一种新型cnc塑料加工塑形部件
技术领域
1.本发明涉及cnc加工技术领域,更具体的说,本发明涉及一种新型cnc塑料加工塑形部件。
背景技术:
2.cnc数控机床广义指的是数控铣床,而cnc加工又分为cnc塑料加工、cnc金属加工,现有cnc塑料加工出的塑料工件较多样,其中包括圆形的管件或是轴件,而塑料加工的缺点之一就是工件的加工边缘位置容易因为热熔而产生变形,该种工件判定为不良品,需要进一步的修边塑形,现cnc加工设备大多不具备专门的修边部件,而采用人工手动修边的方式进行处理,精准度不够高,且耗费人工劳力。
技术实现要素:
3.本发明要解决的技术问题是:采用人工手动修边的方式进行处理,精准度不够高,且耗费人工劳力,针对现有技术存在的问题,提供了一种新型cnc塑料加工塑形部件。
4.本发明的目的与功效,由以下具体技术手段所达成:一种新型cnc塑料加工塑形部件,包括塑形台和压板,所述压板设置于塑形台上方;
5.所述塑形台内部固定安装有工件托台,且工件托台外壁与塑形台内壁之间开设有一圈预留槽,所述压板中心设有对应于工件托台正上方的中盘,且中盘外侧与压板内壁之间开设有一圈活动槽,所述活动槽与预留槽相对应;
6.所述中盘顶部设有传动组件,且传动组件包括步进电机、转轴、联动支架、卡块和刮刀,所述步进电机安装于中盘顶部,且转轴竖立于步进电机顶部并与步进电机传动连接,所述转轴顶部开设有卡槽,且联动支架位于卡槽外侧,所述卡块固定于联动支架靠近卡槽的一端,且卡块与卡槽卡接,所述刮刀焊接于联动支架末端,且刮刀贯穿过活动槽延伸至预留槽中。
7.进一步的优选方案:所述塑形台底壁对应预留槽的一侧可拆卸安装有盖子,且工件托台内底壁安装有内垫板,所述内垫板顶面四侧均嵌接有用于吸合工件的吸盘,提高工件放置的稳定性。
8.进一步的优选方案:所述塑形台内部前右角以及后左角均嵌入有定位套筒,且压板底面前右角以及后左角均固定有定位插轴,所述定位插轴对应于定位套筒且往下插接于定位套筒内,且定位插轴底壁与定位套筒内底壁之间固定有弹簧。
9.进一步的优选方案:所述联动支架通过卡块以及卡槽与转轴可拆卸连接,且联动支架呈l形状,所述刮刀呈弧形状,且刮刀的弧度与预留槽的弧度相符,所述刮刀随转轴旋转而沿着预留槽转动,通过刮刀对圆形的塑料工件进行修边。
10.进一步的优选方案:所述转轴顶部通过螺栓安装有连接件,且连接件底壁一侧固定有衔接块,所述衔接块衔接于卡槽顶部且贴近于卡块顶面,衔接块可抵住卡块,加固卡块与卡槽的连接。
11.进一步的优选方案:所述连接件顶部套接有顶柱,且连接件外壁设有两圈上下排布的凸起位置,所述顶柱内壁设有两圈上下排布的内凹位置,且连接件的凸起位置对应衔接于顶柱内壁的内凹位置,有效加强连接件与顶柱之间的连接性。
12.进一步的优选方案:所述顶柱外壁两侧焊接有侧架,且侧架呈l形状,所述侧架末端分别延伸至压板的前右角以及后左角且通过螺栓与压板安装,中盘间接通过步进电机、转轴、连接件和顶柱与压板安装。
13.本发明的有益效果:
14.通过工件托台承托塑料工件,且塑料工件置于工件托台内部时底壁会接触到吸盘,可将塑料工件往下按压,让塑料工件底壁与吸盘相吸合,从而提高塑料工件置于工件托台内部时的稳定性;
15.通过步进电机带动转轴旋转,刮刀沿预留槽旋转,刮刀的侧边抵住塑料工件加工边缘变形的位置,刮刀的两侧均呈尖锐状,旋转状态下的刮刀可将塑料工件加工边缘变形的位置刮下,起到修边的效果,针对圆形状的塑料工件进行修边塑形,且刮刀以转轴的旋转动力进行转动,修边较精准,提高塑料工件的品质。
附图说明
16.图1为本发明的整体结构示意图;
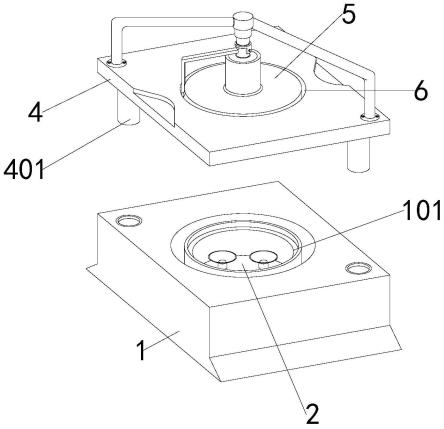
17.图2为本发明的塑形台与压板结构拆分示意图;
18.图3为本发明的塑形台结构内部示意图;
19.图4为本发明的内垫板结构示意图;
20.图5为本发明的压板结构示意图;
21.图6为本发明的步进电机结构示意图;
22.图7为本发明的连接件与顶柱结构安装内部示意图。
23.图1-图7中:塑形台1、工件托台101、预留槽102、盖子103、内垫板2、吸盘201、定位套筒3、弹簧301、压板4、定位插轴401、中盘5、活动槽6、步进电机7、转轴701、卡槽702、联动支架8、卡块801、刮刀802、连接件9、衔接块901、顶柱10、侧架1001。
具体实施方式
24.请参阅图1-图7,一种新型cnc塑料加工塑形部件,包括塑形台1和压板4,所述压板4设置于塑形台1上方;
25.所述塑形台1内部固定安装有工件托台101,且工件托台101外壁与塑形台1内壁之间开设有一圈预留槽102,所述压板4中心设有对应于工件托台101正上方的中盘5,且中盘5外侧与压板4内壁之间开设有一圈活动槽6,所述活动槽6与预留槽102相对应;
26.所述工件托台101内底壁安装有内垫板2,所述内垫板2顶面四侧均嵌接有用于吸合工件的吸盘201;
27.具体的,塑形台1可安装于cnc塑料加工设备的一侧,作为修边部件进行使用,而工件托台101的尺寸大小对应于所进行修边塑形的塑料工件,可将cnc加工完毕产生的不良塑料工件置于工件托台101内,通过工件托台101承托塑料工件,且塑料工件置于工件托台101内部时底壁会接触到吸盘201,可将塑料工件往下按压,让塑料工件底壁与吸盘201相吸合,
从而提高塑料工件置于工件托台101内部时的稳定性;
28.进一步的,塑料工件放置好后外径与托板内径相等,两者相互贴近,且塑料工件顶部恰好对应于工件托台101的顶部,而塑料工件加工边缘产生的变形位置会位于工件托台101外边缘;
29.所述中盘5顶部设有传动组件,且传动组件包括步进电机7、转轴701、联动支架8、卡块801和刮刀802,所述步进电机7安装于中盘5顶部,且转轴701竖立于步进电机7顶部并与步进电机7传动连接,所述转轴701顶部开设有卡槽702,且联动支架8位于卡槽702外侧,所述卡块801固定于联动支架8靠近卡槽702的一端,且卡块801与卡槽702卡接,所述刮刀802焊接于联动支架8末端,且刮刀802贯穿过活动槽6延伸至预留槽102中;
30.所述塑形台1内部前右角以及后左角均嵌入有定位套筒3,且压板4底面前右角以及后左角均固定有定位插轴401,所述定位插轴401对应于定位套筒3且往下插接于定位套筒3内,且定位插轴401底壁与定位套筒3内底壁之间固定有弹簧301;初始状态下弹簧301将定位插轴401往上抵,压板4悬空于塑形台1上方;
31.塑形修边步骤:
32.具体的,塑料工件加工边缘变形的位置位于工件托台101外边缘后,可将压板4往下按压,同时定位插轴401往下插入定位套筒3内,弹簧301则被定位插轴401挤压,而压板4向塑形台1顶面靠近,刮刀802下移进入预留槽102中;
33.所述联动支架8通过卡块801以及卡槽702与转轴701可拆卸连接,且联动支架8呈l形状,所述刮刀802呈弧形状,且刮刀802的弧度与预留槽102的弧度相符,所述刮刀802随转轴701旋转而沿着预留槽102转动;
34.进一步的,启动步进电机7,通过步进电机7带动转轴701旋转,而卡块801与卡槽702均呈t形状,卡块801与卡槽702连接后,联动支架8随转轴701转动而旋转,同理刮刀802沿预留槽102旋转,刮刀802的侧边抵住塑料工件加工边缘变形的位置,刮刀802的两侧均呈尖锐状,旋转状态下的刮刀802可将塑料工件加工边缘变形的位置刮下,起到修边的效果,针对圆形状的塑料工件进行修边塑形,且刮刀802以转轴701的旋转动力进行转动,修边较精准,提高塑料工件的品质;
35.再进一步的,一个塑料工件完成修边塑形后,将步进电机7暂停,再将压板4放松,通过弹簧301带动定位插轴401复位,然后将塑料工件的一边上拉,其中一个吸盘201放松对塑料工件的吸合,此时底壁呈倾斜状的塑料工件能够较轻易的与吸盘201分离,从而取下塑料工件,然后把第二个塑料工件放入工件托台101,按照上述方式对该塑料工件进行修边,操作方便,适用于批量修边加工的工作;
36.所述塑形台1底壁对应预留槽102的一侧可拆卸安装有盖子103;
37.刮刀802所刮出的废料会掉落于预留槽102中,后期可将盖子103拆卸进行清理;
38.所述转轴701顶部通过螺栓安装有连接件9,且连接件9底壁一侧固定有衔接块901,所述衔接块901衔接于卡槽702顶部且贴近于卡块801顶面;所述连接件9顶部套接有顶柱10,且连接件9外壁设有两圈上下排布的凸起位置,所述顶柱10内壁设有两圈上下排布的内凹位置,且连接件9的凸起位置对应衔接于顶柱10内壁的内凹位置;
39.所述顶柱10外壁两侧焊接有侧架1001,且侧架1001呈l形状,所述侧架1001末端分别延伸至压板4的前右角以及后左角且通过螺栓与压板4安装;
40.卡块801与卡槽702连接时,连接件9套在转轴701的上方,衔接块901可抵住卡块801,加固卡块801与卡槽702的连接,避免卡块801晃动,并且连接件9会跟随转轴701的旋转而转动,连接件9的凸起位置衔接于顶柱10内壁内凹的位置中,且连接件9的凸起位置在顶柱10内壁内凹的位置中旋转,顶柱10可保持静止状态,且连接件9外壁与顶柱10内壁凹凸对应,可有效加强连接件9与顶柱10之间的连接性,顶柱10通过侧架1001与压板4安装,使得中盘5间接通过步进电机7、转轴701、连接件9和顶柱10与压板4安装,可保持中盘5的稳定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。