1.本技术涉及造粒机调节技术领域,尤其是涉及一种成型辊的调节方法及可调式造粒机。
背景技术:
2.造粒机包括两个成型辊,两个成型辊的外周壁设有成型槽,通过将物料放置于两个成型辊之间,物料进入成型槽中,两个成型辊对辊挤压时,两个成型辊的成型槽正对,成型槽的槽壁将进入成型槽中物料挤压成颗粒状,物料最终从成型辊下方落下。
3.而为保持成型辊转动的同步性,两个成型辊通常一个为主动辊、另一个为从动辊,而在生产不同尺寸或材质的物料颗粒时,人员需要调整两个成型辊之间的距离以达到生产不同长度尺寸物料颗粒的目的,但是目前成型辊之间间距的调整通过人员手动将原成型辊拆卸并更换为不同直径的成型辊达到,较为不便。
技术实现要素:
4.为了方便两个成型辊之间距离的调节,本技术提供一种成型辊的调节方法及可调式造粒机。
5.第一方面,本技术提供一种成型辊的调节方法,采用如下技术方案:一种成型辊的调节方法,包括以下步骤:获取人员输入成型辊调节信息;根据成型辊调节信息驱使从动成型辊绕平行于自身轴线的基准线转动以使两个成型辊之间的距离与成型辊调节信息相对应;获取检测信息,根据检测信息判断两个成型辊上的成型槽是否能够正对;若否,则控制从动成型辊延时或提前转动,以使两个成型辊上的成型槽能够正对。
6.通过采用上述技术方案,本技术能够在接收成型辊调节信息后,自动将两个成型辊之间的间距调节至成型辊调节信息对应的宽度,并根据获取距离信息确定两个成型辊之间的间距是否调节完毕,并在间距调节完毕后,对成型槽不正对的问题进行处理,对从动成型辊进行延时或提前转动,使得第一成型槽以及第二成型槽能够正对,从而自动完成调节。
7.优选的,获取检测信息,根据检测信息判断两个成型辊上的成型槽是否能够正对中,还包括以下步骤:获取两个安装在可调式造粒机上的激光接收装置分别发送的第一激光入射信息以及第二激光入射信息,其中,两个激光接收装置的安装点与两个成型辊轴线所在平面的距离在可调式造粒机的调节过程中恒定不变,激光接收装置适配的激光发射装置与成型辊固定连接并与成型槽的位置对应,激光接收装置与自身的激光发射装置所在成型辊的轴线的距离恒定;判断第一激光入射信息的获取时间与第二激光入射信息的获取时间之间的时间差是否为零。
8.通过采用上述技术方案,通过获取第一激光入射信息以及第二激光入射信息,并通过第一激光入射信息以及第二激光入射信息了解调节后的两个成型辊上的成型槽是否能够正对,较为方便。
9.优选的,在根据横移调节信息,控制从动成型辊动力延时或提前转动中,还包括以下步骤:根据时间差遍历预置的时间差横移调整表,得出横移调节信息;根据横移调节信息,使得从动成型辊动力上的动力齿轮沿其径向移动相应距离以使从动成型辊的转动延时或提前。
10.通过采用上述技术方案,通过使动力齿轮沿其径向移动相应距离改变齿轮之间的啮合间隙,达到延时或者提前带动从动成型辊转动的目的,较为巧妙。
11.优选的,在获取人员输入成型辊调节信息前,还包括以下步骤:获取成型辊驱动电机的电机电流信息;判断电机电流信息是否大于第一预设值;若是,则提高成型辊驱动电机的功率至预设功率;再次获取成型辊驱动电机的电机电流信息,判断电机电流信息是否大于第二预设值;若是,则进入调节模式,以获取人员输入成型辊调节信息。
12.通过采用上述技术方案,在物料的材质过硬,两个成型辊之间的间隙过小导致其阻力过大,而影响成型辊驱动电机的正常工作时,可以通过检测成型辊驱动电机的电流了解,如果成型辊驱动电机的电流过大则说明转子受阻导致切割磁感线而产生的反向电压减小,而导致通过电机的电流过大,通过提高成型辊驱动电机到预设功率使得成型辊驱动电机克服阻力恢复正常转速,如果成型辊驱动电机到预设功率后,电机电流信息,任然不正常则说明成型辊驱动电机无法在该间隙下正常工作,需要对两个成型辊之间的间隙进行调节,使得成型辊驱动电机能够正常工作。
13.第二方面本技术还提供的一种可调式造粒机采用如下的技术方案:一种可调式造粒机,包括机座、与机座转动连接的第一成型辊,还包括调节件、齿轮驱动机构,所述第一成型辊受齿轮驱动机构驱动转动,所述调节件与机座转动连接,所述调节件转动设有第二成型辊,第二成型辊偏心设置在调节件上,所述机座上设有驱动调节件转动的电控调节机构;所述第二成型辊设有连轴件,所述连轴件同轴设有与齿轮驱动机构啮合的动力齿轮,所述连轴件用于受齿轮驱动机构驱动带动第二成型辊转动,所述连轴件设有非圆连接孔,所述第二成型辊设有用于嵌入非圆连接孔以带动第二成型辊转动的连接轴,所述连接孔的内壁与连接轴之间具有调节间距,所述机座还设有驱动连轴件径向移动的电控横移机构,所述第一成型辊与第二成型辊之间设有供激光发射装置、激光接收装置安装的安装组件,所述安装组件还设有用于检测第一成型辊与第二成型辊距离信息的距离检测传感器。
14.通过采用上述技术方案,人员可以通过电控调节机构驱动调节件转动使得第二成型辊偏转从而调节第一成型辊与第二成型辊之间的间距,第二成型辊即从动成型辊之后为使得第一成型辊与第二成型辊上的成型槽能够正常对物料进行加工,人员可以通过驱动电控横移机构调节连轴件与齿轮驱动机构之间的齿轮啮合度,使得第二成型辊相对第一成型
辊的转动延时或提前从而使得因调节件转动导致第二成型辊偏移后,第一成型辊与第二成型辊上的成型槽能够再次正对,进而完成对第一成型辊与第二成型辊间距的调节,无需人员拆装设备,较为方便。
15.优选的,所述安装组件包括两个分别固定套接在第一成型辊、第二成型辊上的连接环、伸缩管件,两个所述激光发射装置分别安装在两个连接环上,两个所述连接环上均同轴设有转动环,两个所述激光接收装置分别安装在两个转动环上,所述伸缩管件包括第一管件以及套接在第一管件上的第二管件,所述第一管件背离第二管件的端部固定在转动环上、第二管件背离第一管件的端部固定在另一个转动环上,所述距离检测传感器安装在第二管件内,所述机座上还设有与距离检测传感器、激光接收装置耦接智能处理设备。
16.通过采用上述技术方案,安装组件的设置,能够为距离检测传感器、激光发射装置以及激光接收装置提供合适的安装位置,使三者能够正常工作,人员能够通过智能处理设备准确了解第一成型辊与第二成型辊的调节情况。
17.优选的,所述电控调节机构包括包括第一调节齿轮以及与第一调节齿轮啮合的调节齿圈,所述调节齿圈同轴固定在调节件上,所述第一调节齿轮与机座转动连接,所述第一调节齿轮与固定在机座上的步进电机的输出轴同轴固定。
18.通过采用上述技术方案,电控调节机构通过步进电机驱动调节件转动,无需人员手动操作,自动化程度较高,较为方便。
19.优选的,所述电控横移机构采用电动丝杆,所述电控横移机构的输出轴与连轴件螺纹连接,所述连轴件与机座滑动连接,所述连轴件的滑动方向沿电控横移机构输出轴的轴向。
20.通过采用上述技术方案,电控横移机采用电动丝杆驱动连接件移动,无需人员手动操作,自动化程度较高,较为方便。
21.优选的,所述电动丝杆、步进电机均与智能处理设备耦接以受智能处理设备控制运行。
22.通过采用上述技术方案,人员可以通过智能处理设备控制电控调节机构以及电控横移机构自动运行,进一步提升了本技术的自动化程度。
23.优选的,所述连接环设有阻隔罩,所述激光发射装置的激光发射端以及激光接收装置的接收端均位于阻隔罩内。
24.通过采用上述技术方案,阻隔罩的设置能够阻挡外部灰尘,使得激光发射装置的激光发射端以及激光接收装置的接收端保持清洁。
25.综上所述,本技术包括以下至少一种有益技术效果:1.本技术能够自动对第一成型辊以及第二成型辊之间的间距进行调节无需人员拆装第一成型辊以及第二成型辊,较为方便;2.本技术通过设置安装组件,使得对第一成型辊以及第二成型辊的调节更加精确。
附图说明
26.图1是本技术实施例的一种可调式造粒机的立体结构示意图。
27.图2是本技术实施例的第二成型辊的剖视示意图。
28.图3是图1的a处放大图。
29.图4是本技术实施例的一种可调式造粒机的局部结构示意图。
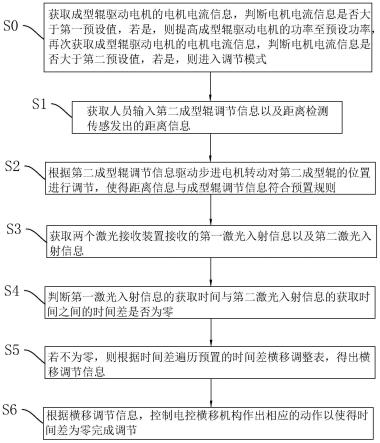
30.图5是本技术实施例的一种成型辊的调节方法的流程示意图。
31.附图标记说明:1、机座;2、第一成型辊;21、第一成型槽;3、调节件;31、第二成型辊;32、第二成型槽;33、连接轴;4、齿轮驱动机构;41、驱动电机;42、减速齿轮箱;5、电控调节机构;51、第一调节齿轮;52、调节齿圈;53、步进电机;6、连轴件;61、转动部;62、滑移部;63、非圆连接孔;64、动力齿轮;65、传动齿轮;66、调节间距;7、智能处理设备;8、安装组件;81、伸缩管件;811、第一管件;812、第二管件;82、连接环;83、转动环;84、转动环槽;85、距离检测传感器;86、激光发射装置;87、激光接收装置;88、阻隔罩;9、电控横移机构。
具体实施方式
32.需要说明的是,为更清楚地展示本技术的工作原理,本技术从设备侧到方法侧的逻辑进行实施例布局而非权要顺序。
33.本技术具体实施方式,实施例公开一种可调式造粒机。
34.参照图1,一种可调式造粒机,包括机座1、与机座1转动连接的第一成型辊2、调节件3以及齿轮驱动机构4。
35.机座1的底部与地面相抵以用于支持本技术的可调式造粒机,齿轮驱动机构4设置在机座1上,齿轮驱动机构4包括驱动电机41以及减速齿轮箱42,减速齿轮箱42的输入端与驱动电机41的输出轴固定连接,减速齿轮箱42的输出轴与第一成型辊2同轴固定以带动第一成型辊2转动。第一成型辊2为主动成型辊,第一成型辊2的表面设有若干第一成型槽21,第一成型槽21在第一成型辊2的外表面阵列分布。
36.参照图1和图2,调节件3与机座1转动连接,调节件3成柱状,调节件3转动设有第二成型辊31,第二成型辊31为从动成型辊,第二成型辊31的轴线与第一成型辊2的轴线平行,第二成型辊31的轴线平行于调节件3的转动轴线,第二成型辊31的表面均匀分布有第二成型槽32,第二成型槽32与第一成型槽21对应设置。机座1上设有驱动调节件3转动的电控调节机构5。电控调节机构5包括包括第一调节齿轮51以及与第一调节齿轮51啮合的调节齿圈52。第一调节齿轮51与机座1转动连接,调节齿圈52同轴固定在调节件3上,调节齿圈52为不完全齿,机座1上还固定安装有步进电机53,步进电机53的输出轴与第一调节齿轮51同轴固定以驱动第一调节齿轮51转动。在其他实施例中,步进电机53也可以通过减速箱驱动第一调节齿轮51转动。
37.人员可以通过步进电机53转动驱动调节件3转动从而改变第二成型辊31轴线的位置,使得第二成型辊31的轴线远离或靠近第一成型辊2,从而调节第一成型辊2与第二成型辊31之间的间距。但由于第二成型辊31位置变化会带来驱动问题。
38.参照图1和图3,本技术针对这个问题进一步进行了改进。第二成型辊31的端部设有连接轴33,连接轴33与第二成型辊31同轴设置,连接轴33的横截面形状为齿轮形,在其他实施例中也可以是多边形之类的非圆形状,机座1上还设有连轴件6,连轴件6朝向连接轴33的端部设有供连接轴33嵌入的非圆连接孔63,非圆连接孔63的形状与连接轴33的横截面形状相似,非圆连接孔63的截面尺寸大于连接轴33的横截面尺寸,连轴件6的外表面同轴设有与齿轮驱动机构4啮合的动力齿轮64,减速齿轮箱42的输出轴固定有传动齿轮65,动力齿轮
64与传动齿轮65啮合,使得减速齿轮箱42可以带动第一成型辊2以及第二成型辊31等速转动。连接孔的内壁与连接轴33之间具有调节间距66。使得在第二成型辊31的轴线调整后,使得第二成型辊31的连接轴33与非圆连接孔63内壁之间调节间距66增大或减小,使得连轴件6仍能够带动第二成型辊31转动。
39.但是由于第二成型辊31转动后其与第一成型辊2相对位置发生偏移,导致第一成型辊2与第二成型辊31等速相对转动后,第一成型槽21与第二成型槽32因为偏移而无法对准,因此本技术的连轴件6包括滑移部62以及转动部61,滑移部62采用轴承座,转动部61转动连接在滑移部62上,非圆连接孔63以及动力齿轮64均位于转动部61上,滑移部62滑动连接在机座1上,滑移部62的滑动方向沿水平方向并垂直于第二成型辊31的轴向。
40.机座1还设有驱动连轴件6径向移动的电控横移机构9,电控横移机构9采用电动丝杆,电控横移机构9的输出轴的轴向沿滑移部62的滑动方向,电控横移机构9的输出轴与滑移部62螺纹连接以带动滑移部62滑动。电控横移机构9能够改变动力齿轮64与传动齿轮65之间的距离,在动力齿轮64与传动齿轮65之间的距离变大后,动力齿轮64与传动齿轮65之间的啮合齿之间的间隙变大会产生转动延时从而矫正第二成型辊31与第一成型辊2相对位置的偏移,使得第一成型槽21与第二成型槽32能够正常发挥作用。
41.参照图1和图2,为了进一步提高本技术的自动化程度。本技术进行进一步改进:机座1上固定安装有智能处理设备7,智能处理设备7可以是plc、微型计算机或其他智能设备。第一成型辊2与第二成型辊31之间设有安装组件8,安装组件8包括伸缩管件81以及两个连接环82。两个连接环82分别固定套接在第一成型辊2、第二成型辊31上。两个连接环82上均同轴设有转动环83,第一成型辊2、第二成型辊31上均设有供转动环83嵌入的转动环槽84,转动环槽84与转动环83的尺寸相适配。转动环83的侧壁与转动环槽84的槽壁相贴,使得转动环83被转动环槽84限位无法沿自身轴向运动。
42.参照图2和图4,伸缩管件81包括第一管件811以及套接在第一管件811上的第二管件812,第一管件811背离第二管件812的端部固定在第一成型辊2上的转动环83上、第二管件812背离第一管件811的端部固定在另一个转动环83上,第一管件811与第二管件812滑动连接,第二管件812上固设有用于检测第二管件812与第一管件811之间距离的距离检测传感器85,距离检测传感器85采用电容式位移传感器,电容式位移传感器的检测端固定在第一管件811上。电容式位移传感器与智能处理设备7耦接,智能处理设备7具有显示屏。
43.在第二成型辊31受到电控调节机构5调节,第二成型辊31与第一成型辊2的相对位置发生偏移后,第二成型辊31的轴线与第一成型辊2的轴线之间的距离会增加或减少导致伸缩管件81被伸出或缩短,从而距离检测传感器85检测到第二管件812与第一管件811之间距离信息并将距离信息传递到智能处理设备7,智能处理设备7将距离信息通过计算转换为第一成型辊2与第二成型辊31之间的间距值,计算可以用两辊之间的初始距离信息加上第二管件812与第一管件811之间变化的距离信息,将其展示在显示屏上,供人员参考。
44.由于在第二成型辊31受到电控调节机构5调节后,其上同一第二成型槽32与第一成型辊2轴线之间角度也会发生变化,导致第二成型槽32无法与对应的第一成型槽21正对,从而导致生产出的料粒的形状不规则质量较差。
45.所以为了使第二成型辊31受到电控调节机构5调节后,第二成型槽32无法仍能够与对应的第一成型槽21正对。
46.本技术在两个连接环82上均设有激光发射装置86,激光发射装置86为激光发射器,第一管件811与转动环83的固定连接处和第一成型辊2上的激光发射器的分布位置的连线沿第一成型辊2的长度方向。激光发射器通过螺栓与连接环82可拆连接。第一成型辊2上激光发射装置86的位置与第一成型槽21的位置相对应,第二成型辊31上激光发射装置86的位置与第二成型槽32的位置相对应,每个转动环83均设有与激光发射装置86适配的激光接收装置87。当第一成型辊2以及第二成型辊31转动,第二成型槽32与对应的第一成型槽21正对时,两个转动环83的激光接收装置87同时接收到激光发射装置86发射的激光信号。激光发射装置86以及激光接收装置87的表面均涂覆有耐腐蚀层,耐腐蚀层可以是厚浆型玻璃鳞片涂料层,具体可以是fe环氧鳞片涂料或h高氯化聚乙烯鳞片涂料。电动丝杆、步进电机53、驱动电机41以及激光接收装置87均与智能处理设备7耦接,电动丝杆、步进电机53、驱动电机41均受智能处理设备7控制运行。
47.此外连接环82固定设有阻隔罩88,阻隔罩88呈圆环状,阻隔罩88的轴向两端与均套接转动环83的表面并与转动环83的表面相贴,能够相对转动环83转动,两个阻隔罩88分别固定安装在第一管件811与第二管件812上,激光发射器的激光发射端以及激光接收装置87的接收端均位于阻隔罩88内,使得激光发射器以及激光接收装置87与外界阻隔,以防止腐蚀性灰尘落到激光发射器的激光发射端以及激光接收装置87的接收端上。阻隔罩88能够阻挡空气中的灰尘落到激光发射器的激光发射端以及激光接收装置87的接收端上,影响激光接收装置87对激光的接收而导致检测不准确的情况发生。此外,阻隔罩88的表面也涂覆有耐腐蚀层。
48.本技术实施例一种可调式造粒机的实施原理为:通过设置电控调节机构5、电控横移机构9,使得人员或智能处理设备7驱动电控调节机构5调节第一成型辊2与第二成型辊31之间的距离,并通过电控横移机构9调节连轴件6移动,使得动力齿轮64与传动齿轮65之间产生传动延时,使得距离调节完毕后的第一成型辊2上的第一成型槽21与第二成型辊31上的第二成型槽32能够在第一成型辊2与第二成型辊31相对转动时能够正对,使得料粒能够正常加工成型。
49.本技术实施例还公开一种成型辊的调节方法。
50.参照图5,一种成型辊的调节方法,包括以下步骤:s0:获取成型辊驱动电机的电机电流信息,判断电机电流信息是否大于第一预设值,若是,则提高成型辊驱动电机的功率至预设功率,再次获取成型辊驱动电机的电机电流信息,判断电机电流信息是否大于第二预设值,若是,则进入调节模式;具体的:需要说明的是,本步骤为成型辊调节前的前置步骤,主要适用在物料更换后,由于物料材质过硬或颗粒度过大造成,两个成型辊之间间隙过小会导致两个成型辊需要将物料完全碾碎成粉末,物料才能通过两个成型辊导致阻力增大,使得成型辊驱动电机无法正常转动,成型辊驱动电机转速减慢导致其反向电势减少从而导致通过成型辊驱动电机的电流增加;此时通过电流传感器获取成型辊驱动电机的电机电流信息,后将电机电流信息与第一预设值比较,判断电机电流信息是否大于第一预设值,第一预设值可以由人员根据实际情况进行设定,若大于则说明电机电流信息异常成型辊驱动电机转动受阻,针对此种情况,本技术的第一解决方案为在不影响成型辊驱动电机正常使用的情况下适当增加成型辊驱动电机的功率,使其达到预设功率,具体可以通过电压调节电路增加成型辊驱动
电机两端的电压实现,若是成型辊驱动电机达到预设功率后,电流传感器再次检测的电机电流信息大于第二预设值,第二预设值为成型辊驱动电机在预设功率正常工作时的最大电流值;电机电流信息大于第二预设值说明物料通过间隙造成的阻力过大问题无法通过调节成型辊驱动电机解决。智能处理设备7进入调节模式,准备接收人员输入的成型辊调节信息。此外其中人员也可以通过手动操作智能处理设备7使得智能处理设备7进入调节模式,以获取人员输入成型辊调节信息。
51.s1:获取人员输入成型辊调节信息以及距离检测传感器85发出的距离信息;具体的:在智能处理设备7进入调节模式后,人员通过智能处理设备7的触摸屏输入成型辊调节信息到智能处理设备7中,成型辊调节信息可以是第二成型辊31与第一调节辊2之间的距离数值,同时智能处理设备7通过距离检测传感器85获取距离信息,距离信息实际为距离检测传感器85的检测数据;s2:根据成型辊调节信息驱动步进电机53转动对第二成型辊31的位置进行调节,使得距离信息与成型辊调节信息符合预置规则;具体的:智能处理设备7会根据成型辊调节信息遍历预置的电机转动表得出步进电机53转动圈数,其中电机转动表中,包括若干成型辊调节信息以及与其对应的步进电机53转动圈数,之后智能处理设备7根据步进电机53转动圈数,驱动步进电机53转动相应的圈数,以驱动调节件3转动相应的角度,从而对第二成型辊31的位置进行调节,使得第一成型辊2与第二成型辊31之间的距离增加或减少,预置规则即是距离检测传感器85的检测数据转换为第一成型辊2与第二成型辊31之间距离值所需要代入的计算公式,举例如,距离信息加上预置的特定数值的和等于成型辊调节信息后,便符合预置规则,在距离信息与成型辊调节信息符合预置规则后,智能处理设备7便停止驱动步进电机53转动,将步进电机53锁定。
52.s3:获取两个激光接收装置87接收的第一激光入射信息以及第二激光入射信息;具体的:其中,第一激光入射信息以及第二激光入射信息为检测信息的组成部分,之后智能处理设备7驱使驱动电机41转动从而使得第一成型辊2与第二成型辊31相对转动,之后智能处理设备7通过第一成型辊2上的激光接收装置87获取激光发射装置86发送的第一激光入射信息,通过第二成型辊31上的激光接收装置87获取第二激光入射信息;s4:判断第一激光入射信息的获取时间与第二激光入射信息的获取时间之间的时间差是否为零;具体的:智能处理设备7在获取第一激光入射信息与第二激光入射信息后,判断第一激光入射信息的获取时间与第二激光入射信息的获取时间之间的时间差是否为零;此处需要说明的是,由于激光发射装置86与第一成型辊2或第二成型辊31之间的位置是相对不变的,在第二成型辊31调节后,变化的是转动环83在连接环82上的相对位置,在第二成型辊31未调节时,由于伸缩管件81的长度方向垂直过第一成型辊2以及第二成型辊31的轴线,在其中一排第一成型槽21与对应的第二成型槽32正对,以对物料进行挤压成型时,第一激光入射信息与第二激光入射信息刚好被同时接收,第一激光入射信息的获取时间与第二激光入射信息的获取时间之间的时间差为零。由此可以通过第一激光入射信息与第二激光入射信息的接收时间判断第一成型槽21能否与对应的第二成型槽32正对。
53.s5:若不为零,则根据时间差遍历预置的时间差横移调整表,得出横移调节信息;
具体的:在时间差不为零,说明第一成型槽21不在与之前对应的第二成型槽32在经过第一成型辊2与第二成型辊31之间的间隙时正对,则统计出时间差的具体数值,根据预置的时间差横移调整表找出对应的横移调节信息;其中时间差横移调整表中具有时间差以及对应的横移调节信息。
54.s6:根据横移调节信息,控制电控横移机构9作出相应的动作以使得时间差为零完成调节。
55.具体的:智能处理设备7依据横移调节信息控制电动丝杆转动相应的圈数,横移调节信息可以是电动丝杆转动圈数或角度,横移调节信息可以时通过实验室测试得出数据,智能处理设备7根据横移调节信息控制电控横移机构9的电动丝杆转动相应的圈数后,使得第一成型辊2与第二成型辊31之间的转动出现相应延时或提前,从而使得第一成型辊2与第二成型辊31相对转动的过程中,第一成型槽21能够继续与第二成型槽32相正对,使得时间差为零,完成对第一成型辊2与第二成型辊31的调节。
56.当然在其他实施例中,多个第一成型槽21与多个第二成型槽32均匀阵列,沿第一成型辊2轴线的多排第一成型槽21之间间隔的距离相等,则激光发射装置86可以设置多个,相邻两个激光发射装置86之间的间隔的距离与相邻两排第一成型槽21之间间隔的距离相等,由此在第一成型辊2与第二成型辊31转动一圈后,判断是否能够在这个过程中同时获取第一激光入射信息与第二激光入射信息,即在第一成型辊2与第二成型辊31转动一圈的时间中,多次统计的时间差中存在一次,第一激光入射信息的获取时间与第二激光入射信息的获取时间之间时间差为零的,便说明第一成型槽21能够与对应的第二成型槽32在第一成型辊2与第二成型辊31之间的间隙中正对,都不为零,说明第一成型槽21无法与对应的第二成型槽32,之后通过获取最短的时间差,通过最短的时间差遍历时间差横移调整表,得出横移调节信息,调节电控横移机构9,进一步说明该实施例的原理主要理由第一成型槽21沿第一成型辊2周向分布的特性进一步改进,使得第一成型槽21在转动至第一成型辊2与第二成型辊31的间隙中能够与任意的第二成型槽32正对,便能够实现所有第一成型槽21与第二成型槽32正对的效果。
57.记录第一激光入射信息的获取时间作为第一记录时间,记录距离最近第一记录时间最近的第二激光入射信息的获取时间作为第二记录时间,计算第一记录时间与第二记录时间的时间差值,需要说明的是本实施中,第一成型辊2与第二成型辊31的激光发射装置86的数量均为n,例如n对应可以是大于10的数,连续记录n次的时间差值,判断所有时间差值是否大于预置的误差时间值,其中误差时间值是人员根据第一成型辊2与第二成型辊31的加工误差确定的,若大于预置的误差时间值,则智能处理设备7则控制提示设备,提示人员可调式造粒机出现松动或齿轮磨损异常,以便人员及时对设备进行维修。
58.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。