1.本实用新型涉及一种自动喷涂装置,尤其是涉及一种预焙阳极自动喷涂防氧化涂层的装置,属于自动喷涂技术领域。
背景技术:
2.随着“双碳”目标的提出,电解铝行业在碳排放和综合电耗控制方面出现了严重的挑战,碳排放在电解铝中的主要来源就是预焙阳极消耗过程中产生的,与此同时人们想到了惰性阳极与降低阳极消耗速度的防氧化涂层材料。惰性阳极由于各种原因未实现推广,目前使用最多的就是防氧化涂层,但是防氧化涂层的涂刷以往都是采用人工涂刷,或者是直接用喷涂机喷涂,没有做任何防护装置,不仅浪费涂层材料,而且自动化程度低,喷涂效果差,容易出现气孔与龟裂现象。
技术实现要素:
3.本实用新型所要解决的技术问题是:克服现有技术的不足,提供一种预焙阳极自动喷涂防氧化涂层的装置,当成品阳极通过喷涂区域时,光电开关检测到有阳极通过时,将自动打开喷涂执行装置a的电磁开关,喷涂执行装置a一端连接喷涂液盛放装置、另一端在喷涂机壳内部对准通过的阳极进行喷涂,根据设定的一块阳极所需涂层材料的用量,均匀喷涂在待喷涂的阳极上面,其自动化程度好,喷涂效果好。
4.本实用新型为解决技术问题所采取的技术方案如下:
5.一种预焙阳极自动喷涂防氧化涂层的装置,包括光电开关监测装置、喷涂执行装置a、喷涂机壳b、喷涂液收集装置、喷涂液盛放装置c,所述喷涂执行装置a位于喷涂机壳b的侧部,所述喷涂执行装置a旁边设置有喷涂液盛放装置c,所述喷涂液收集装置设置在所述喷涂机壳b的底部,所述光电开关监测装置是采用光电元件作为检测物体通过的传感器,将被测量到的信号转化为光信号,然后利用电元件进一步将光信号转换为电信号从而传输到所述的喷涂执行装置a;所述喷涂执行装置a包括手柄推动架子、涂层缸、过滤缸、电磁开关、底座支架、喷涂执行装置支撑架、减震装置、泵体、吸入管道、吸入口、过滤装置、开关前输出硬管道、开关后输出硬管道、回转喷嘴、阀门、废液出口和喷涂执行装置移动轮,所述涂层缸和过滤缸之间通过管道连通;所述喷涂机壳b包括机壳支撑脚、机壳箱体、八字形导入扩口和导杆通道,所述机壳箱体左右两边为密封结构,前后两端根据阳极的大小留出长方形的进出口,上方设置所述的导杆通道,下方设置有所述的喷涂液收集装置,当阳极经过时,所述光电开关监测装置的光电开关连接所述的喷涂执行装置a的电磁开关,使得喷涂执行装置开始工作。
6.所述喷涂机壳b采用1.0mm厚的不锈钢钢板焊接而成,所述喷涂机壳由高度为430mm的四个机壳支撑脚来支撑上方的机壳箱体,所述机壳箱体为3000*2000*1570mm的长方体箱体,在所述机壳箱体的宽度方向设置有阳极通道和导杆通道,所述阳极通道的宽度约为1700mm,所述导杆通道的宽度约为144mm,为在阳极成品进入端设置有八字形导入扩
口。
7.在生产过程中,阳极浇筑后需要喷涂一层防氧化涂层,故需要在浇筑工序以后使用本实用新型。本实用新型是将光电开关监测装置、喷涂执行装置a、喷涂机壳等各个部位有效组装在一起,其中光电开关监测装置是采用光电元件作为检测物体通过的传感器,将被测量到的信号转化为光信号,然后利用电元件进一步将光信号转换为电信号从而传输到所述的喷涂执行装置a,当成品阳极通过喷涂区域时,光电开关检测到有阳极通过时,将自动打开喷涂执行装置a的电磁开关,喷涂执行装置a一端连接喷涂液盛放装置、另一端在喷涂机壳内部对准通过的阳极进行喷涂,根据设定的一块阳极所需涂层材料的用量,均匀喷涂在待喷涂的阳极上面,自动化程度好,喷涂效果好。
8.所述喷涂机壳,通过周围焊接形成半封闭状态,可以有效的防止防氧化涂层的到处飞扬,恶化生产环境,并且依照阳极的形状留出的阳极通道不干涉正常生产的效率。
9.所述八字形扩口,由于阳极是被悬链吊在空中运行的,通过八字扩口时逐渐减少阳极在半空中的摇晃,从而在进入机壳时能够稳定通过,防止因晃动影响设备、人员安全和喷涂的均匀性。
10.所述喷涂执行装置a,与喷涂机壳组装在一起,当光电开关检测到阳极通过时,电磁开关打开,吸入管道将涂层液从喷涂液盛放装置c中吸入,并通过回转喷嘴均匀喷涂在阳极表面上。
11.所述喷涂液收集装置设置在所述喷涂机壳b的底部,可以将喷涂在空气中的或未被阳极吸收的喷涂液统一回收,减少浪费,节约资源与成本。
12.所述喷涂液盛放装置c采用聚乙烯材料制成的桶,方便喷涂液的储存与运输,而且具有不易碎、不生锈、质量轻、耐腐蚀的优点。
13.所述过滤器,可以把涂层液中一些未溶化固体或者其他杂质过滤出来,防止堵塞输出硬管道和回转喷嘴。
14.所述电磁开关是控制回转喷嘴前的一个气动电磁开关门,其连接在光电开关处,当光电开关检测到阳极通过时,信号传输给气动电磁开关门,并打开阀门,涂层液体从回转喷嘴中喷出。
15.所述回转喷嘴(市面上有售)是可以自由转动的喷头,并且有一定的摩擦系数,当喷出涂层时,挡片会被突然冲开,达到一定角度时由于弹力将其快速回弹,经过多次就会快速旋转起来,将雾化的涂层均匀的喷涂在阳极上面。
16.本实用新型的工作原理如下:首先在阳极浇筑工艺结束后在悬链轨道上安装一个光电开关监测装置,光电开关监测装置是采用光电元件作为检测物体通过的传感器,将被测量到的信号转化为光信号,然后利用电元件进一步将光信号转换为电信号从而传输到所述的喷涂执行装置a,当成品阳极通过喷涂区域时,光电开关检测到有阳极通过时,将自动打开喷涂执行装置a的电磁开关,电磁开关控制回转喷嘴的工作,将喷涂液盛放装置c里面的液体吸入,经过吸入管道到涂层缸、再到过滤缸,然后经过开关前输出硬管道和开关后输出硬管道,再从回转喷嘴处喷出,将防氧化涂层液均匀的喷射在预焙阳极上。
17.本实用新型的有益效果:
18.1、本实用新型大大提高了涂抹防氧化涂层的工作效率;涂抹均匀度远高于人工涂抹;减少了人力投入,提高了安全系数,有益于工作人员的健康;在工艺流程之内,减少现场
空间的浪费,可保持干净整洁的工作环境。
19.2、本实用新型的喷涂液收集装置设置在喷涂机壳的底部,减少了防氧化涂液的浪费,节约了成本。
20.3、本实用新型喷涂效果好,渗透力强,可以明显增加防氧化涂层与阳极之间的咬合力,减少涂层的气孔、龟裂等问题。
附图说明
21.通过阅读参照以下附图对非限制性实施例所作的详细描述,本实用新型的其它特征、目的和优点将会变得更明显:
22.图1为本实用新型的组装结构示意图;
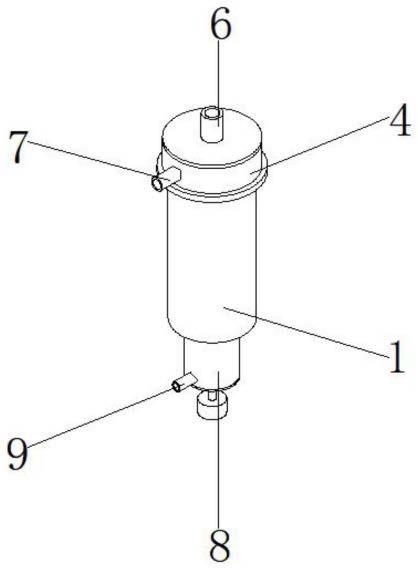
23.图2为本实用新型中喷涂执行装置的结构示意图;
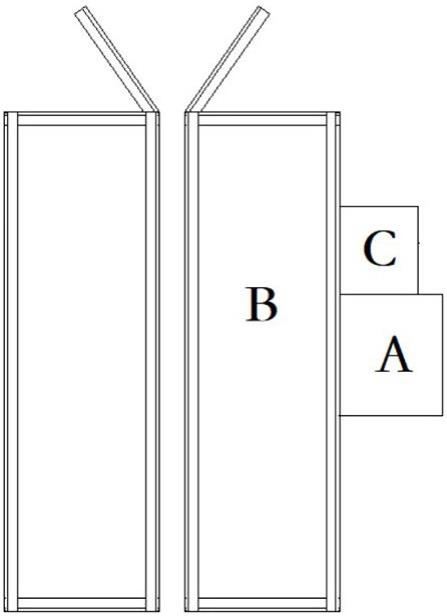
24.图3为本实用新型中喷涂机壳的结构示意图;
25.图4为图3的俯视图;
26.图5为图3的左视图。
27.图中:1
‑‑
推动手柄架子,2
‑‑
涂层缸,3
‑‑
过滤缸,4
‑‑
电磁开关,5
‑‑
底座支架,6
‑‑
喷涂执行装置支撑架,7
‑‑
减震装置,8
‑‑
机壳支撑脚,9
‑‑
机壳箱体,10
‑‑
八字形导入扩口,11
‑‑
导杆通道,12
‑‑
喷涂液收集装置,13
‑‑
泵体,14
‑‑
吸入管道,15
‑‑
吸入口,16
‑‑
过滤装置,17
‑‑
开关前输出硬管道,18
‑‑
开关后输出硬管道,19
‑‑
回转喷嘴,20
‑‑
阀门,21
‑‑
废液出口,22
‑‑
喷涂执行装置移动轮。
具体实施方式
28.为使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施例,进一步阐述本实用新型。
29.请参阅图1-图5,本实用新型提供以下具体实施例:
30.一种预焙阳极自动喷涂防氧化涂层的装置,包括光电开关监测装置、喷涂执行装置a、喷涂机壳b、喷涂液收集装置、喷涂液盛放装置c,喷涂执行装置a位于喷涂机壳b的侧部,喷涂执行装置a旁边设置有喷涂液盛放装置c,喷涂液收集装置设置在喷涂机壳b的底部,光电开关监测装置是采用光电元件作为检测物体通过的传感器,将被测量到的信号转化为光信号,然后利用电元件进一步将光信号转换为电信号从而传输到喷涂执行装置a。
31.喷涂执行装置a包括手柄推动架子1、涂层缸2、过滤缸3、电磁开关4、底座支架5、喷涂执行装置支撑架6、减震装置7、泵体13、吸入管道14、吸入口15、过滤装置16、开关前输出硬管道17、开关后输出硬管道18、回转喷嘴19、阀门20、废液出口21和喷涂执行装置移动轮22,涂层缸2和过滤缸3之间通过管道连通.
32.喷涂机壳b包括机壳支撑脚8、机壳箱体9、八字形导入扩口10和导杆通道11,机壳箱体9左右两边为密封结构,前后两端根据阳极的大小留出长方形的进出口,上方设置导杆通道11,底部设置有喷涂液收集装置12,当阳极经过时,光电开关监测装置的光电开关连接所述的喷涂执行装置a的电磁开关4,使得喷涂执行装置a开始工作。
33.喷涂机壳b采用1.0mm厚的不锈钢钢板焊接而成,喷涂机壳b由高度为430mm的四个机壳支撑脚8来支撑上方的机壳箱体9,机壳箱体9为3000*2000*1570mm的长方体箱体,在机
壳箱体9的宽度方向设置有阳极通道和导杆通道11,阳极通道的宽度约为1700mm,导杆通道的宽度约为144mm,在阳极成品进入端设置有八字形导入扩口10。
34.喷涂机壳b在焊接过程中,先用角钢焊接整体框架,把控好设计尺寸,整体尺寸可根据所采用的阳极大小进一步确定,导杆通道也可以根据电解槽使用阳极轻重确认导杆的粗细大小来设计,阳极和导杆通道必须预留出一定的安全距离,防止悬挂的阳极经过本实用新型装置时撞击到设备,造成安全事故。
35.最后将喷涂机壳b和喷涂执行装置a组合在一起,如图1所示,并且预留出喷涂液盛放装置c的运输通道,为后期更换液体规划好区域通道,减少运输过程中的浪费。
36.喷涂机壳b,通过周围焊接形成半封闭状态,可以有效的防止防氧化涂层的到处飞扬,恶化生产环境,并且依照阳极的形状留出的阳极通道不干涉正常生产的效率。
37.八字形扩口10,由于阳极是被悬链吊在空中运行的,通过八字扩口时逐渐减少阳极在半空中的摇晃,从而在进入机壳时能够稳定通过,防止因晃动影响设备、人员安全和喷涂的均匀性。
38.喷涂执行装置a,与喷涂机壳b组装在一起,当光电开关检测到阳极通过时,电磁开关打开,吸入管道将涂层液从喷涂液盛放装置c中吸入,并通过回转喷嘴均匀喷涂在阳极表面上。
39.喷涂液收集装置设置在喷涂机壳b的底部,可以将喷涂在空气中的或未被阳极吸收的喷涂液统一回收,减少浪费,节约资源与成本。
40.喷涂液盛放装置c采用聚乙烯材料制成的桶,方便喷涂液的储存与运输,而且具有不易碎、不生锈、质量轻、耐腐蚀的优点。
41.过滤装置,可以把涂层液中一些未溶化固体或者其他杂质过滤出来,防止堵塞输出硬管道和回转喷嘴。
42.电磁开关4是控制回转喷嘴前的一个气动电磁开关门,其连接在光电开关处,当光电开关检测到阳极通过时,信号传输给气动电磁开关门,并打开阀门,涂层液体从回转喷嘴中喷出。
43.回转喷嘴19(市面上有售)是可以自由转动的喷头,并且有一定的摩擦系数,当喷出涂层时,挡片会被突然冲开,达到一定角度时由于弹力将其快速回弹,经过多次就会快速旋转起来,将雾化的涂层均匀的喷涂在阳极上面。
44.该实用新型的工作原理如下:首先在阳极浇筑工艺结束后在悬链轨道上安装一个光电开关监测装置,光电开关监测装置是采用光电元件作为检测物体通过的传感器,将被测量到的信号转化为光信号,然后利用电元件进一步将光信号转换为电信号从而传输到所述的喷涂执行装置a,当成品阳极通过喷涂区域时,光电开关检测到有阳极通过时,将自动打开喷涂执行装置a的电磁开关,电磁开关控制回转喷嘴的工作,将喷涂液盛放装置c里面的液体吸入,经过吸入管道到涂层缸、再到过滤缸,然后经过开关前输出硬管道和开关后输出硬管道,再从回转喷嘴处喷出,将防氧化涂层液均匀的喷射在预焙阳极上。
45.该实用新型结合阳极组装生产工艺和电解铝生产需求,将防氧化涂层应用及涂抹工艺添加到阳极组装车间,首先减少电解车间的工作量,利用阳极车间工艺流程高度自动化的基础,增加本实用新型的预焙阳极自动喷涂防氧化涂层的装置,不仅节约了成本、减少人员投入,而且还提高了设备自动化,完美的融入到阳极组装工艺中,也符合绿色低碳的发
展方向。
46.以上显示和描述了本实用新型的基本原理和主要特征和本实用新型的优点,对于本领域技术人员而言,显然本实用新型不限于上述示范性实施例的细节,而且在不背离本实用新型的精神或基本特征的情况下,能够以其他的具体形式实现本实用新型。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本实用新型的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本实用新型内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
47.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。