1.本技术涉及负极材料制备技术领域,具体涉及一种负极原料球团化制备工艺及石墨化装炉方法。
背景技术:
2.负极材料是锂离子电池的关键材料之一,其对锂离子电池的性能起着至关重要的作用。石墨负极材料因具有电子电导率高、锂离子扩散系数高、嵌锂前后体积变化小、嵌锂容量高和嵌锂电位低等优点,是理想的锂离子电池负极材料。而人造石墨又因电解液兼容性好、循环寿命长等优点成为目前主流的负极材料。
3.在人造石墨负极制备过程中,石墨化是重要的工艺环节。石墨化是指通过3000℃以上的高温,将针状焦、石油焦、沥青焦等碳源中无序排列的类石墨微晶转化成有序的层状石墨结构,同时高温还可以将原料中的有机挥发分和无机杂质元素气化脱出。石墨化依据生产方式不同分为间歇式和连续式两种,间歇式中的箱体炉因产能大、能耗低是目前石墨化生产的主流工艺,而连续式石墨化因在成本、效率、环保等方面具有压倒性优势,是目前产业化探索的新方向。
4.在间歇式石墨化生产中,每炉次辅材及能耗成本基本固定,如何在有限的炉体空间内生产更多负极材料成品,是降低石墨化成本的关键;通过预碳化工艺可以预先去除部分挥发分,提高石墨化收率,但由于焦原料粉体松散,在装炉过程中难以压实,最终装炉密度只有0.8-0.9g/cc,无法进一步提高装炉量。在连续式石墨化生产中,因炉体高度较高,粉体堆积厚度大导致透气性差,影响挥发分的溢出和烟气的排出,从而炉体内部压力升高极易发生喷炉事故,严重威胁现场人员和设备安全。
5.为解决以上问题,发明专利cn 114824162a公开了一种采用有机粘结剂的原料碳粉球团化方法。该方法可以较好的解决烟气溢出问题,但该方法粘接剂用量大,石墨化后的残炭对产品品质有影响,且在石墨化后有结块现象,后续额外的粉碎工艺会增大产品比表;同时采用纯有机粘结剂的碳粉球团在1000℃以上会发生粉化失效,此时原料碳粉中的挥发分尚未充分溢出,仍有发生喷炉的风险。
技术实现要素:
6.本技术的主要目的是提供一种负极原料球团化制备工艺及石墨化装炉方法,旨在解决现有的负极原料粉体球团化工艺粘结剂用量过多导致石墨化后的残炭影响成品质量,以及存在喷炉风险的技术问题。
7.为实现上述目的,本技术提出一种负极原料球团化制备工艺,包括以下步骤:负极原料与粘结剂混合均匀后进行球团化处理,得到均匀的球形混合物;其中,所述粘结剂由有机粘结剂与无机粘结剂复合而成;
8.热处理所述球形混合物,得到干燥硬化的球团。
9.本方案采用的粘结剂为有机粘结剂和无机粘结剂的复合品,使原料球团具有更高
的热稳定性,当后续的石墨化温度达到1000-1700℃时,可以维持球团的强度,因此球团与球团之间的空隙有利于挥发分及杂元素挥发气体的充分溢出,可以提高单位体积内的装炉量,并显著改善石墨化过程中负极原料粉体因堆积厚度过高导致的透气性差,减少发生喷炉事故的风险。
10.负极原料与粘结剂采用物理方式均匀混合,如可采用vc、搅拌、球磨、轮碾等混合方式。
11.优选地,所述粘结剂的用量为所述负极原料用量的2%-10%。由有机粘结剂和无机粘结剂形成的复合粘结剂在制备时的用量较少,残炭低、无其他杂元素残留;球团在石墨化后自然还原为粉末状,无须增加额外的粉碎工序,对负极成品性能影响少。
12.优选地,所述有机粘结剂和所述无机粘结剂的重量比为4-7:3-6;所述无机粘结剂为熔点≥1500℃的无机粘结剂。通过对复合粘结剂中有机粘结剂和无机粘结剂用量的调整,使形成的复合粘结剂可适应各种不同的负极原料和石墨化条件,且能较好的保证负极成品的质量。粘结剂中含有高熔点的无机化合物,可提高粘结剂的耐高温性能;粘结剂中还含有压力下易粘接的有机化合物,可以改善球团化过程中的成型效果。
13.优选地,所述无机粘结剂包括磷酸盐类无机粘结剂、硅酸盐类无机粘结剂、金属氧化物类无机粘结剂中的至少一种;所述有机粘结剂包括淀粉类有机物粘结剂、聚合物类有机粘结剂中的至少一种。
14.优选地,所述磷酸盐类无机粘结剂为磷酸铝、磷酸镁、磷酸锌、聚磷酸钠或磷酸二氢铝中的至少一种,所述硅酸盐类无机粘结剂为硅酸钾、硅酸钠、硅酸锂或硅溶胶中的至少一种,所述金属氧化物类无机粘结剂为氢氧化铝、氧化铝、氧化锆、氧化硅、氧化锌、氧化镁、氧化钇、氧化镧、氧化钕或氧化铈中的至少一种;
15.所述淀粉类有机粘结剂为玉米淀粉、小麦淀粉、马铃薯淀粉、红薯淀粉、糊化淀粉、氧化型淀粉或酯化淀粉中的至少一种,所述聚合物类有机粘结剂为聚乙烯醇、聚丙烯酰胺、聚醋酸乙烯酯或聚乙烯醇缩甲醛中的至少一种。
16.优选地,所述热处理步骤为自然晾晒干燥或加热干燥,热处理后的所述球团挥发分低于2%,水分低于1%;加热干燥时加热至100-150℃烘干;或,加热干燥时加热至700-1500℃煅烧。对球团进行热处理可去除其内部的水分及挥发分,得到干燥硬化的球团。除自然晾晒干燥外的热处理步骤可采用烘箱、烘干窑、回转窑等设备。
17.优选地,所述负极原料由单种碳素原料破碎后制得,所述碳素原料可经过碳化或不经过碳化;
18.或,所述负极原料为多种破碎后的不同碳素原料粘接造粒后制得的复合粉体;
19.或,所述负极原料为多种不同碳素原料粘接造粒后破碎制得的复合粉体;
20.所述碳素原料为针状焦、石油焦、沥青焦、中间相炭微球、煤、鳞片石墨、天然球形石墨或微晶石墨。
21.优选地,所述负极原料的粒径为3-30μm,挥发份为0-13%。对负极原料进行上述条件的限定,可使制得的球团质量有所保证,更好的满足产品需求。
22.优选地,所述负极原料与所述粘结剂混合均匀后,向混合后的物料中加入占所述负极原料与所述粘结剂总质量的10%-30%的水搅拌均匀,得到湿物料,再对湿物料进行球团化处理,得到球形混合物。
23.负极材料和粘结剂混合均匀后,加水制得湿物料,湿物料更利于后续球团的形成。本方案中采用物理混合的方式将水和混合后的物料搅拌均匀,具体可采用喷淋、搅拌、球磨、轮碾等混合方式。对湿物料进行球团化处理是指采用机械力作用使湿物料挤压或旋压成型;球团化处理时的设备可采用模压机、压球机、挤条机、捏合机、制丸机、成球机等。制得的球团可以是单一形状或尺寸的球团,也可为多种形状或尺寸球团的混合物;球团具体可为重量0-20kg的块体、直径3-50m的球体或椭球体、直径3-50mm的条状或菱形体。
24.优选地,球团化处理后的球团包括大球团和小球团,大球团的直径为20-30mm,小球团的直径为5-10mm;按质量百分比计,大球团占70%-90%,小球团占10%-30%。
25.除此之外,本发明还提出一种石墨化装炉方法,将上述任一项所述的干燥硬化的球团装炉进行石墨化。石墨化时采用的设备为艾奇逊炉、箱体炉、连续石墨化炉中的一种。
26.本技术的负极原料球团化制备工艺及石墨化装炉方法具有如下有益效果:
27.1.本方案采用无机和有机复合粘结剂对负极原料粉体进行球团化处理,该复合粘结剂成型用量少,残炭低、无其他杂元素残留;当石墨化温度达到1000-1700℃时,可以维持球团强度,因此各球团之间具有的空隙有利于挥发分及杂元素挥发气体的充分溢出,极大降低发生喷炉事故的概率;同时最后的石墨化工序温度超过1700℃时,复合粘结剂作用失效,球团在堆积物料的压力作用下粉化恢复为粉体,无须增加额外的粉碎工序,对负极成品性能影响少。
28.2.本方案的石墨化装炉工艺方法是采用机械力作用使负极原料粉体挤压或旋压成型。该种机械作用可以显著提高球团体密度,配合不同形状、尺寸的球团级配,可以显著提高有效装炉体积内的装炉量,对艾奇逊石墨化炉、箱体炉提高产能、降低成本有积极意义。
具体实施方式
29.为使本技术实施例的目的、技术方案和优点更加清楚,下面将对本技术实施例中的技术方案进行清楚、完整地描述。实施例中未注明具体条件者,按照常规条件或制造商建议的条件进行。所用试剂或仪器未注明生产厂商者,均为可以通过市售购买获得的常规产品。
30.本技术提出一种负极原料球团化制备工艺,包括以下步骤:
31.负极原料与粘结剂混合均匀后,向混合后的物料中加入占所述负极原料与所述粘结剂总质量的10%-30%的水搅拌均匀,得到湿物料,再对湿物料进行球团化处理,得到球形混合物;
32.热处理所述球形混合物,得到干燥硬化的球团,球团化处理后的球团包括大球团和小球团,大球团的直径为20-30mm,小球团的直径为5-10mm;按质量百分比计,大球团占70%-90%,小球团占10%-30%。
33.将干燥硬化的球团装炉进行石墨化。
34.热处理步骤为自然晾晒干燥或加热干燥,热处理后的所述球团挥发分低于2%,水分低于1%;加热干燥时加热至100-150℃烘干;或,加热干燥时加热至700-1500℃煅烧。
35.所述负极原料的粒径为3-30μm,挥发份为0-13%。优选的负极原料的粒径范围为13-17μm。
36.所述粘结剂的用量为所述负极原料用量的2%-10%,所述粘结剂由有机粘结剂与无机粘结剂复合而成,所述有机粘结剂和所述无机粘结剂的重量比为4-7:3-6;
37.所述无机粘结剂为熔点≥1500℃的无机粘结剂。所述无机粘结剂包括磷酸盐类无机粘结剂、硅酸盐类无机粘结剂、金属氧化物类无机粘结剂中的至少一种;所述有机粘结剂包括淀粉类有机物粘结剂、聚合物类有机粘结剂中的至少一种。
38.所述磷酸盐类无机粘结剂为磷酸铝、磷酸镁、磷酸锌、聚磷酸钠或磷酸二氢铝中的至少一种,所述硅酸盐类无机粘结剂为硅酸钾、硅酸钠、硅酸锂或硅溶胶中的至少一种,金属氧化物类无机粘结剂为氢氧化铝、氧化铝、氧化锆、氧化硅、氧化锌、氧化镁、氧化钇、氧化镧、氧化钕或氧化铈中的至少一种;
39.所述淀粉类有机粘结剂为玉米淀粉、小麦淀粉、马铃薯淀粉、红薯淀粉、糊化淀粉、氧化型淀粉或酯化淀粉中的至少一种,所述聚合物类有机粘结剂为聚乙烯醇、聚丙烯酰胺、聚醋酸乙烯酯或聚乙烯醇缩甲醛中的至少一种。
40.所述负极原料由单种碳素原料破碎后制得,所述碳素原料可经过碳化或不经过碳化;或,所述负极原料为多种破碎后的不同碳素原料粘接造粒后制得的复合粉体;或,所述负极原料为多种不同碳素原料粘接造粒后破碎制得的复合粉体;
41.所述碳素原料为针状焦、石油焦、沥青焦、中间相炭微球、煤、鳞片石墨、天然球形石墨或微晶石墨。
42.以下结合具体实施例对本技术的技术方案作进一步详细说明,应当理解,以下实施例仅仅用以解释本技术,并不用于限定本技术。
43.实施例1
44.一种负极原料球团化制备工艺及石墨化装炉方法,包括如下步骤:
45.将红薯淀粉与磷酸锌按质量比3:5进行配制得到粘结剂;
46.将沥青焦单颗粒碳化物料与上述粘结剂按100:2的重量比混合均匀;沥青焦单颗粒未碳化物料的粒径为17μm,挥发份为10%;
47.向混合后的物料中加入占负极原料与粘结剂总质量10%的水并利用轮碾机搅拌均匀,得到湿物料,再将湿物料置于模压机进行球团化处理,得到球形混合物;
48.将上述球形混合物置于烘箱并在150℃下进行烘干(热处理),得到干燥硬化的大球团和小球团,其成型比例约70%。
49.将50%的大球团和50%的小球团装炉进行石墨化。
50.实施例2
51.一种负极原料球团化制备工艺及石墨化装炉方法,包括如下步骤:
52.将糊化淀粉、磷酸锌和氧化镁按质量比1:1:1(有机粘结剂:无机粘结剂=1:2)进行配制得到粘结剂;
53.将石油焦二次颗粒碳化物料与上述粘结剂按100:10的重量比混合均匀;沥青焦单颗粒未碳化物料的粒径为13μm,挥发份为6%;
54.向混合后的物料中加入占负极原料与粘结剂总质量15%的水并利用喷淋机喷洒,得到均匀的湿物料,再将湿物料置于压球机进行球团化处理,得到球形混合物;
55.将上述球形混合物置于箱式炉并在1100℃下进行烘干(热处理),得到干燥硬化的大球团和小球团,其成型比例约80%。
56.将76%的大球团和24%的小球团装炉进行石墨化。
57.实施例3
58.一种负极原料球团化制备工艺及石墨化装炉方法,包括如下步骤:
59.将小麦淀粉、聚醋酸乙烯酯和硅酸钾按质量比2:1:1(有机粘结剂:无机粘结剂=3:1)进行配制得到粘结剂;
60.将石油焦单颗粒未碳化物料与上述粘结剂按100:10的重量比利用vc机混合均匀;石油焦单颗粒未碳化物料的粒径均为25μm,挥发份为12%;
61.向混合后的物料中加入占负极原料与粘结剂总质量20%的水并利用轮碾机搅拌均匀,得到湿物料,再将湿物料置于压球机进行球团化处理,得到球形混合物;
62.将上述球形混合物置于箱式炉并在900℃下进行烘干(热处理),得到干燥硬化的大球团和小球团,其成型比例约80%。
63.将60%的大球团和40%的小球团装炉进行石墨化。
64.实施例4
65.一种负极原料球团化制备工艺及石墨化装炉方法,包括如下步骤:
66.将玉米淀粉、聚丙烯酰胺、硅酸锂和氧化镧按质量比3:1:3:3(有机粘结剂:无机粘结剂=4:6)进行配制得到粘结剂;
67.将针状焦二次颗粒未碳化物料和石油焦二次颗粒未碳化物料的复合粉体与上述粘结剂按100:7的重量比利用vc机混合均匀;复合粉体的粒径为15μm,挥发份均为7%;
68.向混合后的物料中加入占负极原料与粘结剂总质量15%的水并利用轮碾机搅拌均匀,得到湿物料,再将湿物料置于压球机进行球团化处理,得到球形混合物;
69.将上述球形混合物自然晾晒干燥,自然晾晒时的温度为25-35℃(热处理),得到干燥硬化的大球团和小球团,其成型比例约60%。
70.将90%的大球团和10%的小球团装炉进行石墨化。
71.对比例1
72.本对比例中各项条件与实施例1相同,不同之处在于:本对比例采用单一的有机粘结剂-玉米淀粉与沥青焦单颗粒碳化物料混合。
73.对比例2
74.本对比例中各项条件与实施例1相同,不同之处在于:本对比例采用单一的无机粘结剂-磷酸锌与沥青焦单颗粒碳化物料混合。
75.对比例3
76.本对比例中各项条件与实施例3相同,不同之处在于:本对比例采用单一的有机粘结剂-糊化淀粉与石油焦单颗粒未碳化物料混合。
77.对比例4
78.本对比例中各项条件与实施例3相同,不同之处在于:本对比例采用单一的无机粘结剂-氧化镁与石油焦单颗粒未碳化物料混合。
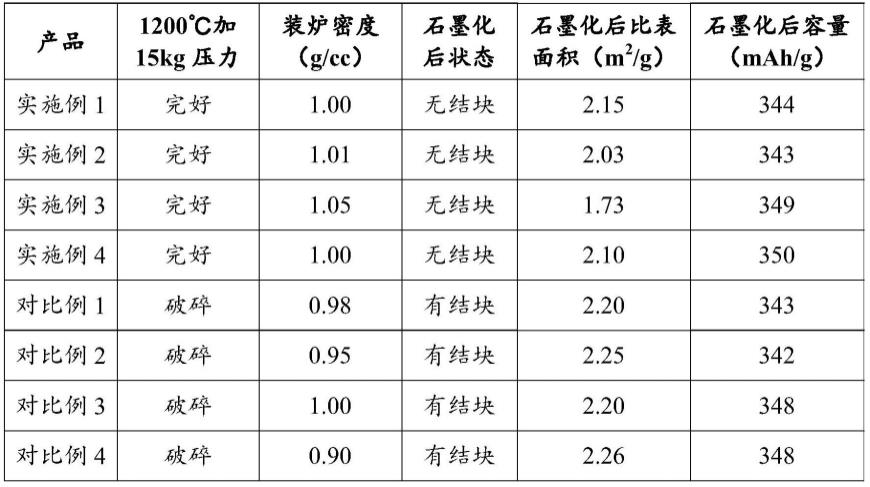
79.对实施例1-4以及对比例1-4获得的产品进行性能检测,具体的检测结果如下表所示:
[0080][0081]
由上表的测试数据可知,与对比例1-4比较,首先,在温度1200℃和压力15kg的条件下,本发明采用球团化工艺方法处理后的球团状态基本是完好,表明有机和无机复合粘结剂的粘结作用较强,在高温情况下可以维持球团的强度,石墨化生产过程中无喷炉现象;其次,采用本发明方法在石墨化过程中装炉密度有显著提高,可以提高石墨化经济效益;最后,石墨化后负极产品无结块,无须增加额外的粉碎工序,对负极成品性能影响少。
[0082]
实施例5
[0083]
本实施例中各项条件与实施例4相同,不同之处在于干燥条件为:将球形混合物置于烘箱并在110℃下干燥,成型比例为70%。
[0084]
实施例6
[0085]
本实施例中各项条件与实施例4相同,不同之处在于干燥条件为:将球形混合物置于箱式炉并在1100℃下干燥,成型比例为80%。
[0086]
对实施例5-6获得的产品进行性能检测,具体的检测结果如下表所示:
[0087][0088]
由上表的测试数据可知,与实施例4相比,实施例5和实施例6复合粘结剂的粘接效果较好,通过调整湿球形混合物的干燥温度,粘结剂的粘接效果越好,可以提高干燥后球形混合物的成型比例,此外,产品的装炉密度有略微的改善,同时石墨化后比表面积有略微下降。
[0089]
实施例7
[0090]
本实施例中各项条件与实施例3相同,不同之处在于石油焦单颗粒未碳化物料的粒径为15μm,挥发份为7%。
[0091]
对实施例7获得的产品进行性能检测,具体的检测结果如下表所示:
[0092][0093]
与实施例3相比,实施例7采用的原料粒径和挥发分减小,石墨化后负极成品的比表面积增大,容量降低,但同时倍率性能会有所改善。
[0094]
实施例8
[0095]
本实施例中各项条件与实施例1相同,不同之处在于本实施例的粘结剂有所改变,有机粘结剂和无机粘结剂的质量比也保持一致,具体调整如下表所示:
[0096]
产品粘结剂原料实施例8-1聚乙烯醇和硅酸钠实施例8-2玉米淀粉和硅酸钠实施例8-3玉米淀粉和磷酸二氢铝实施例8-4玉米淀粉和氧化铝实施例8-5酯化淀粉和磷酸二氢铝
[0097]
实施例9
[0098]
本实施例中各项条件与实施例7相同,不同之处在于本实施例的粘结剂有所改变,粘结剂调整为采用糊化淀粉、聚乙烯醇和氧化铝组成的复合粘结剂,质量比与实施例3保持一致。
[0099]
对实施例7-8获得的产品进行性能检测,具体的检测结果如下表所示:
[0100][0101]
由上表的测试数据可知,与实施例1和7相比,实施例8-1至8-5、实施例9均为优选的复合粘结剂,其粘接作用更好,可以提高石墨化过程中的装炉密度,降低石墨化成本,且能更好的保证负极成品的质量。
[0102]
实施例10
[0103]
本实施例中各项条件与实施例9相同,不同之处在于糊化淀粉、聚乙烯醇和氧化铝的质量比由2:1:1调整为3:2:4(有机粘结剂:无机粘结剂=5:4)。
[0104]
实施例11
[0105]
本实施例中各项条件与实施例9相同,不同之处在于糊化淀粉、聚乙烯醇和氧化铝的质量比由2:1:1调整为4:2:3(有机粘结剂:无机粘结剂=6:3)。
[0106][0107]
由上表的测试数据可知,与实施例9相比,实施例10-11在调整至优选的有机粘结剂和无机粘结剂质量比后,石墨化过程中的装炉密度有所改善,表明提高复合粘结剂的质量比,复合粘结剂的粘接效果增强。
[0108]
实施例12
[0109]
本实施例中各项条件与实施例11相同,不同之处在于将80%的大球团和20%的小球团装炉进行石墨化。
[0110][0111]
由上表的测试数据可知,实施例12改变了石墨化装炉中大小球团的级配比例,可以进一步提高装炉密度,对降低石墨化成本发挥了积极作用。
[0112]
以上所述仅为本技术的优选实施例,并非因此限制本技术的专利范围,凡是在本技术的发明构思下,利用本技术说明书内容所作的等效结构变换,或直接/间接运用在其他相关的技术领域均包括在本技术的专利保护范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。