1.本发明涉及一种逆流式全热交换器制造方法,尤其涉及一种利用树脂版形成用于供应外部气体并排出内部气体的流路且易于大批量生产的逆流式全热交换器的制造方法。
背景技术:
2.通常来讲,对于从住宅到大厦、百货商店、剧场、店铺、学校乃至于医院的建筑结构体来讲,换气属于重要的组成部分。但是,在进行换气时,会因为利用制冷设备或采暖设备冷却或加热的室内空气被排出到外部而使得室内变冷或变热,从而导致室内制冷制热效果降低的问题。为了改善如上所述的问题,开发出了配备有全热交换器的换气装置。
3.现有的全热交换器分为横流式(cross flow)、平流式(parallel flow)以及逆流式(counter flow),其中因为逆流式全热交换器的热交换效率最高,因此其适用范围最为广泛。
4.图1是对现有的逆流式全热交换器30的构成进行图示的立体图。在如图所示的现有的逆流式全热交换器30中,交替层叠有用于将室外空气a供应到室内的外部气体供应部31以及用于将室内空气b排出到室外的内部气体排出部33,而且在两者之间介有全热膜纸35。
5.图2中的(a)以及(b)是分别对逆流式全热交换器30的外部气体供应部31以及内部气体排出部33进行分离图示的立体图。如图所示,外部气体供应部31以及内部气体排出部33分别以形成有可供气体移动的流路的瓦楞纸形态形成。此时,各个外部气体供应部31以与外部气体流入管31a和外部气体导向管31b以及外部气体流出管31c连通的方式形成,而各个内部气体排出部33以与内部气体流入管33a和内部气体导向管33b以及内部气体流出管33c连通的方式形成。
6.其中,内部气体导向管33b与外部气体导向管31b并排形成,而内部气体流入管33a以及内部气体流出管33c沿着与外部气体流入管31a以及外部气体流出管31c逆向的方向倾斜形成。
7.借此,室外空气a的供应方向以及室内空气b的排气方向将彼此逆向构成,从而在此过程中实现全热交换。
8.但是,现有的逆流式全热交换器30的外部气体供应部以及内部气体排出部是利用树脂形成,只有全热膜纸是利用纸制作。
9.在如上所述的全热膜纸与外部气体供应部以及内部气体排出部的材质不同的情况下,具有无法顺利完成水分交换的问题。
10.韩国的冬季与夏季的湿度差异较大,因此其湿度负载也较高。在如上所述的环境下,如何在全热交换器中顺利地完成水分交换显得尤为重要。但是,因为从结构上来讲逆流式全热交换器是利用不同的材质制造,因此在室内空气以及室外空气移动的流路上,需要由固体面对湿气进行吸收之后再将湿气传递到另一侧。此时,在材质互不相同的情况下将无法顺利地传递湿气。
11.为了解决如上所述的问题,在韩国授权专利第10-0911776号“全热交换器以及全热交换器的制造方法”中提出一种通过卷对卷(roll to roll)方式将全热膜纸和外部气体供应部以及吸气导向部全部用纸形成的制造方法。
12.但是,所述现有技术如图3所示,是通过将纸50插入到沿着彼此逆向的方向形成有凹凸的一对滚筒40、40a之间而在纸50上形成峰与谷重复的流路51。
13.但是,虽然从理论上来讲可以通过如上所述的方式在纸50上形成流路51,但是从实际上来讲因为纸是一种几乎没有变形量的材料,因此难以维持峰与谷的形状,从而无法实际进行加工。
14.即,为了利用纸50形成所希望的流路51,要求纸50的厚度足够厚,但是在如上所述的情况下会导致热交换性能下降的问题,而在纸50的厚度较薄时,又会导致撕裂或难以维持加工形状的问题。
技术实现要素:
15.所要解决的技术问题
16.本发明的目的在于解决如上所述的问题而提供一种可以直接利用现有的卷对卷装置制造出逆流式全热交换器的逆流式全热交换器制造方法。
17.本发明的另一目的在于提供一种可以将与内衬接触的空气移动流路同样用纸形成而在提升热传递效率的同时顺利地完成水分传递的逆流式全热交换器制造方法。
18.本发明的又一目的在于提供一种可以在不使用复杂的制造装置的情况下方便地制造出逆流式全热交换器的逆流式全热交换器制造方法。
19.技术方案
20.如上所述的本发明的目的可以通过逆流式全热交换器制造方法达成。本发明的逆流式全热交换器制造方法包括如下步骤:通过将第一宽度的第一纸插入到在表面形成有凸起的一对滚筒210、210a之间而成型为在单一侧面上形成有流路111c、121c的中空板t;在大于所述第一宽度的第二宽度的第二纸的中间区域粘贴所述中空板t;将粘贴有所述中空板t的所述第二纸裁切成与导向瓦楞纸111、121对应的长度;以及将所述第二纸裁切成向所述所裁切的导向瓦楞纸111、121的两侧形成有三角形形状的树脂管结合面133的内衬130。
21.此外,还包括:将在内部并排形成有多个空气移动通道的树脂板300裁切成与所述树脂管结合面133的形状对应的多个树脂管115、117、125、127的步骤;将所述所裁切出的一对树脂管115、117、125、127以所述空气移动通道340与所述流路111c、121c连通的方式粘贴到所述内衬130的两侧树脂管结合面133上的步骤;以及,将在上侧面结合有所述导向瓦楞纸111、121以及一对树脂管115、117、125、127的多个内衬130沿着高度方向进行粘贴的步骤;为宜。
22.发明效果
23.本发明的逆流式全热交换器制造方法,可以将一般的纸利用现有的卷对卷装置制造成外部气体导向瓦楞纸和内部气体导向瓦楞纸以及内衬。
24.此外,可以通过将市售的树脂板裁切加工成树脂管并将其粘贴到内衬中而方便地制造出外部气体供应部以及内部气体排出部。此外,可以通过将按照如上所述的方式制造出的外部气体供应部以及内部气体排出部彼此交替层叠的方式进行制造。
25.借此,不需要单独的特殊装置而只利用现有的卷对卷装置和裁切设备以及粘贴设备就可以完成逆流式全热交换器的制造,从而节省制造成本。
26.此外,因为按照如上所述的方式制造出的逆流式全热交换器的内衬和外部气体导向瓦楞纸以及内部气体导向瓦楞纸是利用相同的纸形成,因此还具有热传递效率以及水分传递效率高的优点。
附图说明
27.图1是对现有的逆流式全热交换器的构成进行图示的立体图。
28.图2是分别对现有的逆流式全热交换器的外部气体供应部以及内部气体排出部的构成进行图示的例示图。
29.图3是对现有的逆流式全热交换器的制造工程进行图示的例示图。
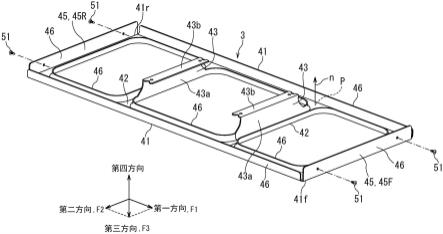
30.图4是对本发明的逆流式全热交换器的构成进行图示的立体图。
31.图5是对本发明的逆流式全热交换器的外部气体供应部的构成进行图示的立体图。
32.图6是对本发明的逆流式全热交换器的内部气体排出部的构成进行图示的立体图。
33.图7是对本发明的逆流式全热交换器的截面构成进行图示的截面图。
34.图8至图13是对本发明的逆流式全热交换器制造过程进行图示的例示图。
35.附图标记:
36.100:逆流式全热交换器
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
110:外部气体供应部
37.111:外部气体导向瓦楞纸
ꢀꢀꢀꢀꢀꢀꢀꢀ
111a:峰
38.111b:谷
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
111c:外部气体导向流路
39.113:外部气体侧壁
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
115:外部气体流入树脂管
40.115a:底板115b:上板
41.115c:分隔壁
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
115d:外部气体流入通道
42.115e:外部气体流入孔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
117:外部气体流出树脂管
43.120:内部气体排出部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
121:内部气体导向瓦楞纸
44.123:内部气体侧壁
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
125:内部气体流入树脂管
45.125e:内部气体流入孔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
127:内部气体流出树脂管
46.127e:内部气体流出孔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
130:内衬
47.131:瓦楞纸结合面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
133:树脂管结合面
48.210:第一滚筒
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
210a:第二滚筒
49.220:第二纸供应滚筒
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
300:树脂板
50.310:上侧面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
320:下侧面
51.330:垂直壁
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
340:空气移动通道
52.a:室外空气
53.b:室内空气
54.e:粘接剂
55.h:热量
56.p1:第一纸
57.p2:第二纸
58.t:中空板
具体实施方式
59.接下来,将参阅本发明的较佳实施例以及附图对本发明进行详细的说明,其中附图中的相同的参考编号代表相同的构成要素。
60.在发明的详细说明或权利要求书中,当记载为某个构成要素“包括”其他构成要素时,除非另有明确的相反记载,否则并不应该限定于只由对应的构成要素构成,而是应该理解为还可以包括其他构成要素。
61.图4是对通过本发明的逆流式全热交换器制造方法制造出的逆流式全热交换器100的构成进行图示的立体图。在通过本发明的逆流式全热交换器制造方法制造出来的逆流式全热交换器100中,多个外部气体供应部110以及多个内部气体排出部120沿着高度方向彼此交替配置,而且在相邻的外部气体供应部110与内部气体排出部120之间配置有用于传递热量以及水分的内衬130。
62.本发明的逆流式全热交换器100在整体上以截面为六边形的柱状形态形成。逆流式全热交换器100在以逆流方式对室内空气b以及室外空气a进行移动的过程中进行热交换,因此其热交换效率较高。
63.此外,因为外部气体供应部110和内部气体排出部120以及内衬的彼此接触的区域是利用纸形成,因此可以提升热交换以及水分传递效率,而且因为在两侧粘贴利用树脂形成的树脂管,因此具有制造简单且价格低廉的优点。
64.图5以及图6是分别对外部气体供应部110以及内部气体排出部120的构成进行图示的立体图。如图5所示,外部气体供应部110包括:外部气体导向瓦楞纸111,利用纸质材质形成,用于对室外空气a进行导向;外部气体侧壁113,垂直结合到外部气体导向瓦楞纸111的两侧,用于防止在室外空气a移动时泄漏到外部;外部气体流入树脂管115,利用树脂材质形成,连通结合到外部气体导向瓦楞纸111的一侧,可供室外空气a流入;以及,外部气体流出树脂管117,利用树脂材质形成,连通结合到外部气体导向瓦楞纸111的另一侧,用于将室外空气a流出到内部。
65.外部气体导向瓦楞纸111如图5上部的放大截面图所示,重复形成有峰111a以及谷111b。在外部气体导向瓦楞纸111的峰111a与谷111b之间水平形成有多个可供室外空气a移动的外部气体导向流路111c。
66.外部气体侧壁113垂直结合到外部气体导向瓦楞纸111的两侧。外部气体侧壁113如图4以及图7中的(b)所示,在多个外部气体供应部110以及内部气体排出部120上下层叠时,在没有形成外部气体流入孔115e以及外部气体流出孔117e的四边的边缘区域沿着垂直方向配备,因此可以防止通过外部气体导向流路111c移动的室外空气a泄漏到外部。
67.外部气体侧壁113以与内衬130垂直的方式粘贴配备于外部气体导向瓦楞纸111的外侧。
68.外部气体导向瓦楞纸111如图8所示,是在第一纸p1在一对滚筒210、210a之间移动的过程中借助于卷对卷工艺在表面成型形成峰b以及谷a。因此,难以对垂直形成的外部气
体侧壁113一体成型。
69.因此,外部气体侧壁113是通过粘贴垂直于外部气体导向瓦楞纸111的两侧形成的纸的方式结合。外部气体侧壁113的高度与峰b以及谷a的高度对应,是通过利用粘接剂将相同厚度的纸粘贴到内衬130的上侧面的方式形成。
70.外部气体流入树脂管115以及外部气体流出树脂管117分别结合到外部气体导向瓦楞纸111的两侧。外部气体流入树脂管115以及外部气体流出树脂管117以直角三角形的形态形成,并以各自的一个边与外部气体导向瓦楞纸111接触的方式进行配置。
71.外部气体流入树脂管115利用树脂材质形成。外部气体流入树脂管115是通过将合成树脂材质的树脂板300(参阅图11)以一侧连通而另一侧封闭的方式进行裁切而形成。外部气体流入树脂管115如图5上部的放大截面图所示,包括:底板115a以及上板115b,平行形成;以及,多个分隔壁115c,在底板115a与上板115b之间相距规定间隔沿着垂直方向形成。
72.外部气体流入树脂管115借助于多个分隔壁115c在底板115a与上板115b之间形成多个外部气体流入通道115d。
73.其中,三角形形态的外部气体流入树脂管115的一个边以与外部气体导向瓦楞纸111接触的方式配置,而在另一个边上形成有可供室外气体a流入到外部气体流入通道115d的外部气体流入孔115e。剩余的一个边以被分隔壁115c封闭的方式配备。
74.此时,多个外部气体流入通道115d在水平形成的外部气体导向瓦楞纸111的一侧折曲规定角度形成。
75.外部气体流出树脂管117以与外部气体流入树脂管115相比除了外部气体流出通道的倾斜角度之外的剩余构成全部相同的方式形成。在外部气体流出通道的端部形成有外部气体流出孔117e。
76.室外空气a在流入到外部气体流入树脂管115的外部气体流入孔115e之后再流入到外部气体流入通道115d,并在沿着外部气体导向瓦楞纸111的外部气体导向流路111c水平移动规定距离之后,通过外部气体流出树脂管117的外部气体流出孔117e供应到室内。
77.内部气体排出部120被交替配置在外部气体供应部110的上下侧,用于将室内空气b排出到室外。内部气体排出部120,包括:内部气体导向瓦楞纸121;内部气体侧壁123,以垂直于内部气体导向瓦楞纸121的两侧的方式配备;内部气体流入树脂管125,用于将室内空气b流入到内部气体导向瓦楞纸121;以及,内部气体流出树脂管127,用于将内部气体导向瓦楞纸121的室内空气b排出到外部。
78.内部气体排出部120的构成与外部气体供应部110的构成相同,但是内部气体流入树脂管125以及内部气体流出树脂管127的倾斜角度沿着与配置在上部的外部气体流出树脂管117以及外部气体流入树脂管115逆向的方向形成。
79.室内空气b在流入到内部气体流入树脂管125的内部气体流入孔125e之后再沿着内部气体导向瓦楞纸121移动,接下来排出到内部气体流出树脂管127。
80.其中,本发明的内部气体排出部120以及外部气体供应部110如图4所示,以可使室内空气b以及室外空气a在内部气体导向瓦楞纸121以及外部气体导向瓦楞纸111中充分接触并进行热交换的足够的长度形成。
81.内衬130被配置在上下交替配置的多个外部气体供应部110与内部气体排出部120之间,从而可以在两者之间对热量以及水分进行传递。本发明的内衬130利用与外部气体导
向瓦楞纸111以及内部气体导向瓦楞纸121相同的纸形成。借此,可以提升热传递效率以及水分传递效率。
82.即,如图7中的(a)所示,内衬130被配置在外部气体导向瓦楞纸111与内部气体导向瓦楞纸121之间,从而起到从内部气体导向瓦楞纸121接收热量并供应到外部气体导向瓦楞纸111的作用。此外,内衬130可以对沿着外部气体导向瓦楞纸111以及内部气体导向瓦楞纸121移动的水分彼此进行传递。
83.内衬130如图13所示,包括:瓦楞纸结合面131,裁切成六边形形态,在中央部分可供外部气体导向瓦楞纸111或内部气体导向瓦楞纸121结合;以及,树脂管结合面133,在瓦楞纸结合面131的两侧以三角形形态形成,可供流入树脂管115、125以及流出树脂管117、127结合。
84.图8至图13是对本发明的逆流式全热交换器100的制造过程进行概要性图示的例示图。
85.本发明的逆流式全热交换器100利用纸制造出外部气体导向瓦楞纸111和内部气体导向瓦楞纸121以及内衬130,并利用树脂版300分别制造出外部气体流入树脂管115、外部气体流出树脂管117、内部气体流入树脂管125以及内部气体流出树脂管127。此外,通过在按照如上所述的方式制造出的内衬130上粘贴外部气体导向瓦楞纸111和外部气体流入树脂管115以及外部气体流出树脂管117而制造出外部气体供应部110,并通过在内部气体导向瓦楞纸121上粘贴内部气体流入树脂管125以及内部气体流出树脂管127而制造出内部气体排出部120。
86.此外,通过将所制造出的外部气体供应部110以及内部气体排出部120彼此交替层叠而完成逆流式全热交换器100。
87.图8是对利用纸p1、p2制造出外部气体导向瓦楞纸111以及内部气体导向瓦楞纸121的过程进行图示的例示图。
88.如图所示,将第一宽度w1的第一纸p1供应到一对滚筒210、210a之间。其中,第一宽度w1如图5所示,是外部气体导向瓦楞纸111的宽度。在一对滚筒210、210a的表面,沿着外周面形成有多个凸起211。
89.第一纸p1在经过一对滚筒210、210a之间的过程中,被加工成在表面以单一侧面形态形成有峰a以及谷b的中空板t。
90.中空板t被供应到第二纸p2的上部。第二纸p2以与内衬130的整体宽度对应的第二宽度w2形成。第二纸p2在从第二纸供应滚筒220展开的同时被供应到第二滚筒210a的下部。
91.如图9中的(a)所示,中空板t被供应到第二纸p2的中间区域,而且中空板t将被粘贴到第二纸p2上。
92.如图8以及图9中的(b)所示,粘贴有中空板t的第二纸p2将通过第一次裁切过程被加工成与内衬130对应的形状。第二纸p2被分别裁切成与内衬130对应的长度l。借此,中空板t也将被裁切与外部气体导向瓦楞纸111以及内部气体导向瓦楞纸121对应的大小。
93.此外,如图9中的(c)所示,在第二纸p2的上侧面粘贴树脂管115、117、125、127。
94.此外,如图10中的(a)所示,通过对凸出到树脂管115、117、125、127外侧的第二纸p2进行裁切而加工成与树脂管结合面133对应的形状。借此,将完成在上侧面结合有外部气体导向瓦楞纸111或内部气体导向瓦楞纸121的内衬130。
95.此外,图11是对树脂板300的构成进行图示的立体图。树脂板300是利用合成树脂材质形成的板状体。树脂板300较佳地利用聚丙烯形成,在上侧面310与下侧面320之间形成有垂直壁330,而且在内部沿着长度方向在一直线上形成空气移动通道340。树脂板300可防水,因为具有耐久性以及耐冲击性强的优点而被广泛适用于多种领域。
96.在本发明中,通过将公知的树脂板200按照如图12所示的方式进行裁切而加工成外部气体流入树脂管115以及外部气体流出树脂管117,或内部气体流入树脂管125以及内部气体流出树脂管127。
97.树脂管115、117、125、127可以被裁切成与内衬130的树脂管结合面133对应的形状,或者如图9以及图10所示,也可以被裁切加工成<形状。
98.此时,树脂管115、117、125、127可以对树脂板300进行直角裁切加工,从而使其形成一侧面连通而另一侧面封闭的形状。通过按照如上所述的方式进行裁切,可以方便地加工出一侧边封闭的直角三角形形态的树脂管。
99.通过如上所述的方式加工出来的树脂管115、117、125、127如图13所示,将被粘贴到内衬130上。利用粘接剂将树脂管115、117、125、127粘贴到在上侧面结合有外部气体导向瓦楞纸111或内部气体导向瓦楞纸121的内衬130的两侧树脂管结合面130上。
100.此时,可以根据粘贴到内衬130的树脂管结合面133上的树脂管115、117、125、127的方向区分为外部气体供应部110以及内部气体排出部120。在将树脂管115、117、125、127裁切成<形状的情况下,树脂管115、117、125、127将与树脂管结合面133分离,但是可以根据树脂管115、117、125、127的方向区分为外部气体供应部110以及内部气体排出部120。
101.在将多个外部气体供应部110以及内部气体排出部120粘贴到内衬130上的状态下,将其按照如图10中的(b)所示的方式沿着高度方向交替粘贴。
102.此外,如图10中的(c)所示,通过利用框架p对交替层叠的外部气体供应部110以及内部气体排出部120的表面进行覆盖而完成逆流式全热交换器100的制造。
103.如上所述的本发明的逆流式全热交换器制造方法,可以将一般的纸利用现有的卷对卷装置制造成外部气体导向瓦楞纸和内部气体导向瓦楞纸以及内衬。
104.此外,可以通过将市售的树脂板裁切加工成树脂管并将其粘贴到内衬中而方便地制造出外部气体供应部以及内部气体排出部。此外,可以通过将按照如上所述的方式制造出的外部气体供应部以及内部气体排出部彼此交替层叠的方式进行制造。
105.借此,不需要单独的特殊装置而只利用现有的卷对卷装置和裁切设备以及粘贴设备就可以完成逆流式全热交换器的制造,从而节省制造成本。
106.此外,因为按照如上所述的方式制造出的逆流式全热交换器的内衬和外部气体导向瓦楞纸以及内部气体导向瓦楞纸是利用相同的纸形成,因此还具有热传递效率以及水分传递效率高的优点。
107.在上述内容中,结合若干实施例对本发明的技术思想进行了介绍。
108.具有本发明所属领域技术人员可以根据本发明的记载事项对如上所述的实施例进行各种变形或变更。此外,即使是在没有进行明确的图示或说明的情况下,具有本发明所属领域技术人员可以根据本发明的记载事项进行包含本发明之技术思想的各种形态的变形,而这些变形也包含在本发明的权利要求范围之内。参阅附图进行说明的如上所述的实施例只是用于对本发明进行说明,本发明的权利要求范围并不因为如上所述的实施例而受
到限定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。