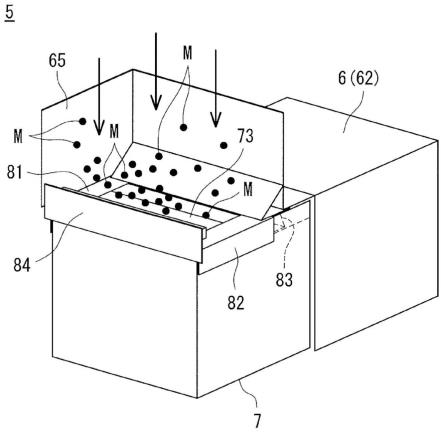
57.图8为,表示将第二部位配置在车顶纵梁和车身(车顶板)的接合面上的情况下的示例的立体图。图8为,将图1中的虚线部放大了的图。
58.符号81为车顶纵梁,符号82为车顶纵梁与车顶板的接合面。接合面82由于安装了车顶纵梁从而变得从外部无法进行目视确认。在图中,以剖面线示出的区域(符号83)为第二部位。第一部位与第二部位的分界通过被安装的车顶纵梁从而被隐藏。
59.即,如果在不拆下车顶纵梁的条件下直接去除易剥离层,则涂装膜会残留在以剖面线示出的区域83内。即,在车顶纵梁与车顶板的接合面上残留有涂装膜的车辆能够视为具有去除了包含易剥离层的涂装膜的历史的车辆。
60.另外,虽然在本示例中例示了车顶纵梁,但是第二部位也可以配置在通过其他外装部件而被隐藏的场所处。
61.图9为,针对本实施方式所涉及的车辆而形成涂装膜的方法的流程图。
62.首先,在步骤s11中,在第一部位上形成涂装膜。在本步骤中,既可以通过易剥离性涂料来形成涂装膜,也可以在形成了透明的剥离层之后,对涂装进行面漆。如果涂装膜被完全形成,则处理转移至步骤s12。
63.在步骤s12中,在第二部位上形成涂装膜。本步骤也与步骤s11同样地,既可以通过易剥离性涂料来形成涂装膜,也可以在形成了透明的剥离层之后,对涂装进行面漆。由此,能够获得与第一部位不接续的涂装膜。另外,步骤s11和s12的执行顺序也可以是相反的。
64.如上文说明的那样,第一实施方式所涉及的车辆在形成包括易剥离层在内的涂装膜时,将实施涂装的部位分割为第一部位和第二部位,并且针对各个部位而独立地形成涂装膜。由于涂装膜在从外部无法进行目视确认的位置处被分割,因此在通过从外部施加力而去除了易剥离层的情况下,在内部会残留有涂装膜。由此,能够在事后对是否具有去除了易剥离层的历史进行判别。
65.(第一实施方式的改变例)
66.在第一实施方式中,针对第一部位和第二部位这双方而实施了使用易剥离性涂料的涂装。另一方面,对于第二部位而言,也可以实施并非可剥离的通常的涂装。即使根据所涉及的方式,也能够在事后对涂装膜的剥离的有无进行确认。
67.进一步地,虽然在第一实施方式中,针对第一部位和第二部位这双方而形成了相同颜色的涂装膜,但是如果能够判别剥离了涂装的情况,则两个部位并不一定需要以相同颜色进行涂装。
68.此外,虽然在第一实施方式中,将第二部位配置于在通常使用中不易目视确认到的部位处,但是第二部位也可以配置在手从外部难以到达的部位。例如,也可以采用如下方
式,即,将第二部位配置在发动机舱内的、如果不拆下部件则无法接近这样的部位处。由此,能够防止被涂装在第二部位上的涂装膜的去除。
69.此外,虽然在第一实施方式中,分别针对第一部位和第二部位而实施了独立的涂装工序,但是也可以通过进行一次涂装工序并在被形成的涂装膜上切缝,从而将第一部位与第二部位分离。例如,在图4的示例中,也可以实施如下工序,即,一体地对以剖面线示出的区域和以涂黑示出的区域进行涂装的工序、和在以箭头标记示出的部位处将涂装膜切断的工序。
70.(其他改变例)
71.上述实施方式归根结底仅是一个示例,本公开能够在不脱离其主旨的范围内适当地进行变更并实施。
72.例如,在本公开中所说明的处理或方法,只要不产生技术上的矛盾,则能够自由地组合并实施。
73.符号说明
[0074]1…
车辆;
[0075]
100
…
钢板;
[0076]
200
…
中间涂层;
[0077]
300
…
基底层;
[0078]
400
…
透明层;
[0079]
500、600
…
剥离层。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。