1.本实用新型涉及浮法玻璃生产技术领域,具体涉及一种浮法玻璃锡槽锡灰清理装置。
背景技术:
2.锡槽是浮法玻璃工艺生产的三大热工设备之一,是将玻璃液成型为厚度为0.2mm
‑‑
25mm的核心装置。锡槽内盛有浮抛介质—锡液,生产时,玻璃液经流道流入锡槽内,因玻璃液与锡液互不浸润、且锡液的密度是玻璃液密度的5倍左右,因此,玻璃液就漂浮在锡液表面上,并依次进行摊平、抛光、成型的变化,经退火后,最终形成平整度好、透光度高的优质平板玻璃。
3.玻璃液在锡槽内运动时,玻璃液必须漂浮在锡液上,玻璃带下与锡液接触,因此,锡液的纯净度对玻璃质量甚至产量均有很大影响。正常生产时,为了防止锡液氧化,在锡槽中需要通入一定量的保护气体(n2 h2),然而,正常生产时锡槽内虽然有n2 h2气氛的保护,但锡槽内的锡液受污染的途径是不可能消除的。首先玻璃本身给锡液带进了许多co2、h2o、so2、o2以及碱金属化合物等污染物;其次各种操作观察孔洞及锡槽尾部出口处无时不在渗入氧气到锡槽,使金属锡被氧化为氧化锡漂浮在锡液面上,氧化亚锡溶解在锡液里,在出口低温区又进一步氧化为氧化锡,锡化合物与玻璃带本身所带的二氧化硫及氧气络合成锡的硫酸盐,可附着在玻璃带下,形成板下缺陷,同时,也能在玻璃带与锡液之间形成中间载体,导致玻璃带下沾锡,产生锡缺陷。除此以外,玻璃本身带来的碱金属化合物也可附着于玻璃带下,形成板下缺陷,也可以为中间载体,导致玻璃带下沾锡,产生锡缺陷。实际操作者都知道:这些漂浮在锡液表面上的污染物就是锡灰,锡灰的存在是发生沾锡的根本原因,浮法工艺是不可能避免无锡灰产生,通常会采用一些手段对锡灰进行清理,以减少玻璃带下锡缺陷的数量。
4.锡灰清理的传统方法是在锡槽出口边砖上安装一对“t”型直线电机(“t”型直线电机是指直线电机的磁推力方向与玻璃带拉引向平行)用于清理出口锡灰,同时在锡槽出口的两侧设置锡灰池,基本原理是给锡液施加定向推力,将被污染锡液导入两侧锡灰池中,表面锡灰将留在锡灰池中,下部锡液则回流入锡槽内,但这种方法存在许多不足,由于“t”型直线电机的磁推力与玻璃带拉引向平行,其最终结果就是导致锡槽出口的锡灰清理不彻底,尤其是玻璃带下三角区(玻璃带下三角区的形成是由于玻璃带从锡槽出口出来后将进一步运动到过渡辊台的过渡辊上,由于过渡辊的高度比锡槽高,为了引导玻璃带的向上运动,锡槽出口唇砖也会凸出于锡槽底砖,从而使得玻璃带在经过锡槽出口时会在锡槽出口处倾斜向上运动,进而在锡槽出口处形成玻璃带下三角区)锡灰很难被清理,即使增大推力,效果也不明显,还会导致锡液对流加剧,增加锡槽能耗的不足。当前处理锡灰还有另一种方法,是将锡槽出口边砖上的一对“t”型直线电机改为“i”型直线电机(“i”型直线电机是指直线电机的磁推力方向与玻璃带拉引向垂直)用于扒锡灰,该装置的磁推力与玻璃带拉引向垂直,对于清理锡槽出口玻璃带下三角区具有一定的效果,因直线电机的磁推力与玻
璃带拉引向垂直,扒出的锡液流将直接撞击在外部的锡槽出口边砖上,因此,该装置的磁推力不可调至较大,否则撞击的锡液又会反向再次流入玻璃带下三角区内,若磁推力较小,玻璃靠近中心线的锡灰又不易清理出来,另外,磁推力较小,锡灰还会堆积在光边压印位置,也造成沿口三角区锡灰清理不彻底,再者,该装置不易将锡灰导入锡灰池,不方便锡灰的收集和清理。
技术实现要素:
5.针对现有技术存在的上述不足,本实用新型要解决的技术问题是:如何提供一种能够有效对玻璃带下三角区的锡灰进行清理,进而提高玻璃生产质量和产量的浮法玻璃锡槽锡灰清理装置。
6.为了解决上述技术问题,本实用新型采用如下技术方案:
7.一种浮法玻璃锡槽锡灰清理装置,包括:
8.锡槽,所述锡槽上设有锡液回流通道;
9.第一电机,设于所述锡液回流通道内,用于将锡液从所述锡液回流通道的入口引流到所述锡液回流通道的出口;
10.第二电机,设于所述锡槽的出口处,用于将锡槽内的锡液引流到所述锡液回流通道的入口处;
11.移动机构,与所述第二电机连接,用于驱动所述第二电机相对锡液面移动;
12.本实用新型的工作原理是:本方案的清理装置在使用时,玻璃带运动带动含有锡灰的锡液沿锡槽的出口方向移动,并在出口处向两边分流,此时含有锡灰的锡液在第二电机磁推力的作用下将从锡槽内向锡液回流通道入口处移动,当含有锡灰的锡液在第二电机磁推力的作用下移动到锡液回流通道的入口处时,第一电机产生朝向锡液回流通道内部的磁推力,故当含有锡灰的锡液移动到锡液回流通道的入口处时,第一电机对锡灰产生磁推力,使得含有锡灰的锡液在该磁推力的作用下向锡液回流通道的出口处运动,以使得锡灰被收集在锡液回流通道内,而锡液则返回锡槽内。
13.本方案在对锡灰进行清理时,将清理装置设置在锡槽的出口处,也就是靠近玻璃带下三角区的位置,故第二电机的磁推力能够使得玻璃带下三角区位置的含有锡灰的锡液向玻璃带外侧移动。同时本方案使用时,利用移动机构可以调节第二电机与锡液面之间的距离,同时第二电机的磁推力可以设计的较大,从而使得靠近玻璃带中心线位置的锡灰也能够被清理出来,这是因为当第二电机将含有锡灰的锡液清理到锡液回流通道入口处时,第一电机的磁推力将使得在锡液回流通道入口处含有锡灰的锡液向锡液回流通道内移动,故含有锡灰的锡液不会与锡槽边砖进行撞击,因此也就避免了现有技术中采用“i”型直线电机出现的磁推力过大导致锡液反向流回玻璃带下三角区的问题,因此本方案可以有效的将玻璃带下三角区位置的锡灰也清理出来,大大提高锡灰的清理效果。
14.综上,本方案在进行锡灰的清理时,首先利用第二电机产生的磁推力推动玻璃带下沿口三角区浮在锡液面上的锡灰同锡液一起流向锡液回流通道的入口,再在第一电机的作用下将锡灰导入锡液回流通道内。本方案采用双直线电机,且两个直线电机相互借力的方法,实现持续清理锡槽出口锡灰以及玻璃板下三角区锡灰清理的目的,因此本方案能够有效对玻璃带下三角区的锡灰进行清理,进而提高玻璃生产质量和产量。
15.优选的,以玻璃带拉引方向为准,所述第一电机的磁推力方向偏移玻璃带拉引方向的角度为0度至20度,所述第二电机的磁推力方向偏移玻璃带拉引方向的角度为70度至110度。
16.这样,第二电机的磁推力方向偏移玻璃带拉引方向的角度为70度至110度,可以实现将锡液引流到锡槽回流通道入口处的目的,第一电机的磁推力方向偏移玻璃带拉引方向的角度为0度至20度,可以实现将锡液从锡液回流通道的入口引流到出口的目的。
17.优选的,所述移动机构驱动所述第二电机的机头覆盖玻璃带的长度值为w,w为0-1000mm。
18.这样,利用移动机构带动第二电机移动,进而使得第二电机的机头覆盖的玻璃带的长度值变化,以根据清理需要增加或减少覆盖玻璃带的长度,实现不同情况下的清理效果,保证对玻璃带下三角区锡灰的清理效果。
19.优选的,所述移动机构还能够驱动所述第二电机进行升降,所述移动机构调节所述第二电机的机头到所述锡槽内锡液面的高度值为h,h为20-80mm。
20.这样,通过移动机构带动第二电机进行升降,从而调节第二电机的机头到锡槽内锡液面的高度值,在第二电机的电流不变的情况下,当第二电机的机头到锡槽内锡液面的高度值变大时,第二电机的机头对锡液的作用力减小,但是第二电机的机头覆盖面积也会相应增大。同时,第二电机的机头到锡槽内锡液面的高度值h在20-80mm之间变化,以根据需要实现第二电机的机头覆盖面积和对锡液作用力的调节。
21.优选的,所述移动机构包括移动小车和升降机构,所述升降机构设于所述移动小车上,且所述第二电机设于所述升降机构上,以通过所述移动小车的运动调节所述第二电机的机头覆盖玻璃带的长度值w,并通过所述升降机构的运动调节所述第二电机的机头到所述锡槽内锡液面的高度值h。
22.这样,通过移动小车实现带动第二电机水平方向移动的效果,而通过升降机构实现带动第二电机竖向方向移动的效果。
23.优选的,所述锡槽包括锡槽边砖,所述锡槽边砖上靠近所述锡槽的出口处开设有凹槽,所述凹槽的两端连通到所述锡槽内,以形成所述锡液回流通道,所述凹槽上还凹陷形成有锡灰池。
24.这样,锡灰池用于收集锡灰,而锡液则从锡液回流通道的出口处返回锡槽内。
25.优选的,所述锡液回流通道出口到所述锡液回流通道入口的最大距离小于所述锡灰池到所述锡液回流通道入口的最小距离。
26.这样,可以使得锡灰池和锡液回流通道出口完全错开进行设置,使得锡灰在锡灰池内堆积到一定程度时能够直接排出,锡灰不会进一步到达锡液回流通道出口处,由此避免了锡灰重新流入到锡槽内。
27.优选的,所述锡槽边砖上开设有第一边封口和第二边封口,所述第一电机通过所述第一边封口伸入所述锡槽,所述第二电机通过第二边封口伸入所述锡槽。
28.这样,通过设置边封口,能保证第一、第二电机与锡槽连接处的密封效果。
29.优选的,所述锡槽的两侧对称设置有锡液回流通道,每个所述锡液回流通道内均设有所述第一电机,且所述锡槽的出口两侧对称设置有第二电机。这样,通过对称设置锡液回流通道、第一电机和第二电机,能够从两侧同时对锡灰进行处理。
30.优选的,所述第一电机和所述第二电机电流的调节范围均为0-250a。
31.这样,通过对第一电机和第二电机电流的调节,能够更加精确的调整锡液流速,以根据现场实际需要灵活调整,且操作简单。
32.与现有技术相比,本实用新型具有以下优点:
33.1、本方案采用双直线电机法清理锡灰,不仅可以清理玻璃带两侧锡液面上的锡灰,还可以清理玻璃带下三角区的锡灰,并实现持续清理的目的。
34.2、本方案的清理装置可将玻璃带上的沾锡数量在原基础上减少50%,大大提高玻璃带的产量和质量,带来显著的经济效益。
35.3、本方案避免了人为采用其他方法诸如用打包钢带强制清理玻璃板下三角区锡灰的弊端。首先,因强制清理玻璃带下三角区锡灰需打开锡槽边封,不利于锡槽密封和稳定;其次,因没有双直线电机对含有锡灰的锡液的有效引导,锡灰会在玻璃带下的三角区聚集,当聚集到一定程度时,玻璃带沾锡就会逐渐增多,使玻璃带产量降低;最后,因强制清理玻璃带下三角区锡灰,会造成短时玻璃带沾锡剧增,此时,由于沾锡较多,将导致该时间段玻璃带全部报废,严重影响产品的产量,而采用本方案的双直线电机法则能有效避免以上不足。
36.4、本方案中第一电机和第二电机的电流均可在0~250a之间无极调整,从而精确调整锡液流速,能根据现场实际需要灵活调整,且操作简单。
37.5、本方案将第二电机固定在移动小车上,并可通过移动小车上的升降机构灵活调整到锡槽内锡液面h的高度,通过调整移动小车的前进或后退,能灵活调整第二电机的机头住玻璃带的长度w,以根据实际情况通过上述尺寸的调节实现不同的效果。在第二电机的电流不变的情况下,当h增大时,第二电机的机头对锡液的作用力减少,但覆盖面积会增加,当调整移动小车前进时,w增大,第二电机的机头覆盖三角区长度增加,增加对玻璃带下三角区锡灰的清理。
38.6、本方案的双直线电机法能持续有效清理锡灰,大大减少沾锡数量,装置结构简单,操作方便灵活可调,增加锡槽对策处理沾锡手段和工艺调整灵活性。
附图说明
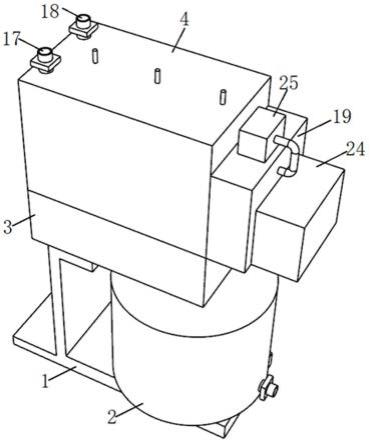
39.图1为采用本实用新型浮法玻璃锡槽锡灰清理装置的浮法玻璃生产的工艺流程图;
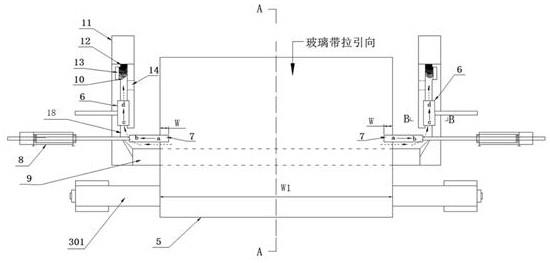
40.图2为本实用新型浮法玻璃锡槽锡灰清理装置设置在锡槽出口处使用时的平面图;
41.图3为图2中a-a的剖视图;
42.图4为图2中b-b的剖视图。
43.附图标记说明:熔窑1、锡槽2、过渡辊台3、过渡辊301、退火窑4、玻璃带5、第一电机6、第二电机7、移动小车8、锡槽出口唇砖9、锡液回流通道10、锡槽边砖11、凹槽1101、锡灰12、锡灰池13、锡液回流通道出口14、三角区15、锡槽底砖16、锡液17、锡液回流通道入口18。
具体实施方式
44.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新
型实施例的附图,对本实用新型实施例的技术方案进行清楚、完整地描述。显然,所描述的实施例是本实用新型的一部分实施例,而不是全部的实施例。基于所描述的本实用新型的实施例,本领域普通技术人员在无需创造性劳动的前提下所获得的所有其他实施例,都属于本实用新型保护的范围。除非另作定义,此处使用的技术术语或者科学术语应当为本实用新型所属领域内具有一般技能的人士所理解的通常意义。
45.本实用新型专利申请说明书以及权利要求书中使用的“第一”、“第二”以及类似的词语并不表示任何顺序、数量或者重要性,而只是用来区分不同的组成部分。同样,除非上下文清楚地指明其它情况,否则单数形式的“一个”“一”或者“该”等类似词语也不表示数量限制,而是表示存在至少一个。“包括”或者“包含”等类似的词语意指出现在“包括”或者“包含”前面的元件或者物件涵盖出现在“包括”或者“包含”后面列举的特征、整体、步骤、操作、元素和/或组件,并不排除一个或多个其它特征、整体、步骤、操作、元素、组件和/或其集合的存在或添加。“上”“下”“左”“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变后,则该相对位置关系也可能相应地改变。
46.如附图1所示为浮法玻璃生产的工艺流程图,在熔窑1中经过融化后的玻璃液进入到锡槽2内,锡槽2内盛放有锡液,玻璃液漂浮在锡液上,并依次进行摊平、抛光、成型的变化形成玻璃带5,成型后的玻璃带5进一步经过渡辊台3的过渡辊301牵引出锡槽2,并送入退火窑4内进行处理。当玻璃带5在锡槽2内成型时,漂浮在锡液17上的锡灰12会粘附在玻璃带5下,从而产生锡缺陷,尤其是在锡槽2出口处的三角区15位置,因此需要一种清理装置对玻璃带5下的锡灰进行清理,以减少锡缺陷的产生。
47.如附图2到附图4所示,本方案的浮法玻璃锡槽锡灰清理装置设于锡槽2的出口处,锡槽2的出口处包括锡槽底砖16、锡槽边砖11和锡槽出口唇砖9,锡槽2的两侧均设有锡液回流通道10,锡液回流通道10朝向锡槽出口唇砖9的一侧设有锡液回流通道入口18;清理装置包括第一电机6、第二电机7和移动机构,第一电机6设于锡液回流通道10内,用于将锡液从锡液回流通道入口18引流到锡液回流通道出口14,且第一电机6的磁推力方向偏移玻璃带5拉引方向的角度为0度至20度,本具体实施方式中为0
°
,与玻璃带5拉引方向平行。第二电机7设于锡槽2的出口处,用于将锡槽2内的锡液引流到锡液回流通道入口18处,第二电机7的磁推力方向偏移玻璃带5拉引方向的角度为70度至110度,本具体实施方式中为90
°
垂直。移动机构与第二电机7连接,用于驱动第二电机7相对锡液面移动。
48.本实用新型的工作原理是:本方案的清理装置在使用时,玻璃带5运动带动含有锡灰12的锡液17沿锡槽2的出口方向移动,在出口处受到锡槽出口唇砖9的影响向两边分流,此时第二电机7将产生与玻璃带5拉引向成70度至110度并朝向玻璃带5外侧的磁推力(如附图2中a向b 的磁推力),含有锡灰12的锡液17在第二电机7磁推力的作用下也将从玻璃带5中部向玻璃带5外侧移动,当含有锡灰12的锡液17在第二电机7磁推力的作用下向玻璃带5外侧移动到锡液回流通道入口18处时,第一电机6产生与玻璃带5拉引向成0度到20度并朝向锡液回流通道10内部的磁推力(如附图2中c向d的磁推力),故当含有锡灰12的锡液17移动到锡液回流通道入口18处时,位于锡液回流通道入口18上方的第一电机6对锡灰12产生磁推力,使得含有锡灰12的锡液17在该磁推力的作用下向锡液回流通道10内部运动,以使得锡灰12被收集在锡液回流通道10内。
49.本方案在对锡灰12进行清理时,将清理装置设置在锡槽2的出口处,也就是靠近玻
璃带5下三角区15的位置,故第二电机7的磁推力能够使得玻璃带5下三角区15位置的含有锡灰12的锡液17向玻璃带5外侧移动。同时本方案使用时,第二电机7的机头伸入锡槽2并覆盖玻璃带5的一定的长度值w,同时第二电机7的磁推力可以设计的较大,从而使得靠近玻璃带5中心线位置的锡灰12也能够被清理出来,这是因为当第二电机7将含有锡灰12的锡液17清理到锡液回流通道入口18处时,第一电机6的磁推力将使得在锡液回流通道入口18处含有锡灰12的锡液17向锡液回流通道10内移动,故含有锡灰12的锡液17不会与锡槽边砖11进行撞击,因此也就避免了现有技术中采用“i”型直线电机出现的磁推力过大导致锡液17反向流回玻璃带5下三角区15的问题,因此本方案可以有效的将玻璃带5下三角区15位置的锡灰12也清理出来,大大提高锡灰12的清理效果。
50.综上,本方案在进行锡灰12的清理时,首先利用第二电机7产生的磁推力推动玻璃带5下沿口三角区15浮在锡液面上的锡灰12同锡液17一起流向锡液回流通道入口18,再在第一电机6的作用下将锡灰12导入锡液回流通道10。本方案采用双直线电机,且两个直线电机相互借力的方法,实现持续清理锡槽出口锡灰12以及玻璃板下三角区15锡灰12清理的目的,因此本方案能够有效对玻璃带5下三角区15的锡灰12进行清理,进而提高玻璃生产质量和产量。
51.在本实施例中,移动机构驱动第二电机7的机头覆盖玻璃带5的长度值为w,w为0-1000mm。
52.这样,利用移动机构带动第二电机7移动,进而使得第二电机7的机头覆盖的玻璃带5的长度值变化,以根据清理需要增加或减少覆盖玻璃带5的长度,实现不同情况下的清理效果,保证对玻璃带5下三角区15锡灰12的清理效果。
53.在本实施例中,移动机构还能够驱动第二电机7进行升降,移动机构调节第二电机7的机头到锡槽2内锡液面的高度值为h,h为20-80mm。
54.这样,通过移动机构带动第二电机7进行升降,从而调节第二电机7的机头到锡槽2内锡液面的高度值,在第二电机7的电流不变的情况下,当第二电机7的机头到锡槽2内锡液面的高度值变大时,第二电机7的机头对锡液17的作用力减小,但是第二电机7的机头覆盖面积也会相应增大。同时,第二电机7的机头到锡槽2内锡液面的高度值h在20-80mm之间变化,以根据需要实现第二电机7的机头覆盖面积和对锡液17作用力的调节。
55.在本实施例中,移动机构包括移动小车8和升降机构,升降机构设于移动小车8上,且第二电机7设于升降机构上,以通过移动小车8的运动调节第二电机7的机头覆盖玻璃带5的长度值w,并通过升降机构的运动调节第二电机7的机头到锡槽2内锡液面的高度值h。升降机构可以采用剪叉式升降机构、伸缩式升降机构、套筒式升降机构、伸缩臂式升降机构或折臂式升降机构等,具体根据实际需要进行选择;移动小车可以采用直线电机等方式进行驱动。
56.这样,通过移动小车8实现带动第二电机7水平方向移动的效果,而通过升降机构实现带动第二电机7竖向方向移动的效果。
57.在本实施例中,锡槽边砖11上靠近锡槽2出口处开设有凹槽1101,凹槽1101的两端连通锡槽2,以形成锡液回流通道10,凹槽1101上还凹陷形成有锡灰池13。第一电机6安装在锡槽边砖11上,且第二电机7的机头伸入锡槽2并完全越过锡液回流通道入口18和第一电机6。
58.这样,锡灰池12用于收集锡灰,而锡液则从锡液回流通道出口14处返回锡槽2内。同时,第二电机7的机头伸入锡槽2并完全越过锡液回流通道入口18和第一电机6,这样可以保证对锡液17流动方向的控制,使得含有锡灰12的锡液17在第二电机7的磁推力作用下能够顺利的运动到锡液回流通道入口18处,并在第一电机6的作用下进入从锡液回流通道入口18处移动到锡液回流通道10内。
59.在本实施例中,锡液回流通道出口14到锡液回流通道入口18的最大距离小于锡灰池13到锡液回流通道入口18的最小距离。具体设计时,锡灰池13距离锡液回流通道10的底部有一定的距离,这是由于锡灰12会漂浮在锡液17上,这样设计可以使漂浮的锡灰12从锡灰池13处排出。
60.这样,锡液回流通道出口14到锡液回流通道入口18的最大距离小于锡灰池13到锡液回流通道入口18的最小距离,这样可以使得锡灰池13和锡液回流通道出口14完全错开进行设置,使得锡灰12在锡液回流通道10内堆积到一定程度时能够直接从锡灰池13处排出,锡灰12不会进一步到达锡液回流通道出口14处,由此避免了锡灰12重新流入到锡槽2内。
61.在本实施例中,锡槽2的两侧对称设置有锡液回流通道10,每个锡液回流通道10内均设有第一电机6,且锡槽2的出口两侧对称设置有第二电机7。这样,通过对称设置锡液回流通道10、第一电机6和第二电机7,能够从两侧同时对锡灰进行处理。
62.在本实施例中,第二电机7的机头与锡槽出口唇砖9平行设置,且第二电机7的机头到锡槽出口唇砖9的距离小于1m。
63.这样,第二电机7的机头与锡槽出口唇砖9平行设置,且第二电机7的机头到锡槽出口唇砖9的距离小于1m,使得当锡液17在锡槽出口唇砖9的作用下向两侧分流时,第二电机7的磁推力能够更加有效的促使锡液17按设定的方向流动,进而起到锡灰12清理效果。
64.在本实施例中,第一电机6和第二电机7电流的调节范围均为0-250a。
65.这样,通过对第一电机6和第二电机7电流的调节,能够更加精确的调整锡液17流速,以根据现场实际需要灵活调整,且操作简单。
66.在本实施例中,锡槽边砖11上开设有第一边封口和第二边封口,第一电机6通过第一边封口伸入锡槽2,第二电机7通过第二边封口伸入锡槽2。
67.这样,通过设置边封口,能保证第一、第二电机7与锡槽2连接处的密封效果。
68.与现有技术相比,本方案采用双直线电机法清理锡灰12,不仅可以清理玻璃带5两侧锡液面上的锡灰12,还可以清理玻璃带5下三角区15的锡灰12,并实现持续清理的目的。本方案的清理装置可将玻璃带5上的沾锡数量在原基础上减少50%,大大提高玻璃带5的产量和质量,带来显著的经济效益。本方案避免了人为采用其他方法诸如用打包钢带强制清理玻璃板下三角区15锡灰12的弊端。首先,因强制清理玻璃带5下三角区15锡灰12需打开锡槽2边封,不利于锡槽2密封和稳定;其次,因没有双直线电机对含有锡灰12的锡液17的有效引导,锡灰12会在玻璃带5下的三角区15聚集,当聚集到一定程度时,玻璃带5沾锡就会逐渐增多,使玻璃带5产量降低;最后,因强制清理玻璃带5下三角区15锡灰12,会造成短时玻璃带5沾锡剧增,此时,由于沾锡较多,将导致该时间段玻璃带5全部报废,严重影响产品的产量,而采用本方案的双直线电机法则能有效避免以上不足。本方案中第一电机6和第二电机7的电流均可在0~250a之间无极调整,从而精确调整锡液17流速,能根据现场实际需要灵活调整,且操作简单。本方案将第二电机7固定在移动小车8上,并可通过移动小车8上的升
降机构灵活调整到锡槽2内锡液面h的高度,通过调整移动小车8的前进或后退,能灵活调整第二电机7的机头盖住玻璃带5的长度w,以根据实际情况通过上述尺寸的调节实现不同的效果。在第二电机7的电流不变的情况下,当h增大时,第二电机7的机头对锡液17的作用力减少,但覆盖面积会增加,当调整移动小车8前进时,w增大,第二电机7的机头覆盖三角区15长度增加,增加对玻璃带5下三角区15锡灰12的清理。本方案的双直线电机法能持续有效清理锡灰12,大大减少沾锡数量,装置结构简单,操作方便灵活可调,增加锡槽2对于处理沾锡手段和工艺调整的灵活性。
69.下面,举例具体说明本方案清理装置的使用。
70.实施例一:
71.将清理装置以锡槽2中心线对称布置在锡槽2两侧,第一电机6安装在带凹槽的锡槽边砖11上,第二电机7安装在锡槽2外的移动小车8上。调整移动小车8上的升降机构,使第二电机7与锡液上表面高度h在20-80mm之间,优选高度在40到70mm之间,更优选的高度在50到60mm之间,实际取值55mm。调整移动小车8前进,使第二电机7的机头盖住玻璃带5的长度为w,w在0到1000mm之间,优选为100mm到800mm,更优选的为150mm到500mm,实际选择为200mm。第二直线电机机头长度500到1200mm,优选为600mm到1100mm,更优选的为700mm到900mm,实际取值800mm。玻璃带5的宽度(w1)为锡槽2内宽的85%
±
5%,取值85%。控制第二电机7电流90a,第一电机6电流150a。按以上方案,连续生产0.70mm电子级玻璃可实现2个月不强制清理玻璃带5下三角区锡灰,且沾锡稳定,沾锡大于0.05mm每小时不超过200个。
72.实施例二:
73.将清理装置以锡槽2中心线对称布置在锡槽2两侧,第一电机6安装在带凹槽的锡槽边砖11上,第二电机7安装在锡槽2外的移动小车8上。调整移动小车8上的升降机构,使第二电机7与锡液上表面高度h在20-80mm之间,取值65mm。调整移动小车8前进,使第二电机7机头盖住玻璃带5的长度为w,且w在0到1000mm,取值1000mm。第二电机7的机头长度500到1200mm,实际取值800mm。玻璃带5的宽度(w1)为锡槽2内宽的85%
±
5%,取值80%。控制第二电机7电流120a,第一电机6电流180a。按以上方案,连续生产0.70mm电子级玻璃可实现2个月不强制清理玻璃带5下三角区锡灰,且沾锡稳定,沾锡大于0.05mm每小时不超过200个。
74.实施例三:
75.将清理装置以锡槽2中心线对称布置在锡槽2两侧,第一电机6安装在带凹槽的锡槽边砖11上,第二电机7安装在锡槽2外的移动小车8上。调整移动小车8上的升降机构,使第二电机7与锡液上表面高度h在20-80mm之间,取值60mm。调整移动小车8前进,使第二电机7机头盖住玻璃带5的长度为w,w在0到1000mm之间,取值50mm。第二电机7的机头长度500到1200mm,实际取值800mm。玻璃带5的宽度(w1)为锡槽2内宽的85%
±
5%,取值85%。控制第二电机7电流120a,第一电机6电流120a。按以上方案,连续生产0.70mm电子级玻璃可实现2个月不强制清理玻璃带5下三角区锡灰,且沾锡稳定,沾锡大于0.05mm每小时不超过200个。
76.最后需要说明的是,以上实施例仅用以说明本实用新型的技术方案而非限制技术方案,本领域的普通技术人员应当理解,那些对本实用新型的技术方案进行修改或者等同替换,而不脱离本技术方案的宗旨和范围,均应涵盖在本实用新型的权利要求范围当中。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。