1.本发明涉及防水卷材制造技术领域,具体涉及一种高分子防水卷材制造工艺。
背景技术:
2.高分子防水卷材具有抗拉强度高、延伸率大、耐撕裂强度高、使用寿命长等优点,广泛应用于隧道和地下等难以翻修的防水工程。但由于隧道和地下防水工程施工环境复杂,合成高分子防水卷材的防水层只要有一个漏水点,就可能造成整个工程渗漏。现有技术中高分子防水卷材的制作是将高分子材料与液体混合形成糊状的聚合物,最后再涂布于胎基体上形成防水卷材,在防水卷材的生产环节中,高分子材料和液体混合,高分子材料属于固体物质,在将高分子材料添加到液体中时,由于高分子材料的密度和液体密度接近,高分子材料不会快速沉入到液体中,粉末状的高分子材料和水反应容易造成固态粉末凝聚成团,团状的固态原料更是难以与液体充分混合,增大了搅拌难度,并且一旦高分子材料和液体混合不均匀,涂布的过程中将会导致防水卷材厚薄不一,从而降低防水卷材的使用质量。因而,需要提供一种高分子防水卷材的制造工艺,旨在解决上述问题。
技术实现要素:
3.本发明提供了一种高分子防水卷材的制造工艺,解决现有现有技术中高分子防水卷材的制作是将高分子材料与液体混合形成糊状的聚合物,最后再涂布于胎基体上形成防水卷材,在防水卷材的生产环节中,高分子材料和液体混合,高分子材料属于固体物质,在将高分子材料添加到液体中时,由于高分子材料的密度和液体密度接近,高分子材料不会快速沉入到液体中,粉末状的高分子材料和水反应容易造成固态粉末凝聚成团,团状的固态原料更是难以与液体充分混合,增大了搅拌难度,并且一旦高分子材料和液体混合不均匀,涂布的过程中将会导致防水卷材厚薄不一,从而降低防水卷材的使用质量的问题。
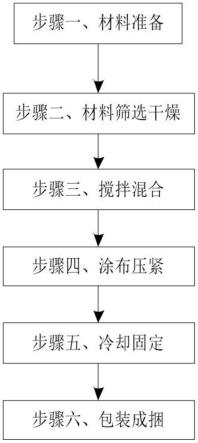
4.为解决上述的技术问题,本发明采用以下技术方案:一种高分子防水卷材制造工艺,所述高分子防水卷材制造工艺步骤为:
5.步骤1、材料准备,准备制造高分子防水卷材所需的原材料;
6.步骤2、材料筛选干燥,将步骤1中所得到的原材料通过筛选装置筛选以及干燥;
7.步骤3、搅拌混合,将步骤2中所得到的原材料进行混合边加热边搅拌,得到混合溶液;
8.步骤4、涂布压紧;将原纸或者纤维材料制成的胎基体展开,并将步骤3中所得到的混合溶液涂布在胎基体,并将经过混合溶液涂布的胎基体进行压紧;
9.步骤5、冷却固定;将步骤4中压紧后的胎基体进行冷却固定;
10.步骤6、包装成捆;将步骤5中经过冷却后的防水卷材进行裁切并且包装成卷放置,进行统一管理;
11.所述筛选装置包括震动箱1、夹层2、加热器3、初级筛网4、二级筛网5、收集箱6,震动箱1内壁内设置有夹层2,夹层2内安装有加热器3,震动箱1顶部设置有初级筛网4,震动箱
1底部设置有二级筛网5,二级筛网下侧设置有收集箱6,收集箱6整体呈圆锥形,且收集箱6侧面四周均匀设置有小孔61。
12.更进一步的技术方案是所述初级筛网4的孔径和二级筛网5的孔径一致。
13.更进一步的技术方案是所述加热器3为带温控开关的加热器3,加热器3的加热温度为45-55℃。
14.更进一步的技术方案是所述步骤2中材料的筛选干燥步骤为:
15.步骤1、将材料通过初级筛网4筛入震动箱1内;
16.步骤2、启动震动箱1震动,使材料属于平整状态;
17.步骤3、通过加热器3对震动箱1内的材料进行加热干燥;
18.步骤4、通过二级筛网5将震动箱1内的材料筛至收集箱6,再从收集箱6内的小孔61均匀散出至搅拌装置内部。
19.与现有技术相比,本发明的有益效果是:
20.1、材料通过初级筛网4过滤后进行震动箱1,保证了材料分散不结团,震动箱1和二级筛网5配合使用,可通过震动箱1的震动频率从而控制材料通过二级筛网5进行收集箱6的速度,从而控制,材料的添加量。
21.2、通过震动箱1夹层2内加热器3的设计,保证了材料的干燥度,同时也进一步保证了材料分散不结团。
22.3、在震动箱1的震动作用下,从二级筛网5进行收集箱6内的材料通过收集箱6四周的小孔61均匀分散而出,避免了固液混合的过程中,由于材料分散不均匀,导致材料凝聚呈团,增加了搅拌难度,并且一当混合溶液搅拌不均匀,容易导致涂布后形成的防水卷材厚薄不一,影响防水卷材的质量。
附图说明
23.图1为本发明的工作流程图。
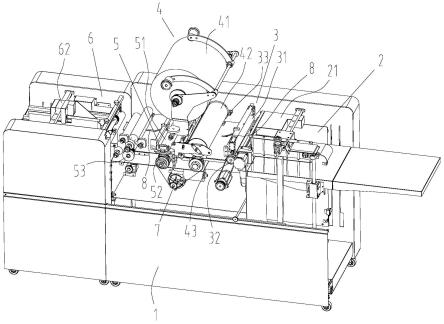
24.图2为本发明的结构图。
25.图3为本发明的收集箱结构图。
26.图中,1-震动箱,2-夹层,3-加热器,4-初级筛网,5-二级筛网,6-收集箱,61-小孔。
具体实施方式
27.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
28.一种高分子防水卷材制造工艺,所述高分子防水卷材制造工艺步骤为:
29.步骤1、材料准备,准备制造高分子防水卷材所需的原材料;
30.步骤2、材料筛选干燥,将步骤1中所得到的原材料通过筛选装置筛选以及干燥;
31.步骤3、搅拌混合,将步骤2中所得到的原材料进行混合边加热边搅拌,得到混合溶液;
32.步骤4、涂布压紧;将原纸或者纤维材料制成的胎基体展开,并将步骤3中所得到的混合溶液涂布在胎基体,并将经过混合溶液涂布的胎基体进行压紧;
33.步骤5、冷却固定;将步骤4中压紧后的胎基体进行冷却固定;
34.步骤6、包装成捆;将步骤5中经过冷却后的防水卷材进行裁切并且包装成卷放置,进行统一管理;
35.所述筛选装置包括震动箱1、夹层2、加热器3、初级筛网4、二级筛网5、收集箱6,震动箱1内壁内设置有夹层2,夹层2内安装有加热器3,震动箱1顶部设置有初级筛网4,震动箱1底部设置有二级筛网5,二级筛网下侧设置有收集箱6,收集箱6整体呈圆锥形,且收集箱6侧面四周均匀设置有小孔61。
36.材料为高分子材料,步骤5中通过冷却池或者冷却水进行冷却,使涂布于胎基体上的膜更加稳定,使用时,材料通过初级筛网4过滤后进入震动箱1,再通过震动箱1的二级筛网5进入到收集箱6,在震动箱1的震动作用下,从二级筛网5进行收集箱6内的材料通过收集箱6四周的小孔61均匀分散而出,避免了固液混合的过程中,由于材料分散不均匀,导致材料凝聚呈团,增加了搅拌难度,并且一当混合溶液搅拌不均匀,容易导致涂布后形成的防水卷材厚薄不一,影响防水卷材的质量。
37.所述初级筛网4的孔径和二级筛网5的孔径一致。通过初级筛网4的孔径和二级筛网5的孔径一致,可保证二级筛网5不堵塞。
38.所述加热器3为带温控开关的加热器3,加热器3的加热温度为45-55℃。通过带温控开关的加热器3的设计,当加热器3的温度达到45-55℃的时候,加热器3停止加热,在保证震动箱1内粉末干燥的同时,节约用电。
39.所述步骤2中材料的筛选干燥步骤为:
40.步骤1、将材料通过初级筛网4筛入震动箱1内;
41.步骤2、启动震动箱1震动,使材料属于平整状态;
42.步骤3、通过加热器3对震动箱1内的材料进行加热干燥;
43.步骤4、通过二级筛网5将震动箱1内的材料筛至收集箱6,再从收集箱6内的小孔61均匀散出至搅拌装置内部。
44.通过初级筛网4将材料筛入震动箱1内,使高分子保持分散不结团;启动震动箱1震动,使高分子材料处于平整紧密状态,增大震动箱1的存储量;通过加热器3对震动箱1内的材料进行加热干燥,同时配合震动箱1的震动,使的热量能够均匀扩散,保证干燥效果,通过二级筛网5进行收集箱6内的材料通过收集箱6四周的小孔61均匀分散而出,避免了固液混合的过程中,由于材料分散不均匀,导致材料凝聚呈团。
45.尽管这里参照本发明的多个解释性实施例对本发明进行了描述,但是,应该理解,本领域技术人员可以设计出很多其他的修改和实施方式,这些修改和实施方式将落在本技术公开的原则范围和精神之内。更具体地说,在本技术公开、附图和权利要求的范围内,可以对主题组合布局的组成部件和/或布局进行多种变型和改进。除了对组成部件和/或布局进行的变形和改进外,对于本领域技术人员来说,其他的用途也将是明显的。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。