1.本实用新型涉及冲压模具技术领域,特别涉及一种高精度铝塑膜冲壳模具。
背景技术:
2.在锂离子电池的生产过程中,需先将铝塑膜成型出电池壳体的形状,再将卷芯放入壳体后进行注液,为了提高铝塑膜冲壳的效率,一般采用自动输送铝塑膜的方式,使铝塑膜经过冲壳模具的上模和下模之间,对不断运输的铝塑膜快速地冲压出电池壳体的形状,冲压时,上模的冲压头将铝塑膜向下模中的型腔冲压,铝塑膜被拉伸形成凹坑以匹配电池壳体的形状,然而,在冲压凹坑时,铝塑膜由于中部收缩而使两侧也同时向中部收缩,导致铝塑膜两侧不平整甚至起褶皱,不仅对外观造成不良影响,而且使冲压凹坑在铝塑膜上的精度不够高,对后工序的加工精度也造成不良影响,因此,有必要制作出一种高精度铝塑膜冲壳模具,以解决上述问题点。
技术实现要素:
3.本实用新型的目的是提供一种高精度铝塑膜冲壳模具以解决背景技术中所提及的问题。
4.为了实现上述目的,本实用新型提供如下技术方案:
5.一种高精度铝塑膜冲壳模具,包括冲压上模和冲压下模,冲压下模包括底板、支撑板、下型板、型芯、弹性组件和压板,支撑板设置两组且分别固定在底板的上方前后两侧,下型板的前后两侧固定在两组支撑板上,型芯固定在下型板上,弹性组件下端固定在底板上,压板固定在弹性组件的上端,弹性组件和压板各设置多组且对应在型芯的前后两侧,压板上端面对应在下型板上方且横截面为锯齿状,冲压上模包括顶板、上型板、冲压气缸和冲压头,上型板固定在顶板的下方且下端面与下型板上端面接触,冲压气缸固定在顶板上且动力输出端朝下,冲压头穿设在上型板内且上端固定在冲压气缸的动力输出端,上型板下端面设有对应于压板的锯齿面,锯齿面与压板上端面形状匹配。
6.对本实用新型的进一步描述:弹性组件包括升降板、升降筒和弹簧,底板上设有圆形槽,升降筒下端与圆形槽内壁滑动连接,升降板固定在升降筒的上端,弹簧穿设在升降筒内,弹簧上端与升降板下端顶触,下端对应在圆形槽内且与底板顶触,压板下端固定在升降板上且上端穿设过下型板。
7.对本实用新型的进一步描述:升降板设置两组且对应在型芯的前后两侧,升降筒和弹簧在每组升降板下方各均匀设置五组,压板在每组升降板上方各均匀设置五组。
8.对本实用新型的进一步描述:型芯设置两组,型芯上设有型腔,左侧一组型腔体积大于右侧一组型腔体积,冲压气缸和冲压头各设置两组,两组冲压头的下端面形状分别与两组型腔形状匹配。
9.对本实用新型的进一步描述:冲压上模还包括导柱,冲压下模还包括导套,导套设置四组且固定在下型板的四角,导柱设置四组且固定在上型板的下方四角,导柱穿设在导
套内。
10.本实用新型的有益效果为:条状的铝塑膜通过自动运输设备运输到冲压上模和冲压下模之间,冲压下模先向上运行,使下型板与铝塑膜的下端面接触,此时压板的上端面与铝塑膜前后两侧的边缘接触,然后冲压上模向下运行,上型板中的锯齿面接触压板后使压板在弹性组件的作用下向下运行一段距离,避免损坏铝塑膜,接着,冲压气缸驱动冲压头向下运行,使铝塑膜在型芯中成型特定的形状,由于压板上端面横截面为锯齿状,能够和上型板的锯齿面充分配合,将铝塑膜边缘压紧,其压紧的面积大、摩擦力大,能够确保铝塑膜在冲压的时候,前后两侧不会向中部收缩,使铝塑膜的位置能够更加精确,也使冲压的位置更加精确,不仅提高了铝塑膜冲压后的外观效果,而且也提高了冲压的精度。
附图说明
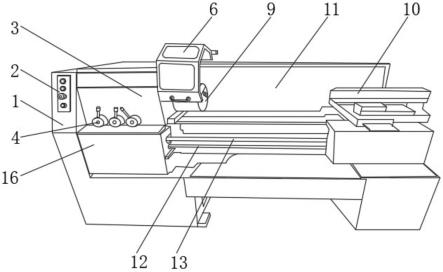
11.图1是本实用新型的整体结构图;
12.图2是本实用新型的剖视图;
13.图3是本实用新型冲压下模的结构图;
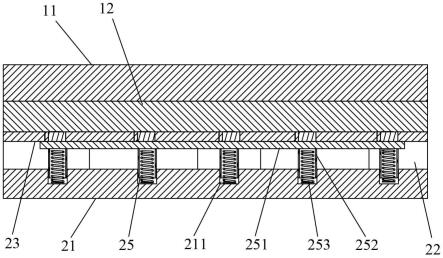
14.图4是图3中a位置的局部放大图;
15.图5是本实用新型冲压上模的结构图;
16.附图标记说明:
17.1、冲压上模;11、顶板;12、上型板;121、锯齿面;13、冲压气缸;14、冲压头;15、导柱;2、冲压下模;21、底板;211、圆形槽;22、支撑板;23、下型板;24、型芯;241、型腔;25、弹性组件;251、升降板;252、升降筒;253、弹簧;26、压板;27、导套。
具体实施方式
18.以下结合附图对本实用新型进行进一步说明:
19.如图1至5所示,一种高精度铝塑膜冲壳模具,包括冲压上模1和冲压下模2,冲压下模2包括底板21、支撑板22、下型板23、型芯24、弹性组件25和压板26,支撑板22设置两组且分别固定在底板21的上方前后两侧,下型板23的前后两侧固定在两组支撑板22上,型芯24固定在下型板23上,弹性组件25下端固定在底板21上,压板26固定在弹性组件25的上端,弹性组件25和压板26各设置多组且对应在型芯24的前后两侧,压板26上端面对应在下型板23上方且横截面为锯齿状,冲压上模1包括顶板11、上型板12、冲压气缸13和冲压头14,上型板12固定在顶板11的下方且下端面与下型板23上端面接触,冲压气缸13固定在顶板11上且动力输出端朝下,冲压头14穿设在上型板12内且上端固定在冲压气缸13的动力输出端,上型板12下端面设有对应于压板26的锯齿面121,锯齿面121与压板26上端面形状匹配。
20.条状的铝塑膜通过自动运输设备运输到冲压上模1和冲压下模2之间,冲压下模2先向上运行,使下型板23与铝塑膜的下端面接触,此时压板26的上端面与铝塑膜前后两侧的边缘接触,然后冲压上模1向下运行,上型板12中的锯齿面121接触压板26后使压板26在弹性组件25的作用下向下运行一段距离,避免损坏铝塑膜,接着,冲压气缸13驱动冲压头14向下运行,使铝塑膜在型芯24中成型特定的形状,由于压板26上端面横截面为锯齿状,能够和上型板12的锯齿面121充分配合,将铝塑膜边缘压紧,其压紧的面积大、摩擦力大,能够确保铝塑膜在冲压的时候,前后两侧不会向中部收缩,使铝塑膜的位置能够更加精确,也使冲
压的位置更加精确,不仅提高了铝塑膜冲压后的外观效果,而且也提高了冲压的精度。冲压完成后,冲压上模1和冲压下模2打开,弹性组件25驱动压板26复位,冲压头14通过冲压气缸13单独驱动,能够确保锯齿面121对铝塑膜压紧后,冲压头14再对铝塑膜进行冲压。
21.所述弹性组件25包括升降板251、升降筒252和弹簧253,底板21上设有圆形槽211,升降筒252下端与圆形槽211内壁滑动连接,升降板251固定在升降筒252的上端,弹簧253穿设在升降筒252内,弹簧253上端与升降板251下端顶触,下端对应在圆形槽211内且与底板21顶触,压板26下端固定在升降板251上且上端穿设过下型板23。
22.在锯齿面121接触压板26后,压板26驱动升降板251和升降筒252下降,弹簧253被压缩,在冲压完成后,弹簧253恢复并驱动升降板251、升降筒252和压板26向上复位。
23.所述升降板251设置两组且对应在型芯24的前后两侧,升降筒252和弹簧253在每组升降板251下方各均匀设置五组,压板26在每组升降板251上方各均匀设置五组,能够使铝塑膜前后两侧被压板26和锯齿面121压紧时,受力更加均匀,进一步防止铝塑膜两侧向内侧收缩。
24.所述型芯24设置两组,型芯24上设有型腔241,左侧一组型腔241体积大于右侧一组型腔241体积,冲压气缸13和冲压头14各设置两组,两组冲压头14的下端面形状分别与两组型腔241形状匹配。
25.能够使铝塑膜的冲压分两个阶段运行,先右侧的冲压头14在铝塑膜上冲压出较小的凹坑,再通过左侧的冲压头14冲压出最终需要的凹坑形状,能够避免一次性冲压使铝塑膜的拉应力过大而损坏铝塑膜。
26.所述冲压上模1还包括导柱15,冲压下模2还包括导套27,导套27设置四组且固定在下型板23的四角,导柱15设置四组且固定在上型板12的下方四角,导柱15穿设在导套27内。
27.通过导柱15和导套27的配合,使冲压上模1和冲压下模2合模时精度更高,避免合模时错位。
28.以上并非对本实用新型的技术范围作任何限制,凡依据本实用新型技术实质对以上的实施例所作的任何修改、等同变化与修饰,均仍属于本实用新型的技术方案的范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。