1.本发明涉及船舶建造领域,具体涉及一种模拟管路附件的管路安装方法。
背景技术:
2.船舶各个管路系统的放样管在安装过程中由于经常存在设备和管路附件(比如各类阀门、膨胀接头、流量计等)无法按时供货,导致放样管路的安装不能进行闭环而实现管路逐一完整安装到位,这种跳空式的安装再加上安装图图面数据现场测量的误差值比较大会导致管路安装偏差比较大而需要进行重新调整管子甚至报废管子的现象频繁出现,不但浪费了大量管子原材料和人工返工成本,同时也延长了施工周期,也加大了管路修改、支架切割、打磨、重新焊接和打磨的明火作业风险。
技术实现要素:
3.为解决现有技术中存在的技术问题,本发明提供了一种模拟管路附件的管路安装方法,实现在船舶建造中对于一些通用的管路附件进行模拟制作,确保在管路附件和设备未安装管路闭环完整的情况下继续进行放样管的定位、安装、焊接的目标。
4.为达到上述目的,本发明的技术解决方案如下:
5.一种模拟管路附件的管路安装方法,方法包括以下步骤:
6.步骤1:制作管路附件模拟装置;
7.步骤2:将放样管安装到位,安装放样管法兰;
8.步骤3:根据放样管所安装的阀的进出口间距调整锁定管路附件模拟装置的长度;
9.步骤4:将左侧放样管法兰与管路附件模拟装置的其中一个法兰用螺栓固定连接;
10.步骤5:将下一根放样管法兰与管路附件模拟装置的另一个法兰用螺栓固定连接,依次安装后续放样管;
11.步骤6:根据图纸工艺要求,安装放样管的管子支架,将管子支架固定在甲板内底板或船体结构上,对管子支架进行打磨;
12.步骤7:拆除放样管法兰和管路附件模拟装置的法兰之间的螺栓,收好管路附件模拟装置,以备下次使用。
13.作为优选的技术方案,步骤1中,管路附件模拟装置有两种,分别为“一”字a型阀模拟装置和“十”字b型角尺阀模拟装置。
14.作为优选的技术方案,“一”字a型阀模拟装置的制作方法包括以下步骤:选用两个与管路系统放样管法兰相同规格的法兰;将一根内部管和一根外部管分别烧焊在两个法兰上,烧焊结束后对内部管和外部管进行打磨并上油漆;在内部管和外部管的靠近两个法兰的端部侧面各安装一个把手;在内部管和外部管上攻若干螺纹孔,内部管和外部管通过锁定螺栓固定连接,螺纹孔内设有与锁定螺栓匹配的螺纹;在内部管和外部管上划制刻度线。
15.作为优选的技术方案,内部管和外部管的长度为120mm~150mm,内部管的外径为25mm~27mm,外部管的外径为30mm。
16.作为优选的技术方案,“十”字b型角尺阀模拟装置的制作方法包括以下步骤:选用两个与管路系统放样管法兰相同规格的安装法兰;弯制一根短管,短管的弯制角度为90度,短管两端分别与两个安装法兰固定连接;在短管一侧安装把手。
17.与现有技术相比,本发明的一种模拟管路附件的管路安装方法的有益效果如下:
18.本发明的一种模拟管路附件的管路安装方法,通过模拟船上纳期滞后的设备和管路附件,使后续放样管路可以继续、精确的定位和安装。由于管路附件有“一”字a形和“十”字b形的区别,因此专门发明了不同情况下选用的两种模拟装置,另外由于考虑到“一”字a型管路附件因为选用的标准不同会出现进出口法兰间距不同,为了实现装置的通用性,将a型模拟装置设计成长短可调型式,减少“一”字a型模拟装置的制作数量,“b”型模拟装置确保进出口90度的垂直要求,杜绝出现角度的偏差而引起放样管安装的人为偏差。
附图说明
19.图1是“一”字a型阀放样管安装示意图;
20.图2是本发明的模拟“一”字a型阀的管路安装示意图;
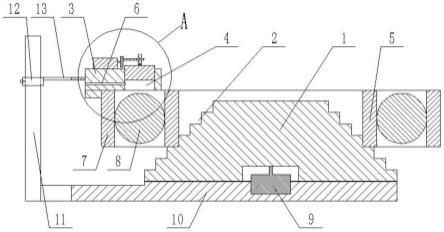
21.图3是本发明的“一”字a型阀模拟装置的结构示意图;
22.图4是本发明的“一”字a型阀模拟装置的俯视图;
23.图5是“十”字b型角尺阀放样管安装示意图;
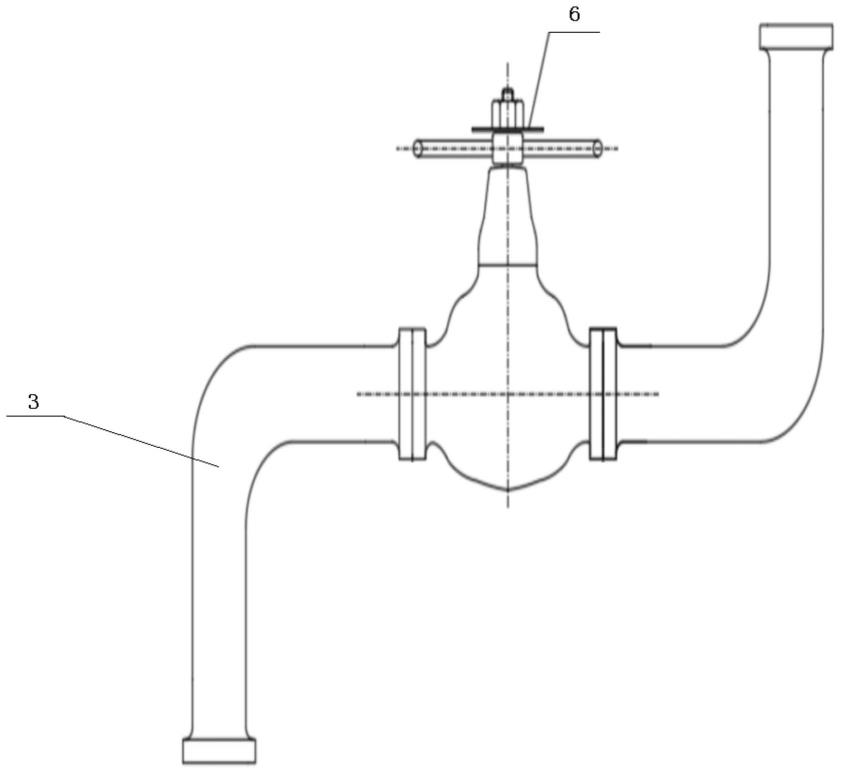
24.图6是本发明的模拟“十”字b型角尺阀的管路安装示意图。
25.图中:1.“一”字a型阀模拟装置;11.内部管;12.外部管;13.锁定螺栓;14.内部管法兰;15.外部管法兰;2.“十”字b型角尺阀模拟装置;21短管;22.安装法兰;3.放样管;4.放样管法兰;5.把手;6.“一”字a型阀;7.“十”字b型角尺阀。
具体实施方式
26.下面结合具体实施方式对本发明的技术方案进行进一步的描述:
27.实施例1,如图1和2所示,一种模拟“一”字a型阀6的管路安装方法,方法包括以下步骤:
28.步骤1:如图3和4所示,制作“一”字a型阀模拟装置1;具体地,选用两个与管路系统放样管法兰4相同规格的法兰,将长度为120mm~150mm的两根管子分别烧焊在两个法兰上,两根管子中一根外径为25mm~27mm的是内部管11,另一根是外径为30mm的外部管12,烧焊结束后对内部管11和外部管12进行打磨并上油漆;在内部管11和外部管12的靠近两个法兰的端部侧面各安装一个方形圆柱截面把手5;在外部管12上距离端口20mm、50mm的位置各攻一个螺纹孔,内部管11和外部管12通过锁定螺栓13固定连接,螺纹孔内设有与锁定螺栓13匹配的螺纹;将内部管11塞入外部管12内,测量外部管12和内部管11两端法兰的间距,两法兰间距为150mm时在内部管11和外部管12接合端面位置处在内部管11上圆面上做好刻度150mm作为起始点,拉出内部管11在两法兰间距为250mm时在内部管11和外部管12接合端面位置处在内部管11上圆面上做好刻度250mm作为终点,同样方法在200mm处也做出标记作为中点。将内部管11上以标记线5mm作为一个单位划制刻度线,“一”字a型阀模拟装置1制作结束;
29.步骤2:左边放样管3安装到位,水平安装放样管法兰4;
30.步骤3:根据放样管3所安装的阀的进出口间距调整“一”字a型阀模拟装置1的长度,如放样管3所安装的阀的进出口间距为200mm,则将“一”字a型阀模拟装置1根据内部管11上的刻度调整到200mm的长度,拧紧外部管12上的锁定螺栓13,将“一”字a型阀模拟装置1的长度锁定在200mm;
31.步骤4:将“一”字a型阀模拟装置1的内部管法兰15与左侧放样管法兰4用螺栓固定连接;
32.步骤4:将“一”字a型阀模拟装置1的内部管法兰14与下一根放样管法兰4用螺栓固定连接,依次安装后续放样管3,一般安装3~4根;
33.步骤5:根据图纸工艺要求,安装外部管12处的放样管3和内部管11处的放样管3的管子支架,将管子支架焊接在甲板内底板或船体结构上,对管子支架进行打磨;
34.步骤6:拆除“一”字a型阀模拟装置1内部管法兰15和放样管法兰4之间的螺栓,收好管路附件模拟装置,以备下次使用。
35.实施例2,如图5和6所示,一种模拟“十”字b型角尺阀7的管路安装方法,包括以下步骤:
36.步骤1:制作“十”字b型角尺阀模拟装置2;具体地,选用两个与管路系统放样管法兰4相同规格的安装法兰22;弯制一根短管21,短管21的弯制角度为90度,根据管路系统选用标准阀的进出口间距设计短管21长度,短管21长度需考虑去除安装法兰22厚度尺寸,短管21两端分别与两个安装法兰22烧焊连接;在短管21的一侧外壁上烧焊连接管和方形圆柱截面把手5,方形圆柱截面把手5通过连接管与短管21外壁固定连接,烧焊后打磨干净并上油漆;
37.步骤2:将放样管3安装到位,安装放样管法兰4;
38.步骤3:将放样管法兰4通过螺栓与“十”字b型角尺阀模拟装置2的其中一个安装法兰22固定连接;
39.步骤4:用螺栓将下一根放样管法兰4与“十”字b型角尺阀模拟装置2的另一个安装法兰22连接在一起,依次安装后续放样管3;
40.步骤5:根据图纸工艺要求,安装放样管3的管子支架,将管子支架固定在甲板内底板或船体结构上,对管子支架进行打磨;
41.步骤6:拆除放样管法兰4和管路附件模拟装置的安装法兰22之间的螺栓,收好“十”字b型角尺阀模拟装置2,以备下次使用。
42.本实施例只是对本发明的进一步解释,并不是对本发明的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性的修改,但是只要在本发明的权利要求范围内都受到专利法的保护。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。