1.本发明涉及辅助被安装于抽吸式清洁机的吸入器具的移动的辊子的制造方法。
背景技术:
2.吸入器具被安装于抽吸式的清洁机,清洁机一边让吸入器具在地面上移动一边被使用。为了辅助吸入器具的移动,在吸入器具的下侧面安装有辊子。
3.若辊子的外周面太硬,地面会被辊子损伤,因此,通常会采用橡胶制的辊子。在辊子的外周面仅由橡胶形成的情况下,辊子的外周面的摩擦系数会变得过大。在摩擦系数过大的情况下,辊子不发生侧滑(亦即不允许辊子在辊子的轴向上的滑动)而难以使吸入器具向侧方移动。
4.为了降低辊子的摩擦系数,专利文献1提出了通过将无纺布浸渍橡胶来形成辊子的方案。此情况下,无纺布的树脂纤维露出在辊子的外周面上,基于露出的树脂纤维来降低摩擦系数。
5.微观上,专利文献1的辊子的外周面成为树脂纤维起毛的状态。此情况下,地面上的尘埃容易缠绕树脂纤维。若尘埃缠绕辊子,辊子的滚动会被尘埃阻碍而会失去辅助吸入器具的移动的功能。
6.现有技术文献
7.专利文献
8.专利文献1:日本专利公开公报特开2000-343903号
技术实现要素:
9.本发明目的在于提供一种抑制尘埃缠绕辊子的技术。
10.本发明的辊子的制造方法用于制造辅助被安装于抽吸式清洁机的吸入器具的移动的辊子。所述辊子的制造方法包括:加热步骤,对辊子状的构件的外表面进行加热,所述辊子状的构件具有橡胶制的辊子主体和从该辊子主体的外周面以散布的方式突出的树脂纤维,从而在所述辊子主体的所述外周面形成使从所述辊子主体的所述外周面突出的所述树脂纤维熔融而成的树脂部;以及,固化步骤,使熔融的所述树脂部固化。
11.采用上述的制造方法制造的辊子能够抑制尘埃缠绕辊子。
12.本发明的目的、特征及优点通过以下的详细的说明和附图的图示将变得更为明了。
附图说明
13.图1是安装有具备辊子的吸入器具的抽吸式清洁机的侧视图,所述辊子采用本实施方式所涉及的辊子的制造方法而被制造。
14.图2是图1的吸入器具的俯视图。
15.图3是沿图2的iii-iii线切断后的剖视图。
16.图4是图2所示的吸入器具的底视图。
17.图5是采用本实施方式所涉及的辊子的制造方法制造的辊子的立体图。
18.图6是表示在采用本实施方式所涉及的辊子的制造方法而被制造的辊子中形成在辊子主体的外周面的树脂部与辊子主体内的内侧树脂部相连的状态的图。
19.图7是表示本实施方式所涉及的辊子的制造方法的图。
具体实施方式
20.下面,参照附图详细地说明实施方式,但是,为了使本领域技术人员易于理解,例如有时会省略对已经是公知的事项的详细说明或者对实质上相同的构成的重复说明。此外,所提供的附图及以下的说明是为了让本领域技术人员能够充分理解本发明,并不旨在由此而限定发明内容的范围所记载的主题。
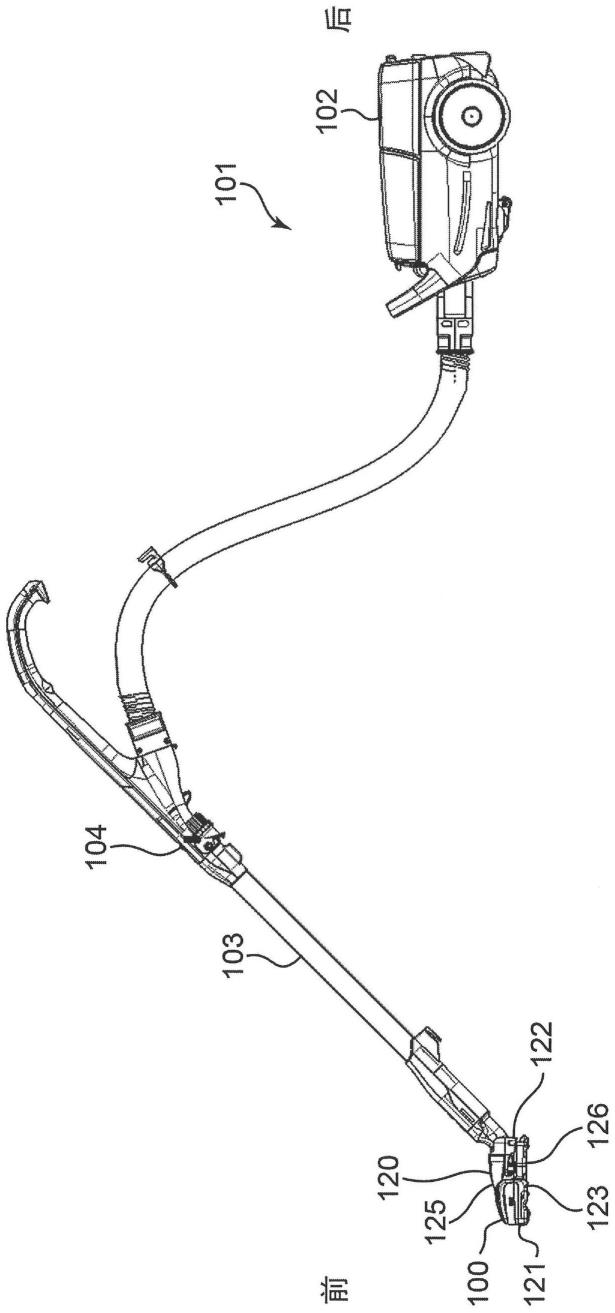
21.图1表示安装了吸入器具100的抽吸式的清洁机101。清洁机101具备:内置抽吸风扇(未图示)及驱动抽吸风扇的马达(未图示)的主体部102;从主体部102延伸设置的软管103。清洁机101还具备被设置在软管103的中间位置的操作部104。吸入器具100被连接于软管103的远端。操作部104通过沿软管103设置的布线而将主体部102与吸入器具100电连接。操作部104被构成为通过接受使用者的操作而生成用于使主体部102及吸入器具100的驱动部分工作或停止的指令信号。
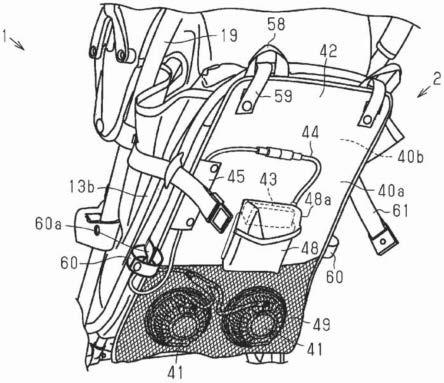
22.如图2至4所示,吸入器具100具备:壳体120,由在左右方向上较长的空心的箱体结构构成;连接口130,被构成为能够将壳体120连接于软管103的远端。在壳体120内配置有2个用于清扫尘埃的清扫辊141、142。在壳体120的下侧面配置有多个辊子151至153。
23.壳体120包含前壁121、后壁122、侧壁123、124、上壁125、下壁126、前盖129、以及分隔壁127。
24.前壁121是在壳体120的前侧竖立设置的部分。后壁122是在前壁121的后方竖立设置的在左右方向上较长的部分。在后壁122的左右方向上的中央位置设置有凹部122a,凹部122a向前方凹陷(参照图2)。
25.侧壁123、124是在壳体120的右侧及左侧竖立设置的部分,并且将前壁121和后壁122相连。上壁125与后壁122的上部及侧壁123、124的上部相连。
26.下壁126形成壳体120的下侧面,如图4所示,在仰视下,其形成为向前方开口的大致c状。详细而言,下壁126具有从侧壁123、124向吸入器具100的宽度方向突出的左右的下壁126a、126a和从后壁122向前方突出的后下壁126b。左右的下壁126a、126a的前后方向的大小与侧壁123、124的前后方向的大小相等。后下壁126b从左侧的下壁126a连接到右侧的下壁126a。在后下壁126b的下侧面设置有由绒毛立起在布面上的起绒布形成的集尘部128。
27.前盖129与前壁121的上部和上壁125的上部及侧壁123、124相连,被构成为可安装于前壁121的上部及上壁125的上部。
28.分隔壁127包含沿前后方向延伸的分隔壁部127a和沿左右方向延伸的分隔壁部127b。分隔壁部127a以从左右的下壁126a、126a的内侧端连接到上壁125的方式而被形成。分隔壁部127b以从后下壁126b的内侧端连接到上壁125的方式而被形成。分隔壁部127b在后下壁126b的左右方向的全长范围连续。分隔壁部127a从分隔壁部127b的左右端延伸设置至左右下壁126a、126a的前端。
29.吸入器具100中形成有吸入尘埃的吸入空间111。吸入空间111由分隔壁127和前盖129划分。吸入空间111向下方开口,吸入空间111的开口部分呈大致矩形形状。吸入空间111让地面上的尘埃与空气一起流入的空间。
30.吸入器具100中还形成有用于收容驱动清扫辊141、142的马达165、167的收容空间112(参照图2至图4)。收容空间112基于分隔壁127而与收容空间112分隔。详细而言,收容空间112由分隔壁127、后壁122、侧壁123、124、上壁125及下壁126划分。
31.在壳体120中形成有穿通分隔壁127和后壁122的凹部122a的流道116(参照图2至图4)。流道116的前侧的开口115形成在分隔壁127的左右方向的中央位置,流道116向吸入空间111开口(参照图4)。流道116从前侧的开口115向后方延伸并且与连接口130相连。流道116被用作让空气及尘埃从吸入空间111流往清洁机101的流动路径。
32.如图2及图4所示,在后下壁126b的左右方向上的中央位置设置有向后方突出的后方支架158。后方支架158与后下壁126b一体形成。后方支架158具有在俯视下向后方开口的大致u字形状。详细而言,后方支架158具有与后下壁126b相邻的基端部158a和从基端部158a的后端中的左右两端部向后方突出的左右的突出部158b、158b。在左右的突出部158b、158b中分别形成有从下侧面向上方凹陷以便收容辊子153、153的收容孔159、159。
33.收容孔159、159也可以上下穿通左右的突出部158b、158b。此外,后方支架158只要从壳体120的下侧面向后方突出,也可以不与后下壁126b一体形成,其形状也不受限定。此外,辊子153的数量也不限定为2个。此外,后方支架158也可以省略。
34.清扫辊141被配置在吸入空间111(参照图4)。清扫辊141具有:锥形筒部161;多个清扫部162,设置于锥形筒部161的外周面。锥形筒部161的基端位于侧壁123附近的收容空间112内,锥形筒部161穿通分隔壁部127a而向侧方(在图4中为右侧)延伸设置。
35.锥形筒部161比左右方向上的吸入空间111的长度的一半短若干程度。锥形筒部161的基端侧的部分基于被配置在侧壁123附近的收容空间112的轴承(未图示)而转动自如被支撑。
36.锥形筒部161具有随着从基端往远端行进而变细的细长的截圆锥形状。锥形筒部161以远端相对于基端而位于前方的方式倾斜。而且,锥形筒部161以远端相对于基端而位于下方的方式倾斜。
37.在锥形筒部161的基端安装有与锥形筒部161一体地转动的带轮(未图示)。在带轮上挂设有带体166(参照图3),该带体166挂设于被配置在收容空间112内的马达165的马达轴165b。由此,清扫辊141基于马达165的驱动而转动。
38.多个清扫部162被构成为清扫地面上的尘埃。多个清扫部162分别是在从锥形筒部161的基端至远端的区间呈螺旋状延伸设置的带状的部分。清扫部162由可弹性变形的材料形成。例如,清扫部162可以利用多根刷毛而被形成,也可以利用带状的弹性体或带状的弹性树脂而被形成,也可以利用带状的布料而被形成。
39.清扫部162在从锥形筒部161的基端至远端的区间以大致相同的突出量而从锥形筒部161的外周面突出。清扫部162的突出量被设定为如下的值:清扫部162通过吸入空间111而突出到壳体120的下侧面的下方,并且与地面接触。
40.清扫部162相对于锥形筒部161的中心轴而非平行。详细而言,清扫部162在相对于锥形筒部161的中心轴而扭转的方向上被延伸设置。即,清扫部162的基端及远端在锥形筒
部161的周向上的位置彼此相异。
41.清扫辊142与清扫辊141左右对称。即,清扫辊142的远端与清扫辊141的远端相向。清扫辊142从清扫辊142的远端朝着侧壁124向侧方延伸设置。清扫辊142的锥形筒部161的基端侧的部分基于被配置在侧壁124附近的收容空间112的轴承(未图示)而转动自如地被支撑。在清扫辊142的锥形筒部161的基端安装有与锥形筒部161一体地转动的带轮(未图示)。挂设在马达167的马达轴167b上的带体168被挂设于带轮。由此,清扫辊142基于马达167的驱动而转动。
42.由于清扫辊141、142比吸入空间111的左右方向的长度的一半短若干程度,因此,在清扫辊141、142的远端之间形成有空隙118(参照图4)。即,空隙118被形成为在清扫辊141、142的延伸设置方向上与清扫辊141、142的远端相邻。清扫辊141、142具有相对于空隙118左右对称的形状。空隙118被用作去除缠绕于清扫辊141、142的长的尘埃(例如毛发)。
43.空隙118位于流道116的开口115的前方(参照图2及图4)。详细而言,空隙118在流道116的开口方向上与开口115并排。空隙118在左右方向上被形成于吸入空间111的大致中央。
44.马达165以马达轴165b与清扫辊141的锥形筒部161的中心轴平行的方式而由被设置在下壁126的上侧面上的马达支撑部176支撑(参照图3)。马达167以马达轴167b与清扫辊142的锥形筒部161的转轴平行的方式而由被设置在下壁126的上侧面上的马达支撑部176支撑(参照图3)。
45.如图4所示,在左右的下壁126a、126a配置有左右的辊子151、151。此外,在后下壁126b配置有减摩擦辊子152。在后方支架158配置有一对后方辊子153、153。此外,如果省略后方支架158,则一对后方辊子153、153也被省略。
46.左右的辊子151、151通过将无纺布浸渍橡胶而被形成。因此,辊子151、151的内部成为树脂纤维被散布的状态,树脂纤维的局部成为在辊子151、151的外侧面上起毛的状态。此外,左右的辊子151、151的材质不受限定。例如,左右的辊子151、151可以由树脂形成。
47.左右的辊子151、151被配置在形成于左右的下壁126a、126a的左右的辊子配置孔156、156。辊子151、151转动自如地被安装于左右的下壁126a、126a。在该状态下,左右的辊子151、151从左右的下壁126a、126a的下侧面向下方突出。
48.一对后方辊子153、153通过将无纺布浸渍橡胶而被形成。因此,后方辊子153、153的内部成为树脂纤维被散布的状态,纤维树脂的局部成为在后方辊子153、153的外侧面上起毛的状态。此外,一对后方辊子153、153的材质不受限定。例如,一对后方辊子153、153可以由树脂形成。
49.一对后方辊子153、153被配置在左右的突出部158b、158b的收容孔159、159。后方辊子153、153转动自如地被安装于左右的突出部158b、158b。在该状态下,一对后方辊子153、153从左右的突出部158b、158b的下侧面向下方突出。
50.如图5及图6所示,减摩擦辊子152具备:橡胶制的辊子主体152a;在辊子主体152a的外侧面上大致均匀地散布的树脂部152b;位于辊子主体152a内的纤维状的内侧树脂部152c。内侧树脂部152c与辊子主体152a的外侧面上的树脂部152b相连。减摩擦辊子152使用辊子状的构件而被制造,树脂纤维被分散在辊子主体152a内且树脂纤维的局部呈在外侧面起毛的状态。
51.辊子主体152a由丁腈橡胶(nbr)形成。此外,形成辊子主体152a的橡胶并不限定于丁腈橡胶(nbr)。
52.树脂部152b由聚酯形成。此外,树脂部152b的材质只要是基于加热而能够熔融且摩擦系数低于形成辊子主体152a的橡胶的材质,并不限定于聚酯。例如,树脂部152b的材质可以是聚丙烯或聚乙烯。
53.减摩擦辊子152的外周面由辊子主体152a的外周面和散布在辊子主体152a的外周面上的树脂部152b形成。因此,在减摩擦辊子152的外周面上微观地形成有凹凸。减摩擦辊子152的外周面的表面粗糙度被设定为不让尘埃嵌入减摩擦辊子152的外周面上的凹凸。详细而言,减摩擦辊子152的外周面以减摩擦辊子152的外周面的表面粗糙度的最大高度sz小于150μm的方式而被形成。此外,最大高度sz意味着减摩擦辊子152的外周面上的最高的点与最低的点的高低差。由于减摩擦辊子152的外周面上的最高的点基于树脂部152b而被形成,因此,最大高度sz也可以意味着树脂部152b的最高的点与辊子主体152a的外周面的最低的点的高低差。
54.树脂部152b不仅散布在辊子主体152a的外周面上而且还散布在辊子主体152a的侧面上。辊子主体152a的侧面上的树脂部152b以减摩擦辊子152的侧面的表面粗糙度的最大高度sz小于150μm的方式而被形成。此外,辊子主体152a的侧面上的树脂部152b可以省略。
55.减摩擦辊子152被配置在形成于后下壁126b的配置孔157。减摩擦辊子152转动自如地被安装于后下壁126b。在该状态下,减摩擦辊子152从后下壁126b的下侧面向下方突出。配置孔157被配置在相比于左右的辊子配置孔156、156而接近流道116的开口115的位置(参照图3及图4)。
56.其次,参照图7,对如上述那样被构成的吸入器具100的减摩擦辊子152的制造方法进行说明。在图7中,省略了树脂部152b的图示。
57.首先,制造辊子状的构件10。辊子状的构件10具有橡胶制的辊子主体152a。树脂纤维从辊子主体152a的外周面及侧面突出,树脂纤维散布在辊子主体152a的外周面及侧面上。树脂纤维的从辊子主体152a的外周面及侧面突出的突出量以作为最终产品的减摩擦辊子152的外周面的表面粗糙度的最大高度sz小于150μm的方式而被设定。
58.辊子状的构件10例如能够通过将形成为环状的聚酯等树脂制的无纺布浸渍于丁腈橡胶(nbr)等树脂而被制造。此情况下,无纺布的树脂纤维的局部能够以在辊子主体152a的外周面及侧面起毛的状态露出。在该状态下,在辊子主体152a的外周面及侧面上突出的树脂纤维与辊子状的构件10的内部的无纺布亦即内侧树脂部152c相连。
59.此外,在不在辊子主体152a的侧面形成树脂部152b的情况下,在辊子状的构件10中,树脂纤维可以不从辊子主体152a的侧面突出。
60.接着,如图7所示,利用燃烧器170以超过250℃的燃烧气体对辊子状的构件10的外表面进行加热。该加热温度高于树脂纤维及辊子主体152a的熔点。因此,辊子主体152a及从辊子主体152a的外周面及侧面突出的树脂纤维熔融。基于散布在辊子主体152a的外周面及侧面上的树脂纤维熔融,熔融的树脂部152b便以散布在辊子主体152a的外周面及侧面的状态而被形成。此时,辊子主体152a的外周面及侧面上的树脂部152b维持着与辊子主体152a的内部的内侧树脂部152c相连的状态。此外,由于辊子主体152a的表面也熔融,因此,辊子
主体152a自身的表面粗糙度被降低。
61.此时,以加热步骤后的减摩擦辊子152的外周面及侧面的表面粗糙度的最大高度sz成为小于150μm的方式,调节从燃烧器170产生的燃烧气体的排出压力。例如,如果来自燃烧器170的燃烧气体的排出压力增高,则熔融的树脂部152b会被燃烧气体以较大的力按压于辊子主体152a的外周面及侧面。其结果,树脂部152b从辊子主体152a的外周面及侧面突出的突出量变小,减摩擦辊子152的外周面及侧面的表面粗糙度的最大高度sz变小。在该状态下,在辊子主体152a的外周面及侧面上熔融的树脂部152b所占据的面积变大。因此,减摩擦辊子152的外侧面上的摩擦系数变小。
62.相反,如果来自燃烧器170的燃烧气体的排出压力减小,则将树脂部152b按压于辊子主体152a的外周面及侧面的力变弱。其结果,树脂部152b从辊子主体152a的外周面及侧面突出的突出量变大,减摩擦辊子152的外周面及侧面的表面粗糙度的最大高度sz变大。在该状态下,在辊子主体152a的外周面及侧面上的树脂部152b所占据的面积变小。因此,减摩擦辊子152的外周面及侧面上的摩擦系数变大。
63.最后,进行使熔融的树脂部152b固化的固化步骤。在固化步骤中,让熔融的树脂部152b自然冷却,由此,树脂部152b从熔融的状态变为固化的状态。其结果,便形成为散布有固化于辊子主体152a的外周面及侧面的树脂部152b。
64.此外,加热辊子状的构件10的外表面的手段只要能够使从辊子状的构件10的辊子主体152a的外侧面突出的树脂纤维熔融,则其并不限定于燃烧器170。此外,加热辊子状的构件10的外表面的温度只要高于树脂纤维的熔点便可,其可根据树脂纤维的种类而被设定。在上述的实施方式中,加热温度被设定为高于树脂纤维及辊子主体152a的熔点的值,但是,其可以被设定为高于树脂纤维的熔点但低于辊子主体152a的熔点的值。
65.在上述的减摩擦辊子152的制造方法中,辊子状的构件10的外表面被加热。辊子状的构件10具有橡胶制的辊子主体152a,树脂纤维从辊子主体152a的外侧面突出。树脂纤维散布在辊子主体152a的外侧面上。在加热辊子状的构件10的外表面的加热步骤中,辊子主体152a的外侧面上的树脂纤维被熔融,此后被固化。其结果,形成散布在辊子状的构件10的外表面上的树脂部152b。树脂部152b从辊子主体152a的外表面突出的突出量小于加热步骤前的树脂纤维从辊子主体152a的外表面突出的突出量。因此,尘埃缠绕辊子主体152a的情况被抑制。即,通过使树脂纤维熔融,来消除因树脂纤维的起毛而引起的捕集尘埃的问题。因此,因尘埃附着于辊子而引起的辊子的滚动不良被抑制。
66.在上述的减摩擦辊子152的制造方法中,减摩擦辊子152的外周面的表面粗糙度的最大高度sz小于150μm。由于该最大高度sz小于毛发的平均粗细(150μm),由此,难以发生毛发嵌入辊子的外周面上的凹凸。
67.在上述的减摩擦辊子152的制造方法中,在加热步骤后,辊子主体152a的外周面上的树脂部152b与辊子主体152a内的内侧树脂部152c相连。因此,树脂部152b难以从辊子主体152a的外周面剥落。
68.在上述的减摩擦辊子152的制造方法中,辊子状的构件10的外表面以超过250℃的温度被加热。该加热温度高于聚酯制的树脂纤维的熔点,树脂纤维在辊子主体152a的外周面及侧面上熔融而成为树脂部152b。此后,若树脂部152b固化,树脂部152b便成为与辊子主体152a的外周面及侧面接合的状态。由于辊子主体152a的外表面成为局部被树脂部152b覆
盖的状态,因此,减摩擦辊子152的摩擦系数变低。
69.在上述的减摩擦辊子152的制造方法中,辊子状的构件10的外表面以高于nbr制的辊子主体152a的温度而被加热。因此,不仅树脂纤维而且辊子主体152a也熔融。因此,呈现在辊子主体152a的表面上的橡胶的表面的粗糙度被降低。
70.在上述的减摩擦辊子152的制造方法中,树脂部152b不仅形成于辊子主体152a的外周面而且还形成于辊子主体152a。因此,尘埃不仅难以附着于辊子主体152a的外周面而且也难以附着于辊子主体152a的侧面。
71.上述的实施方式主要具备以下的构成。
72.本发明的辊子的制造方法用于制造辅助被安装于抽吸式清洁机的吸入器具的移动的辊子。所述辊子的制造方法包括:加热步骤,对辊子状的构件的外表面进行加热,所述辊子状的构件具有橡胶制的辊子主体和从该辊子主体的外周面以散布的方式突出的树脂纤维,从而在所述辊子主体的所述外周面形成使从所述辊子主体的所述外周面突出的所述树脂纤维熔融而成的树脂部;以及,固化步骤,使熔融的所述树脂部固化。
73.根据上述的构成,在加热步骤中,辊子状的构件的外表面被加热。辊子状的构件具有橡胶制的辊子主体和从辊子主体的外周面突出的树脂纤维,并且基于辊子状的构件的外表面被加热,辊子主体的外周面上的树脂纤维熔融,而形成熔融的树脂部。树脂纤维散布在辊子主体的外周面上,因此,熔融的树脂部也成为散布在辊子主体的外周面的状态。由于从辊子主体的外周面突出的树脂部的突出量小于从辊子主体的外周面突出的树脂纤维的突出量,因此,尘埃缠绕辊子主体的情况被抑制。即,通过使树脂纤维熔融来消除因树脂纤维起毛而引起的捕集尘埃的问题。因此,因尘埃附着于辊子而引起的辊子的滚动不良被抑制。
74.上述的构成中,在所述加热步骤中,可以以使所述固化步骤后的所述辊子的外周面的表面粗糙度的最大高度sz小于150μm的方式,对所述辊子主体的所述外周面进行加热。
75.根据上述的构成,固化步骤后的辊子的外周面的表面粗糙度的最大高度sz小于150μm。最大高度sz表示辊子的外周面上的最高的点与最低的点的高低差。由于辊子的外周面上的最高的点由树脂部形成,因此,最大高度sz表示树脂部的最高的点与辊子主体的外周面的最低的点的高低差。由于该最大高度sz小于毛发的平均粗细(150μm),由此,难以发生毛发嵌入辊子的外周面上的凹凸。
76.上述的构成中,所述辊子状的构件可以包含位于所述辊子主体内的纤维状的内侧树脂部。所述树脂纤维可以与所述内侧树脂部相连。在所述加热步骤中,可以在维持所述树脂纤维与所述内侧树脂部相连的状态的情况下,对所述辊子主体的所述外周面进行加热。
77.根据上述的构成,由于辊子主体的外周面上的树脂部与位于辊子主体内的纤维状的内侧树脂部相连的状态被维持,因此,树脂部难以从辊子主体的外周面剥落。
78.上述的构成中,所述树脂纤维可以由聚酯形成。在所述加热步骤中,可以以超过250℃的温度对所述辊子状的构件的所述外表面进行加热。
79.根据上述的构成,被施加于辊子状的构件的外表面的加热温度超过250℃,该温度高于形成树脂纤维的聚酯的熔点。因此,能够使聚酯制的树脂纤维熔融并且在辊子主体的外表面上形成树脂部。由于能够得到让聚酯制的树脂部散布在辊子主体的外表面上的状态,因此,辊子的摩擦系数被降低。
80.上述的构成中,所述辊子主体可以由nbr(丁腈橡胶)形成。
81.根据上述的构成,由于nbr的熔点比超过250℃的加热温度低,因此,辊子主体与树脂纤维一起熔融。因此,呈现在辊子主体的表面的橡胶的表面的粗糙度被降低。
82.上述的构成中,所述辊子状的构件可以具有从所述辊子主体的侧面以散布的方式突出的树脂纤维。在所述加热步骤中,可以以使从所述侧面突出的所述树脂纤维熔融的方式对所述辊子状的构件的所述外表面进行加热,从而在所述辊子主体的侧面上形成熔融的树脂部。在所述固化步骤中,可以使所述辊子主体的所述侧面上的所述树脂部固化。
83.根据上述的构成,能够得到树脂部还散布在辊子主体的侧面上的辊子。此情况下,与仅在辊子主体的外周面形成树脂部的情形相比,能够进一步抑制尘埃缠绕辊子。
84.产业上的可利用性
85.本实施方式的辊子的制造方法适用于被用于清洁作业的装置。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。