1.本实用新型涉及焊接设备技术领域,尤其涉及一种用于工艺品焊接的点焊机。
背景技术:
2.点焊机,采用双面双点过流焊接原理,工作时用两个电极加压工件使两层金属在两电极的压力下形成一定接触电阻,而焊接电流从一电极流经另一电极时在两接触电阻点形成瞬间的热熔接,且焊接电流瞬间从另一电极沿两工件流至此电极形成回路。传统点焊机通常采用踏板连接任一电极,再将工件对准电极后,通过人工脚踏踏板来操纵两个电极对工件加压,实现焊接操作。但是,人工操作不仅效率低,而且具有焊接精度低,焊点不均匀等问题。
技术实现要素:
3.为了克服上述现有技术的缺陷,本实用新型所要解决的技术问题是提供了一种能够自动对焊件进行电焊操作的电焊机。
4.为了解决上述技术问题,本实用新型采用的技术方案为:提供了一种用于工艺品焊接的点焊机,包括水平设置的工作台面和在所述工作台面所在区域内沿x轴、y轴、z轴方向移动的移动机构,还包括控制器、测距传感器、电极头以及与所述电极头电连接的电极板;
5.所述电极板设置在所述工作台面的上表面,所述电极头设于所述移动机构中沿z轴方向移动的z轴移动组件上,多个所述测距传感器分别设置在所述电极板的正上方且位于同一水平面上,所述测距传感器的激光投射方向为竖直向下且多个所述测距传感器组成的激光投射范围覆盖所述电极板的上表面,所述控制器分别与多个所述测距传感器和移动机构电连接。
6.进一步的,相邻两个所述测距传感器之间间距小于焊件的焊缝宽度且大于焊件的焊缝宽度的一半。
7.进一步的,还包括图像采集模块,所述控制器包括控制模块和与所述控制模块电连接的图像处理模块,所述图像采集模块设置在所述电极板的正上方且所述图像采集模块与图像处理模块电连接,所述图像采集模块的采集范围覆盖所述电极板的上表面。
8.进一步的,还包括与所述控制器电连接的压力传感器,所述压力传感器的检测端设置在所述工作台面与所述电极板之间。
9.进一步的,所述移动机构还包括沿x轴方向移动的x轴移动组件和沿y轴方向移动的y轴移动组件,两个所述x轴移动组件相互平行且分别设置在所述工作台面两侧,所述y轴移动组件的两端分别与所述x轴移动组件的移动端连接,所述z轴移动组件与所述y轴移动组件的移动端连接。
10.进一步的,还包括至少两个相对设置在所述工作台面边缘的夹钳,所述夹钳的外表面设有绝缘层。
11.本实用新型的有益效果在于:提供了一种用于工艺品焊接的点焊机,将两块层叠放置的焊件放置在电极板进行点焊前,多个测距传感器沿竖直方向向下检测与两块焊件之间的距离数值,控制器获取所有测距传感器的检测结果并分析得到距离数值不同且相邻的两个测距传感器之间的位置,该位置即为两块焊件之间的连接位置,将所有检测距离数值不同且相邻的两个测距传感器之间的位置连线得到一个焊接区域,控制移动组件驱动电极头沿焊接区域所在位置与电极板压合进行点焊操作,从而能够对焊件的焊接位置实现自动识别和自动点焊,提高了焊接效率和焊接精度。
附图说明
12.图1所示为本实用新型一种用于工艺品焊接的点焊机的结构示意图一;
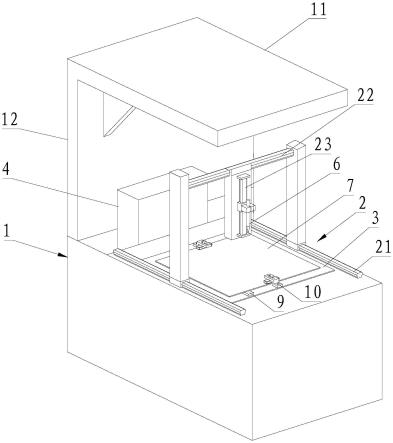
13.图2所示为本实用新型一种用于工艺品焊接的点焊机的结构示意图二;
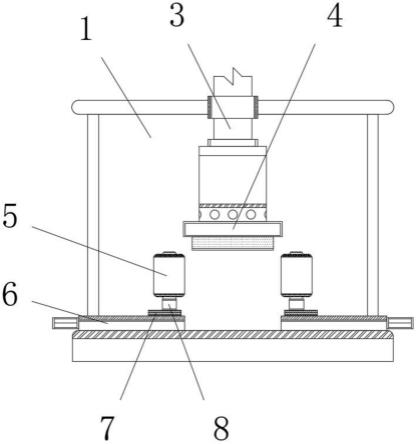
14.图3所示为本实用新型一种用于工艺品焊接的点焊机的正视图;
15.标号说明:
16.1、机台;11、顶板;12、立板;2、移动机构;21、x轴移动组件;22、y轴移动组件;23、z轴移动组件;3、工作台面;4、控制器;5、测距传感器;6、电极头;7、电极板;8、图像采集模块;9、压力传感器;10、夹钳。
具体实施方式
17.为详细说明本实用新型的技术内容、所实现目的及效果,以下结合实施方式并配合附图予以说明。
18.请参照图1至图3所示,本实用新型提供了一种用于工艺品焊接的点焊机,包括水平设置的工作台面和在所述工作台面所在区域内沿x轴、y轴、z轴方向移动的移动机构,还包括控制器、测距传感器、电极头以及与所述电极头电连接的电极板;
19.所述电极板设置在所述工作台面的上表面,所述电极头设于所述移动机构中沿z轴方向移动的z轴移动组件上,多个所述测距传感器分别设置在所述电极板的正上方且位于同一水平面上,所述测距传感器的激光投射方向为竖直向下且多个所述测距传感器组成的激光投射范围覆盖所述电极板的上表面,所述控制器分别与多个所述测距传感器和移动机构电连接。
20.从上述描述可知,本实用新型的有益效果在于:提供了一种用于工艺品焊接的点焊机,将两块层叠放置的焊件放置在电极板进行点焊前,多个测距传感器沿竖直方向向下检测与两块焊件之间的距离数值,控制器获取所有测距传感器的检测结果并分析得到距离数值不同且相邻的两个测距传感器之间的位置,该位置即为两块焊件之间的连接位置,将所有检测距离数值不同且相邻的两个测距传感器之间的位置连线得到一个焊接区域,控制移动组件驱动电极头沿焊接区域所在位置与电极板压合进行点焊操作,从而能够对焊件的焊接位置实现自动识别和自动点焊,提高了焊接效率和焊接精度。
21.进一步的,相邻两个所述测距传感器之间间距小于焊件的焊缝宽度且大于焊件的焊缝宽度的一半。
22.从上述描述可知,相邻两个所述测距传感器之间间距小于焊件的焊缝宽度且大于焊件的焊缝宽度的一半,能够提高焊接精度。
23.进一步的,还包括图像采集模块,所述控制器包括控制模块和与所述控制模块电连接的图像处理模块,所述图像采集模块设置在所述电极板的正上方且所述图像采集模块与图像处理模块电连接,所述图像采集模块的采集范围覆盖所述电极板的上表面。
24.从上述描述可知,图像采集模块能够对电极板上的焊件进行图像识别并通过图像采集模块分析得到焊件的焊接图像,将焊接图像上的焊接区域与测距传感器检测分析得到的焊接区域进行比对,当两者的吻合度大于85%以上,则表示得到焊接区域的精度较高,符合点焊要求,从而通过上述方式对焊接位置进行校准,提高焊接精度。
25.进一步的,还包括与所述控制器电连接的压力传感器,所述压力传感器的检测端设置在所述工作台面与所述电极板之间。
26.从上述描述可知,压力传感器用于识别电极板上是否有焊件,当检测到电极板上有焊接时则通过控制器驱动测距传感器对电极板上的焊件进行检测。
27.进一步的,所述移动机构还包括沿x轴方向移动的x轴移动组件和沿y轴方向移动的y轴移动组件,两个所述x轴移动组件相互平行且分别设置在所述工作台面两侧,所述y轴移动组件的两端分别与所述x轴移动组件的移动端连接,所述z轴移动组件与所述y轴移动组件的移动端连接。
28.从上述描述可知,电极头能够在进行焊接操作时通过移动组件实现在电极板所在区域的x轴方向、y轴方向和z轴方向上移动,并在未进行焊接操作时退出电极板所在区域,避免对测距传感器的检测过程造成干扰。
29.进一步的,还包括至少两个相对设置在所述工作台面边缘的夹钳,所述夹钳的外表面设有绝缘层。
30.从上述描述可知,至少两个夹钳能够对焊接两端进行夹持,避免焊件振动,保证焊件焊接过程的稳定性。
31.应用场景:
32.本实用新型提供的一种用于工艺品焊接的点焊机主要应用在铁质工艺品加工生产线中。
33.请参照图1至图3所示,本实用新型的实施例一为:提供了一种用于工艺品焊接的点焊机,包括机台1、设置在机台上的移动机构2、工作台面3、控制器4、测距传感器5、电极头6、电极板7、图像采集模块8和压力传感器9。所述工作台面呈矩形,且所述工作台面水平设置在所述机台的上表面,所述机台位于所述工作台面的正上方设有顶板11,所述顶板通过立板12与所述机台的上表面连接。所述电极板呈矩形,且所述电极板的设置在所述工作台面的上表面的中心位置,所述电极板的面积小于等于工作台面的面积。多个所述测距传感器分别均匀设置在所述立板的下表面上,且多个所述测距传感器呈矩阵分布,任意相邻两个所述测距传感器之间的间距相等。所述测距传感器为激光测距传感器,优选的,激光测距传感器的型号为tzjgs-30a。所述测距传感器的激光投射方向为竖直向下且多个所述测距传感器组成的激光投射范围覆盖所述电极板的上表面。
34.本实施例中,移动机构包括沿x轴方向移动的x轴移动组件21、沿y轴方向移动的y轴移动组件22和沿z轴方向移动的z轴移动组件23。具体的,所述y轴移动组件为现有的直线导轨结构,且所述y轴移动组件包括两个相对设置的滑轨、与所述滑轨滑动连接的滑块、设置在两个所述滑轨之间并与所述滑块连接的滚珠丝杆和与所述滚珠丝杆驱动连接的伺服
电机,所述x轴移动组件和z轴移动组件的结构与所述y轴移动组件的结构相同,此处不再赘述。两个所述x轴移动组件相互平行且分别设置在所述工作台面两侧,所述y轴移动组件的两端分别与两个所述x轴移动组件上的滑块连接,所述z轴移动组件与所述y轴移动组件上的滑块连接,所述电极头与所述z轴移动组件上的滑块连接。
35.本实施例中,所述电极头与所述电极板电连接,所述控制器分别与多个所述测距传感器和移动机构电连接。将两块层叠放置的焊件放置在电极板进行点焊前,控制器触发多个测距传感器沿竖直方向向下检测与两块焊件之间的距离数值,控制器获取所有测距传感器的检测结果并分析得到距离数值不同且相邻的两个测距传感器之间的位置,该位置即为两块焊件之间的连接位置,将所有检测距离数值不同且相邻的两个测距传感器之间的位置连线得到一个焊接区域,控制器促使移动组件驱动电极头沿焊接区域所在位置与电极板压合进行点焊操作,从而能够对焊件的焊接位置实现自动识别和自动点焊,提高了焊接效率。
36.本实施例中,所述控制器包括控制模块和与所述控制模块电连接的图像处理模块,所述图像采集模块设置在所述顶部的下表面且除测距传感器所在位置上。所述图像采集模块为cdc工业摄像头,图像采集模块的型号为vp-ccn-013d15cdc。图像采集模块的采集范围覆盖所述电极板的上表面。所述图像采集模块与图像处理模块电连接,图像采集模块能够对电极板上的焊件进行图像识别并通过图像采集模块分析得到焊件的焊接图像,将焊接图像上的焊接区域与测距传感器检测分析得到的焊接区域进行比对,当两者的吻合度大于85%以上,则表示得到焊接区域的精度较高,符合点焊要求,从而通过上述方式对焊接位置进行校准,提高焊接精度。
37.本实施例中,相邻两个所述测距传感器之间间距小于焊件的焊缝宽度且大于焊件的焊缝宽度的一半,这样能够提高测距传感器所识别的焊接区域的精度。
38.本实施例中,所述压力传感器的型号为bp801,所述压力传感器的检测端设置在所述工作台面与所述电极板之间,所述压力传感器与所述控制器的控制模块电连接。压力传感器用于识别电极板上是否有焊件,当检测到电极板上有焊接时则通过控制器开启测距传感器对电极板上的焊件进行检测。
39.本实施例中,所述工作台面上还设有四个两两相对设置的夹钳10,所述夹钳设置在所述工作台面边缘,通过夹钳能够对焊接的端部进行固定,使得焊件固定在电极板上。所述夹钳的外表面设有绝缘层,即所述夹钳的外表面包覆有绝缘橡胶层。
40.本实施例中,所述工作台面上设有坐标系,多个测距传感器均设有与所述坐标系对应的坐标。。
41.本实施例中,所述电极板与电极头均为氧化铝铜。
42.工作原理:
43.1、将两块需要焊接的焊件放置在电极板的上表面,并尽量将两块焊件的焊接区域摆放到电极板的中心位置后用夹钳固定焊件。两块焊件的焊接区域为两块焊件之间层叠的部分,当压力传感器感应到作用在电极板上的压力时,控制器接收到压力信息后触发多个测距传感器开启,多个测距传感器向下发射激光信号并接收激光反射信号,得到测距传感器与两块焊件之间的距离,控制器对测距传感器检测到的距离数值进行分析得到以下结果:
44.因为其中一块焊件层叠在另一块焊件的上方,所以测距传感器检测到与其中一块焊件之间的距离数值为x,测距传感器检测到与另一块焊件之间的距离数值为y,且x《y;提取检测的距离数值不同且相邻的两个测距传感器之间的位置坐标,距离数值不同且相邻的两个测距传感器之间的位置即为两块焊件之间的焊接位置,将所有检测距离数值不同且相邻的两个测距传感器之间的位置连线得到一个焊接区域,控制器控制移动组件驱动电极头沿焊接区域所在位置与电极板进行压合,电极头与电极板压合时焊接电流导通,从而能够对两块焊件的连接位置进行点焊操作。
45.综上所述,本实用新型提供的一种用于工艺品焊接的点焊机,将两块层叠放置的焊件放置在电极板进行点焊前,多个测距传感器沿竖直方向向下检测与两块焊件之间的距离数值,控制器获取所有测距传感器的检测结果并分析得到距离数值不同且相邻的两个测距传感器之间的位置,该位置即为两块焊件之间的连接位置,将所有检测距离数值不同且相邻的两个测距传感器之间的位置连线得到一个焊接区域,控制移动组件驱动电极头沿焊接区域所在位置与电极板压合进行点焊操作,从而能够对焊件的焊接位置实现自动识别和自动点焊,提高了焊接效率和焊接精度。
46.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等同变换,或直接或间接运用在相关的技术领域,均同理包括在本实用新型的专利保护范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。