1.本公开涉及一种能够自动包裹的实木蒙皮及其制造方法和设备。
背景技术:
2.传统的车用实木蒙皮通过以下方式生产:依次在装饰单板木材上预成型实木片材,在预成型的实木片材上执行嵌入注塑(背面注塑)成型,修整注塑的实木片材的端部,然后使修整的实木片材卷边并且对其进行涂覆。
3.这种传统的实木蒙皮产品由于应用了背面注塑成型而可以提供具有极佳视觉和触觉的实木表面,但是由于它包括附接在其注塑表面上的高硬度实木,因此消费者在按压时感觉廉价。
4.当然,一些客户可能会认为蒙皮产品由于高硬度实木而坚硬。然而,该产品可能无法满足希望其内部材料柔软的客户。
技术实现要素:
5.提供该发明内容是为了以简化形式介绍将在以下的具体实施方式中进一步描述的一系列构思。该发明内容并不旨在标识所要求保护的主题的关键特征或必要特征,也不旨在用于帮助确定所要求保护的主题的范围。
6.提供了各种实施方式以使用侧滑芯材实现底切以提高实木片材和芯材之间的附着力,并且使用后滑芯材实现实木片材的自动包裹,从而实现工艺自动化。
7.各种实施方式还涉及用于包括能够提供弹性同时给出像实木一样的视觉印象的实木片材的车辆防撞垫的压制设备。
8.本公开不限于上述目的,并且本公开所属领域的技术人员可以从以下描述中清楚地理解本公开的其它目的。
9.在一个总的方面,一种用于包括实木片材的车辆防撞垫的压制设备包括:下压制机,其包括设置在将要形成产品的区域中的雕花部、以及被配置为当被挤压到上压制机时支撑上压制机的支撑部,该支撑部具有用于固定实木片材的固定突起;上压制机,其包括与下压制机的雕花部对应的压花部;多个第一滑块,其在实木片材的挤压工艺期间被固定以保持下压制机的雕花部的形状,该第一滑块被配置为在实木片材的挤压工艺之后,在沿着上压制机的压花部上升的同时挤压实木片材的背面,然后横向移动;以及第二滑块,其被配置为在实木片材的挤压工艺期间与上压制机的压花部一起挤压位于雕花部上的实木片材,其中,在实木片材的包裹工艺期间,在第二滑块与上压制机一起上升之后,通过第一滑块挤压实木片材的背面,并且第二滑块被配置为在下落的同时将实木片材挤压到芯材的内部背面,使得实木片材的向雕花部内部弯曲的部分缠绕在芯材周围。
10.支撑部可以具有用于固定实木片材的固定销。
11.多个第一滑块可以被配置为在实木片材的挤压工艺期间被移动和固定以保持下压制机的雕花部的形状,从而形成雕花部。
12.在实木片材的挤压工艺之后,第一滑块可以在沿着上压制机的压花部上升的同时将实木片材的背面挤压到芯材,然后横向移动。第二滑块可以设置在上压制机中,以在实木片材的挤压工艺期间与上压制机的压花部一起挤压位于雕花部上的实木片材。
13.在实木片材的包裹工艺期间,在第二滑块与上压制机一起上升之后,可以通过第一滑块挤压实木片材的背面。第二滑块可以被配置为在下落的同时将实木片材挤压到芯材的内部背面,使得实木片材的向雕花部内部弯曲的部分缠绕在芯材周围。
14.压制设备还可以包括多个第三滑块,其在实木片材的挤压工艺期间被固定以保持下压制机的雕花部的形状,其中,在实木片材的挤压工艺之后,第三滑块可以在沿着上压制机的压花部上升的同时挤压实木片材的背面,然后横向移动以去除实木片材的剩余部分。
15.实木片材可以是通过预成型工艺而预成型的实木片材。
16.实木片材可以包括:实木片材主体,其形成为与实木产品具有相同的形状;多个实木片材挤压固定肋,其形成在实木片材主体的外部以固定实木片材,实木片材挤压固定肋中的每一个具有第一固定孔,该第一固定孔用于在预成型工艺期间将实木片材固定到压制机;以及包裹固定肋,其形成在实木片材主体的外部以固定实木片材,包裹固定肋具有第二固定孔,该第二固定孔在预成型期间由预成型压制机的孔加工销形成,以将实木片材固定到压模机的销上。
17.在另一个总的方面,一种压制包括实木片材的车辆防撞垫的方法包括:将预成型的实木片材安置在下压制机上;将芯材接合到上压制机然后将上压制机挤压到下压制机;使第一滑块与上压制机一起沿着实木片材的背面上升;以及在降低设置在上压制机中的第二滑块的同时,将位于下压制机的雕花部上的实木片材挤压到芯材的内部。
18.在另一个总的方面,一种压制包括实木片材的车辆防撞垫的方法包括:在实木片材的挤压工艺期间固定第三滑块以保持下压制机的雕花部的形状;在实木片材的挤压工艺之后,使第三滑块在沿着上压制机的压花部上升的同时挤压实木片材的背面;以及将第三滑块移动到实木片材的侧部,以切割实木片材的偏离芯材的部分。
19.根据以下的详细描述、附图和权利要求,其它特征和方面将变得显而易见。
附图说明
20.图1是用于说明根据本公开的第一实施方式的能够自动包裹的实木蒙皮的参考视图。
21.图2a、图2b、图2c、图2d和图2e是用于说明根据本公开的第一实施方式的包括实木片材的车辆防撞垫的制造工艺的参考视图。
22.图3、图4、图5、图6和图7是用于说明根据本公开的第一实施方式的用于包括实木片材的车辆防撞垫的压制设备中的挤压工艺的参考视图。
23.图8、图9、图10和图11是用于说明在根据本公开的第一实施方式的用于包括实木片材的车辆防撞垫的压制设备中切割实木片材的工艺的视图。
24.图12、图13、图14、图15、图16、图17、图18、图19和图20是用于说明根据本公开的第二实施方式的用于包括实木片材的车辆防撞垫的压制设备的视图。
25.图21是用于说明根据本公开的第二实施方式的用于包括实木片材的车辆防撞垫的压制设备中的切割示例的视图。
26.图22是用于说明在根据本公开的第三实施方式的用于包括实木片材的车辆防撞垫的压制设备中切割实木片材的工艺的视图。
27.图23是用于说明使用根据本公开的第三实施方式的用于包括实木片材的车辆防撞垫的压制设备来包裹实木片材的工艺的流程图。
28.图24是用于说明图23的预成型步骤的详细工艺的流程图。
29.图25是用于说明图23的挤压步骤的详细工艺的流程图。
具体实施方式
30.参考下面结合附图详细描述的实施方式,本公开的优点和特征及其实现方法将会变得显而易见。然而,本公开可以以不同的形式实施,而不应当被解释为限于本文阐述的实施方式。相反,提供这些实施方式是为了使本公开将是彻底的和完整的,并且将本公开的范围充分传达给本领域技术人员。本公开应当基于所附权利要求阐述的全部内容进行限定。同时,本文使用的术语是为了描述实施方式,而不是旨在限制本公开。如本文所用,除非上下文清楚地另行指出,否则单数形式“一”、“一个”和“该”旨在也包括复数形式。应当理解,当在说明书中使用术语“包括”/“包含”及其衍生词时,其指定所描述的组件、步骤、工作和/或元件的存在,但是不排除存在或添加一个以上的其它组件、步骤、工作和/或元件。
31.图1是用于说明根据本公开的能够自动包裹的实木蒙皮的参考视图。
32.如图1所示,根据本公开的第一实施方式的能够自动包裹的实木蒙皮包括木材层101、网格层102和弹性层103。
33.木材层101是给出与木材相同的视觉印象的层。木材层101优选地具有0.1t至0.2t的厚度,并且可以具有通过砂光机形成的木纹。
34.网格层102是层压在木材层101下面以加固板材的层。优选地,网格层102具有0.2t的厚度。
35.弹性层103是层压在网格层102下面以提供弹性的层。弹性层103可以由聚丙烯(pp)泡沫或热塑性聚烯烃(tpo)泡沫形成。优选地,弹性层103具有1t至2t的厚度。
36.根据本公开的第一实施方式,实木蒙皮还可以包括层压在木材层101上以保护木材层的保护膜104。优选地,保护膜104具有0.1t的厚度。
37.图2a至图2e是用于说明根据本公开的第一实施方式的制造实木片材的工艺的参考视图。
38.在本公开的第一实施方式的实木片材中,如图2a所示,在木材层101下面层压网格层102,然后如图2b所示,在网格层102下面层压弹性层103。如图2c所示,可以在木材层101上层压保护膜104以保护木材层101。
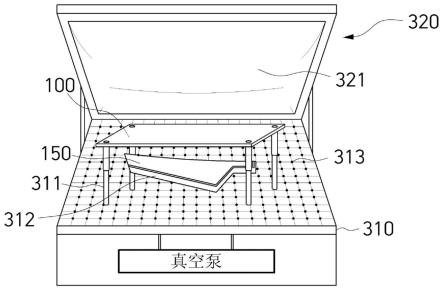
39.如图2d所示,实木片材100还包括设置在其底部的细丝交叉垫140和芯材150。细丝交叉垫140设置在车辆桌台的部分区域中以使得该区域被缓冲。
40.这样,优选地,设置在桌台的一个区域中的细丝交叉垫140层压在弹性层103下面。优选地,细丝交叉垫140具有2t至5t的厚度,并且被应用到距离用手触摸的实木片材的注塑端3mm以下的整个区域。细丝交叉垫140可以由pp或tpo材料制成,但不限于此。
41.芯材150安装在车辆桌台上,并且优选地具有0.3t的厚度。
42.在执行紧随底漆而向芯材150涂抹胶水的接合操作之后,细丝交叉垫140附接在芯
材150上。这种情况可以使用隔膜或通过挤压实现。在执行将胶水涂抹到细丝交叉垫140的顶部的附加接合操作之后,采用挤压夹具挤压木材层101、网格层102、弹性层103、细丝交叉垫140和保护膜。
43.这样,根据本公开的实施方式,可以使构成车辆桌台的实木片材100感觉起来与实木相同,并且当乘客触摸实木片材时提供一定程度的缓冲。
44.在通过注塑成型制造实木片材的传统情况下,不可能实现本公开的效果。然而,根据本公开的第一实施方式,通过将pp泡沫/tpo泡沫涂抹到木材的背面,可以补充实木片材的伸长率并且提高实木片材的表面质量,并且通过将用于现有的天然革或人造革的细丝交叉垫应用到芯材,可以使实木包裹产品变得柔软。
45.实木片材100包括形成为具有与实木产品相同的形状的实木片材主体110。实木片材100包括形成在实木片材主体110外部的多个实木片材挤压固定肋120和包裹固定肋130,以固定实木片材100。实木片材挤压固定肋120使用模制(切割)机来形成实木片材织物。
46.每个挤压固定肋120具有用于在预成型工艺期间将实木片材固定到压制机上的第一固定孔121。在预成型工艺期间,第一固定孔121固定到压制机的固定销上。第一固定孔121还可以设置有狭缝槽122。
47.因此,在预成型工艺期间,预成型压制机的固定销可以沿着第一固定孔121中的狭缝槽122移动,从而防止对实木主体的损坏。
48.这样,当在实木片材100的挤压固定肋120中形成的第一固定孔121被固定到预成型压制机的固定销的状态下,对实木片材100执行预成型工艺时,第一固定孔121可以敞开,从而防止在预成型期间由于实木片材主体110的固定而造成的损坏。
49.接着,在木材压制工艺期间,每个包裹固定肋130具有第二固定孔131,其在预成型工艺期间通过预成型压制机的孔加工销形成以将实木片材固定到压模机的销上。
50.根据本公开的第一实施方式,实木片材100包括:实木片材主体110,其通过模制(切割)实木片材100织物而形成为具有与实木产品相同的形状;多个实木片材挤压固定肋120,其各自通过在实木片材主体110外部模制(切割)实木片材100织物而形成为具有预定长度,以在预成型工艺期间固定实木片材100;以及多个包裹固定肋130,其各自通过在实木片材主体110外部模制(切割)实木片材100织物而形成为具有预定长度,以在挤压工艺期间固定实木片材100。
51.每个挤压固定肋120具有第一固定孔121,其通过实木的伸长形成在其特定位置。
52.每个包裹固定肋130具有第二固定孔131,其在预成型工艺期间由压模机的销形成,以用于使压模机的固定销插入其中。
53.根据本公开的第一实施方式,可以构造包裹板材层,该包裹板材层能够通过在预成型工艺期间使用挤压固定肋120将实木片材固定到预成型压制机来执行预成型工艺,并且能够通过在预成型工艺期间形成下一挤压工艺所需的每个包裹固定肋中的第二固定孔,然后将实木片材固定到挤压压制机来执行将要执行的挤压压制工艺。
54.将参照图3描述根据本公开的第一实施方式的用于包括实木片材的车辆防撞垫的压制设备。
55.图3是用于说明根据本公开的第一实施方式的用于包括实木片材的车辆防撞垫的压制设备的视图。
56.如图3所示,根据本公开的第一实施方式的用于包括实木片材的车辆防撞垫的压制设备包括下压制机210、上压制机220、多个第一滑块212和多个第二滑块225。
57.下压制机210包括在将要形成产品的区域中所设置的雕花部211、以及被配置为当被挤压到上压制机220时支撑上压制机220的支撑部212。每个支撑部212具有用于固定实木片材100的固定销213。
58.上压制机220包括与下压制机210的雕花部211对应的压花部221。
59.在实木片材100的挤压工艺期间,移动并且固定第一滑块212以保持下压制机210的雕花部211的形状,从而形成雕花部211。在实木片材100的挤压工艺之后,第一滑块212挤压实木片材100的背面,同时沿着上压制机220的压花部221上升,然后横向移动。
60.第二滑块225设置在上压制机220中,使得在实木片材100的挤压工艺期间与上压制机220的压花部221一起挤压位于雕花部211上的实木片材100。
61.在实木片材100的包裹工艺期间,在第二滑块225与上压制机220一起上升之后,实木片材100的背面被第一滑块212压紧。
62.接着,第二滑块225在下落的同时将实木片材100挤压到芯材150的内部背面,使得向雕花部211内部弯曲的实木片材100可以缠绕在芯材150周围。
63.这样,根据本公开的第一实施方式,可以在执行将预成型实木片材挤压到芯材的工艺之后,自动生产其中围绕芯材包裹实木片材的实木产品。
64.将参照图4至图7描述根据本公开的第一实施方式的用于包括实木片材的车辆防撞垫的压制设备的工艺。
65.首先,如图4所示,将预成型实木片材100安置在下压制机210上,并且将芯材150临时接合到上压制机220上。
66.接着,如图5所示,将上压制机220向下压制机210挤压。
67.接着,如图6所示,上压制机220向上移动,并且第一滑块212沿着实木片材100的背面上升并且沿着实木片材的侧面移动。
68.接着,如图7所示,通过降低设置在上压制机220中的第二滑块225以挤压位于下压制机210的雕花部211内部的实木片材100,可以使用滑块自动执行实木片材的包裹工艺。
69.也就是说,第二滑块225可以在下落的同时将实木片材100挤压到芯材150的内部背面,使得向雕花部211内部弯曲的实木片材100可以缠绕在芯材150周围。
70.将参照图8至图11描述根据本公开的第一实施方式的用于包括实木片材的车辆防撞垫的压制设备。
71.根据本发明第一实施方式的用于包括实木片材的车辆防撞垫的压制设备包括下压制机210、上压制机220、多个第一滑块212和多个第三滑块215。
72.下压制机210包括在将要形成产品的区域中设置的雕花部、以及被配置为当被挤压到上压制机220时支撑上压制机220的支撑部212。每个支撑部212具有用于固定实木片材100的固定突起214。
73.上压制机220包括于与下压制机210的雕花部211对应的压花部221。
74.在实木片材的挤压工艺期间,固定第一滑块212以保持下压制机210的雕花部211的形状。在实木片材的挤压工艺之后,第一滑块212在沿着上压制机220的压花部221上升的同时挤压实木片材100的背面,然后横向移动。
75.在实木片材的挤压工艺期间,固定第三滑块215以保持下压制机210的雕花部211的形状。在实木片材的挤压工艺之后,第三滑块215在沿着上压制机220的压花部221上升的同时挤压实木片材100的背面,然后移动到实木片材100的侧面以切割实木片材偏离芯材150的部分。
76.首先,如图8所示,在将预成型实木片材100安置在下压制机210上之后,将芯材150临时接合到上压制机220。
77.接着,如图9所示,将上压制机220向下压制机210挤压。
78.接着,如图10所示,上压制机220向上移动,并且第一滑块212沿着实木片材100的背面上升,以将实木片材压靠在芯材150上。
79.如图11所示,在将实木片材100压靠在芯材150上之后,第三滑块215在向内移动的同时切割实木片材100的偏离芯材150的部分。
80.这样,在本公开的第一实施方式中,可以自动底切被挤压实木片材的偏离芯材的一部分。
81.将参照图12至图20描述根据本公开的第二实施方式的用于包括实木片材的车辆防撞垫的压制设备。
82.图12是用于说明根据本公开的第二实施方式的用于包括实木片材的车辆防撞垫的压制设备的视图。
83.如图12所示,根据本公开的第二实施方式的用于包括实木片材的车辆防撞垫的压制设备包括下压制机1210和上压制机1220。
84.下压制机1210包括在将要形成产品的区域中设置的雕花部1211、以及被配置为当被挤压到上压制机1220时支撑上压制机1220的支撑部1212。每个支撑部1212具有用于固定实木片材100的固定销1213。
85.上压制机1220包括与下压制机1210的雕花部1211对应的压花部1221、以及在压花部1221中移动以调节压花部1221的宽度的第一滑块1222。
86.下压制机1210还包括第二滑块,该第二滑块被配置为在实木片材100的挤压工艺期间在沿着接合到上压制机1220的芯材150上升的同时挤压实木片材100的背面。
87.在实木片材的挤压工艺之后,第一滑块1222与上压制机1220一起上升。
88.接着,在实木片材的包裹工艺期间,第一滑块1222在向下移动上压制机1220的压花部1221的同时挤压芯材150的内部背面,使得在实木片材100的背面被第二滑块1212挤压之后,向雕花部1211内部弯曲的实木片材100可以缠绕在芯材150周围。
89.下压制机1210包括在将要形成产品的区域中设置的雕花部1211、以及被配置为当被挤压到上压制机1220时支撑上压制机1220的支撑部1212。每个支撑部1212具有用于固定实木片材100的固定销1213。
90.压制设备还可以包括多个第三滑块1215,所述多个第三滑块1215被固定以在实木片材的挤压工艺期间保持下压制件1210的雕花部1211的形状。在实木片材的挤压工艺之后,第三滑块1215在沿着上压制机1220的压花部1221上升的同时挤压实木片材100的背面,然后横向移动以去除实木片材的剩余部分。
91.在下文中,将参照图22描述根据本公开的第三实施方式的压制包括实木片材的车辆防撞垫的方法。
92.首先,在通过移动位于上压制机1220的压花部1221中的第一滑块1222以对应于上压制机1220的压花部1221的宽度而形成上压制机1220的压花部1221之后,执行预成型工艺(s1310)。
93.接着,通过移动位于压花部1221中的第一滑块1222,使得芯材150可以附接到上压制机1220的压花部1221,然后将芯材150临时接合到压花部1221,来执行挤压工艺(s1320)。
94.在下文中,将参照图23描述执行预成型工艺的步骤(s1310)。
95.首先,如图12所示,移动设置在上压制机1220的压花部1221中的第一滑块1222,以对应于下压制机1210的雕花部1211的宽度(s1311)。
96.接着,将设置在下压制机1210的第二滑块1212上的固定销1213插入到形成在实木片材100的挤压固定肋中的第一固定孔中,以将实木片材100安置在下压制机1210上(s1312)。
97.接着,如图13所示,通过将上压制机1220挤压到下压制机1210来预成型实木片材100(s1313)。
98.接着,在预成型实木片材100之后,如图14所示,通过设置在第二滑块1212中的加工销,在设置在实木片材100中的多个包裹固定肋中形成第二固定孔(s1314)。
99.在下文中,将参照图24描述根据本公开的第三实施方式的执行挤压工艺的步骤(s1320)的详细工艺。
100.首先,如图15所示,在通过经由下压制机1210挤压实木片材100来执行预成型工艺之后,使第一滑块1222向内移动,同时使上压制机1220向上移动(s1321)。
101.接着,如图16所示,将芯材150接合到上压制机1220的压花部1221(s1322)。
102.接着,如图17所示,具有接合到其上的芯材150的上压制机1220朝着其上安置有预成型实木片材100的下压制机1210向下移动,使得下压制机1210被挤压到上压制机1220,如图18所示(s1323)。
103.接着,如图19所示,使第二滑块1212与上压制机1220一起沿着实木片材100的背面上升(s1324)。
104.接着,如图20所示,在降低设置在上压制机1220中的第一滑块1222的同时,将位于下压制机1210的雕花部1211上的实木片材100挤压到芯材150的内部(s1325)。
105.在根据本公开的第二实施方式的实木片材的挤压工艺期间,可以固定第三滑块以保持下压制机1210的雕花部1211的形状。在实木片材的挤压工艺之后,第三滑块在沿着上压制机1220的压花部1221上升的同时可以挤压实木片材100的背面,然后移动到实木片材100的侧面以切割实木片材100的偏离芯材150的部分,如图21所示。
106.在下文中,将参照图23描述执行预成型工艺的步骤(s1310)。
107.首先,如图12所示,移动设置在上压制机1220的压花部1221中的第一滑块1222,以对应于下压制机1210的雕花部1211的宽度(s1311)。
108.接着,将设置在下压制机1210的第二滑块1212上的固定销1213插入到形成在实木片材100的挤压固定肋中的第一固定孔中,以将实木片材100安置在下压制机1210上(s1312)。
109.接着,如图13所示,通过将上压制机1220挤压到下压制机1210来预成型实木片材100(s1313)。
110.接着,在预成型实木片材100之后,如图14所示,通过设置在第二滑块1212中的加工销,在设置在实木片材100中的多个包裹固定肋中形成第二固定孔(s1314)。
111.在下文中,将参照图24描述根据本公开的第三实施方式的执行挤压工艺的步骤(s1320)的详细工艺。
112.首先,如图15所示,在通过经由下压制机1210挤压实木片材100来执行预成型工艺之后,第一滑块1222向内移动,同时上压制机1220向上移动(s1321)。
113.接着,如图16所示,将芯材150接合到上压制机1220的压花部1221((s1322)。
114.接着,如图17所示,具有接合到其上的芯材150的上压制机1220朝着其上安置有预成型实木片材100的下压制机1210向下移动,使得下压制机1210被挤压到上压制机1220,如图18所示(s1323)。
115.接着,如图19所示,使第二滑块1212与上压制机1220一起沿着实木片材100的背面上升(s1324)。
116.接着,如图20所示,在降低设置在上压制机1220中的第一滑块1222的同时,将位于下压制机1210的雕花部1211上的实木片材100挤压到芯材150的内部(s1325)。
117.在根据本公开的第三实施方式的实木片材的挤压工艺期间,可以固定第三滑块以保持下压制机1210的雕花部1211的形状。在实木片材的挤压工艺之后,第三滑块可以在沿着上压制机1220的压花部1221上升的同时挤压实木片材100的背面,然后移动到实木片材100的侧面以切割实木片材100的偏离芯材150的部分,如图21所示。
118.在下文中,将参照图25描述根据本公开的又一第三实施方式的压制包括实木片材的车辆防撞垫的方法。
119.首先,将预成型的实木片材安置在下压制机上(s2321)。
120.在将芯材接合到上压制机之后,将上压制机挤压到下压制机(s2322)。
121.使第一滑块与上压制机一起沿着实木片材的背面上升(s2323)。
122.接着,在实木片材的挤压工艺期间,固定第一滑块以保持下压制机的雕花部的形状,并且在实木片材的挤压工艺之后,使第一滑块在沿着上压制机的压花部上升的同时挤压实木片材的背面(s2324)。
123.接着,将第三滑块移动到实木片材的侧面,以切割实木片材的偏离芯材的部分(s2325)。
124.从以上描述显而易见,根据本公开的第三实施方式,可以使用侧滑芯材来实现底切以提高附着力,并且可以使用后滑芯材来实现自动包裹,从而实现工艺自动化。
125.此外,根据本公开的第三实施方式,可以使构成车辆桌台的实木片材在视觉上感觉与实木相同,并且当乘客触摸实木片材时提供一定程度的缓冲。
126.包括在上述方法中的每个步骤可以实现为由计算装置执行的软件模块、硬件模块或其组合。
127.此外,用于执行每个步骤的元件可以分别实现为处理器的一至两个运算逻辑。
128.软件模块可以设置在ram、闪存存储器、rom、可擦除可编程只读存储器(eprom)、电可擦除可编程只读存储器(eeprom)、寄存器、硬盘、可附接/可拆卸盘或诸如cd-rom之类的存储介质(即,存储器和/或存储装置)中。
129.示例性存储介质可以联接到处理器,而处理器可以从存储介质读出信息,并且可
将信息写入存储介质中。在其它实施方式中,存储介质可以与处理器一体设置。
130.处理器和存储介质可以设置在专用集成电路(asic)中。asic可以设置在用户终端中。在其它实施方式中,处理器和存储介质可以作为用户终端中的单独组件设置。
131.为了描述清楚,可以将根据实施方式的示例性方法表述为一系列操作,但是这样的步骤并不限制执行操作的顺序。根据具体情况,这些步骤可以同时执行,也可以按不同的顺序执行。
132.为了实现根据实施方式的方法,所公开的步骤可以附加地包括另一个步骤,包括除了某些步骤之外的多个步骤,或者包括除了某些步骤之外的另一个附加步骤。
133.本公开的各种实施方式没有列出所有可用的组合,而是用于描述本公开的代表性方面,并且各种实施方式的描述可以独立应用或者可以通过两个以上实施方式的组合而应用。
134.此外,本公开的各种实施方式可以利用硬件、固件、软件或其组合来实现。在利用硬件实现本公开的各种实施方式的情况下,本公开的各种实施方式可以利用一个或更多个的专用集成电路(asic)、数字信号处理器(dsp)、数字信号处理器件(dspd)、可编程逻辑器件(pld)、现场可编程门阵列(fpga)、通用处理器、控制器、微控制器或微处理器实现。
135.本公开的范围可以包括使得根据各种实施方式的方法的操作能够在装置或计算机中执行的软件或机器可执行指令(例如,操作系统(os)、应用、固件、程序等)、以及能够在各自存储软件或指令的装置或计算机中执行的非暂时性计算机可读介质。
136.上面已经描述了许多示例性实施方式。然而,应当理解,可以进行各种变型。例如,如果所描述的技术以不同的顺序执行和/或如果所描述的系统、架构、装置或电路中的组件以不同的方式组合和/或被其它组件或其等同物替换或补充,则可以获得合适的结果。因此,其它实施方式也在所附权利要求的范围内。
137.尽管已经参照附图中示出的实施方式详细描述了本公开,但是这些实施方式仅作为示例提供。本领域技术人员应当理解,在不脱离由所附权利要求限定的本公开的精神和范围的情况下,可以进行各种变型和更改。因此,本公开的保护范围不应当限于上述实施方式,而应由所附权利要求中限定的公开内容来限定。
138.相关申请的交叉引用
139.本技术依据要求于2021年8月4日向韩国知识产权局提交的韩国专利申请no.10-2021-0102380的权益,该韩国专利申请的全部公开内容出于所有目的通过引用并入本文中。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。