1.本发明涉及医疗器械领域,尤其涉及一种牙套及其制备方法。
背景技术:
2.现有牙套多为硬材质的单层结构,牙套的回弹及变形力不足,刚性较大,扭矩不足,使用时易破损;另外,材质偏硬的牙套佩戴较困难,且佩戴时有较强的不适感。压膜制作牙套的方法:先制作牙齿模型,然后使用膜片在牙齿模型上压膜制作牙套,且压膜出来的牙套还需通过手工进行打磨修理;过程繁琐复杂,制作周期长,对操作人员技术要求较高;另外,压膜设备需高温熔化膜片,温度可达200℃~300℃,存在较大的安全隐患。
3.目前,市场上所使用的内软外硬牙套均采用分层结构,通过粘接的方式将内软层膜片和外硬层膜片进行粘接,使牙套达到内软外硬的效果。大量的牙套佩戴一段时间后存在粘接处分离或脱落的现象。
技术实现要素:
4.有鉴于此,本发明实施例的目的是提供一种牙套及其制备方法,该牙套可以进行柔软度的调整、回弹性能好且不会产生分离或脱离现象,制作流程简洁、成本低且安全隐患小。
5.第一方面,本发明实施例提供了一种牙套,包括一体成型的外层、结构层和内层;其中,所述内层用于与牙齿接触,所述结构层设于所述内层及所述外层之间,所述内层的硬度低于所述外层的硬度。
6.可选地,所述结构层设有支撑体,所述支撑体为三维镂空结构。
7.可选地,所述支撑体包括若干个相互连接的晶格。
8.可选地,所述支撑体内填充有柔性材料。
9.可选地,所述外层设有第一镂空部,所述第一镂空部紧贴所述结构层。
10.可选地,所述内层设有第二镂空部,所述第二镂空部紧贴所述结构层。
11.可选地,所述外层的硬度范围为50~75d,所述内层的硬度范围为10~50d。
12.实施本发明实施例包括以下有益效果:本发明实施例中牙套包括一体成型的外层、结构层和内层,结构层设于内层及外层之间,内层的硬度低于外层的硬度;一体成型的外层、结构层和内层结构无需粘接,不会出现粘接处分离或脱离的现象;另外,内层硬度低可以提高佩戴者的舒适度,结构层增加回弹性能,外层硬度高可以增加耐磨性,通过调节牙套的外层、结构层和内层的硬度进行柔软度调整以满足不同使用者的要求。
13.第二方面,本发明实施例提供了一种牙套的制备方法,包括步骤:
14.获取第一牙套模型;
15.对所述第一牙套模型进行预处理得到第二牙套模型,所述第二牙套模型包括一体成型的外层、结构层和内层,其中,所述内层用于与牙齿接触,所述结构层设于所述内层及所述外层之间;
16.对所述第二牙套模型进行切片处理得到切片数据,并将所述切片数据导入3d打印机进行打印得到牙套半成品;
17.对所述牙套半成品进行表面清洗,并对清洗后的牙套半成品进行后固化处理得到牙套,所述牙套的内层的硬度低于外层的硬度。
18.可选地,所述预处理还包括:在所述结构层内添加支撑体,所述支撑体为三维镂空结构。
19.可选地,所述预处理还包括:在所述内层和/或外层进行镂空处理。
20.实施本发明实施例包括以下有益效果:本发明实施例通过对第一牙套模型进行预处理得到第二牙套模型,第二牙套模型包括一体成型的外层、结构层和内层;然后对第二牙套模型进行切片处理并通过3d打印得到牙套半成品;最后对牙套半成品进行表面清洗和固化后得到牙套;制作过程中无需使用高温压膜设备且无需人工打磨,直接通过3d打印并清洗即可,制作流程简洁、成本低且安全隐患小。
附图说明
21.图1是本发明实施例提供的一种牙套模型的外观俯视图;
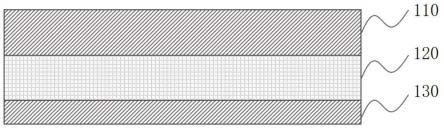
22.图2是本发明实施例提供的一种牙套模型在竖直方向的切面示意图;
23.图3是本发明实施例提供的另一种牙套模型在竖直方向的切面示意图;
24.图4是本发明实施例提供的一种硬度测试方块的结构图;
25.图5是本发明实施例提供的一种硬度测试方块内部结构的切面示意图;
26.图6是本发明实施例提供的一种牙套的制备的方法的步骤流程示意图。
具体实施方式
27.下面结合附图和具体实施例对本发明做进一步的详细说明。对于以下实施例中的步骤编号,其仅为了便于阐述说明而设置,对步骤之间的顺序不做任何限定,实施例中的各步骤的执行顺序均可根据本领域技术人员的理解来进行适应性调整。
28.参阅图1和图2所示,图1为牙套模型的示意图,图2为牙套模型竖直方向切面的示意图,本发明实施例提供了一种牙套,包括一体成型的外层110、结构层120和内层130;其中,所述内层130用于与牙齿接触,所述结构层120设于所述内层130及所述外层110之间,所述内层130的硬度低于所述外层110的硬度。
29.需要说明的是,本发明实施例中的牙套包括但不限于运动牙套、功能性牙套(载药牙套或美白牙套)、矫治器、保持器、磨牙垫、咬合垫或止鼾器等,当牙套为载药牙套或美白牙套时,内层会设有用于储存功能液体(药水或美白牙齿的液体)的容纳腔。当牙套为隐形牙套时,可以是隐形正畸矫治器或隐形保持器等。
30.具体地,外层的壁厚较厚且硬度较高,以保证耐磨性;内层的硬度较低,方便与牙齿外周贴合,内层的壁厚比外层薄;当内层受力并将力传导指结构层,结构层发生形变,带来缓冲效果,使用者佩戴舒适。
31.需要说明的是,一体成型的外层、结构层和内层的材料可以相同,也可以不同,本发明实施例不做具体限制。
32.本领域技术人员可以理解的是,外层、结构层和内层的硬度可以通过多种方式实
现,例如通过不同硬度的材料实现,外层材料的硬度为y1d,内层的硬度为y3d,y1》y3;又例如通过材料相同但厚度不同的方式实现,外层厚度为h1mm,内层厚度为h3mm,h1》h3;又例如通过加工工艺实现,如固化功率或固化时间,外层固化时间为t1min,内层固化时间为t3min,t1》t3;本发明实施例对外层、结构层和内层的硬度实现方式不做具体限制。
33.在一个实施例中,所述外层的硬度范围为50~75d,所述内层的硬度范围为10~50d,所述结构层的硬度范围为50~75d。
34.可选地,如图3所示,所述结构层120设有支撑体121,所述支撑体121为三维镂空结构。
35.可选地,如图3所示,所述支撑体121包括若干个相互连接的晶格。
36.可选地,所述支撑体内填充有柔性材料。
37.具体地,结构层可以设置支撑体,支撑体为三维镂空结构;结构层也可以直接镂空。结构层的镂空部分可以填充柔性材料,如流体或液体等;结构层的镂空部分也可以不填充东西。当镂空部分填充柔性材料可以达到柔软的效果。
38.需要说明的是,晶格为由多个连接柱及顶点组成的规则或不规则的几何体,支撑体中晶格可以相同或不同。
39.牙套被佩戴后,内层受力并将力传导至结构层,结构层可以利用其内部可压缩性或流动性的流体来实现回弹;而且结构层发生形变的过程中,同时支撑体也吸收一定的能量发生形变,带来缓冲效果,使用者佩戴舒适。
40.可选地,如图3所示,所述外层110设有第一镂空部111,所述第一镂空部111紧贴所述结构层120。
41.可选地,如图3所示,所述内层130设有第二镂空部131,所述第二镂空部131紧贴所述结构层120。
42.具体地,外层和内层可以同时设置镂空部,也可以其中一个设置镂空部,也可以都不设置镂空部。通过设置镂空部可以使内层和/或外层达到不同的软硬程度,满足使用者的舒适度要求,达到矫治效果。
43.下面以一个具体实施例,说明通过厚度实现硬度的控制。
44.参阅图4及图5所示,首先打印如图4所示的10mm
×
10mm
×
2mm方块,在方块内部添加支撑体的结构,设置不同的壁厚t1,使用洛氏硬度计对方块表面进行硬度测试,结果如表一所示。
45.表一、不同壁厚的硬度测试结果
46.壁厚(单位/mm)0.20.30.40.50.60.70.80.91硬度-第一组202126303439455053硬度-第二组192224283437434952硬度-第三组202124273438445054硬度-第四组212225283539454953硬度-第五组212224293439445153
47.由表一可知,通过设置0.2mm~1mm的壁厚t1,模型表面硬度变化区间为19至54,佩戴者可根据个人习惯和喜好,选择相对应的硬度以提高佩戴舒适性。
48.实施本发明实施例包括以下有益效果:本发明实施例中牙套包括一体成型的外
层、结构层和内层,结构层设于内层及外层之间,内层的硬度低于外层的硬度;一体成型的外层、结构层和内层结构无需粘接,不会出现粘接处分离或脱离的现象;另外,内层硬度低可以提高佩戴者的舒适度,结构层增加回弹性能,外层硬度高可以增加耐磨性,通过调节牙套的外层、结构层和内层的硬度进行柔软度调整以满足不同使用者的要求。
49.如图6所示,本发明实施例提供了一种牙套的制备方法,包括步骤:
50.s100、获取第一牙套模型。
51.具体地,第一牙套模型可以通过正畸设计软件设计得到,也可以根据使用者的牙齿三维数据设计得到。第一牙套模型用于表征牙套需要满足的外观特征。
52.s200、对所述第一牙套模型进行预处理得到第二牙套模型,所述第二牙套模型包括一体成型的外层、结构层和内层,其中,所述内层用于与牙齿接触,所述结构层设于所述内层及所述外层之间。
53.具体地,对第一牙套模型进行预处理,包括对第一牙套模型进行分层,分成外层、结构层及内层,以及对第一牙套模型各层厚度进行设置等。
54.可选地,所述预处理还包括步骤:
55.s210、在所述结构层内添加支撑体,所述支撑体为三维镂空结构。
56.具体地,当结构层需要设置支撑体时,在第一牙套模型的结构层内添加支撑体,支撑体为三维镂空结构;或者在第一牙套模型的结构层内设置镂空部分。
57.可选地,所述预处理还包括:
58.s220、在所述内层和/或所述外层进行镂空处理。
59.具体地,内层或外层需要同时设置或其中一个需要设置镂空部分时,在内层和/或外层进行镂空处理。
60.s300、对所述第二牙套模型进行切片处理得到切片数据,并将所述切片数据导入3d打印机进行打印得到牙套半成品。
61.具体地,3d打印机是分层进行打印的,在模型进行打印前需要进行切片处理得到切片数据,再将切片数据导入到3d打印机进行打印。
62.具体地,3d打印机的材料可以使用光敏树脂材料,如softsplint树脂材料。
63.s400、对所述牙套半成品进行表面清洗,并对清洗后的牙套半成品进行后固化处理得到牙套,所述牙套的内层的硬度低于外层的硬度。
64.具体地,表面清洗方式包括但不限于常规清洗或离心甩干等,清洗过程中的清洗剂可选用能溶解光敏树脂或提高光敏树脂流动性的液体,例如酒精、异丙醇。
65.具体地,后固化即对牙套成品进行二次固化,后固化处理可以提高牙套半成品的机械性能,后固化的方式可以根据材料的特性进行选择,如湿固化、热固化或光固化等。本发明实施例中采用二次光固化,该操作可使用带有固化灯的后固化箱中进行。
66.需要说明的是,外层、结构层和内层的硬度可以通过多种方式实现:例如通过材料相同但厚度不同的方式实现,即通过步骤s200中的厚度设置等;又例如通过不同硬度的材料实现,即通过步骤s300中的材料选择等;又例如通过加工工艺实现,即通过步骤s400中的加工工艺设置等,如固化时间或固化功率。本发明实施例对外层、结构层和内层的硬度实现方式不做具体限制。
67.实施本发明实施例包括以下有益效果:本发明实施例通过对第一牙套模型进行预
处理得到第二牙套模型,第二牙套模型包括一体成型的外层、结构层和内层;然后对第二牙套模型进行切片处理并通过3d打印得到牙套半成品;最后对牙套半成品进行表面清洗和固化后得到牙套;制作过程中无需使用高温压膜设备且无需人工打磨,直接通过3d打印并清洗即可,制作流程简洁、成本低且安全隐患小。
68.以上是对本发明的较佳实施进行了具体说明,但本发明创造并不限于所述实施例,熟悉本领域的技术人员在不违背本发明精神的前提下还可做作出种种的等同变形或替换,这些等同的变形或替换均包含在本技术权利要求所限定的范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。