1.本发明属于碳陶制备技术领域,具体涉及一种碳陶预混料均匀化装置。
背景技术:
2.采用短切纤维制备得到的碳纤维增强碳化硅陶瓷基复合材料(碳陶复合材料)具有高导热、高模量、尺寸稳定性好、各向同性等特点,被大量应用于航空航天、高端装备、空间光机等诸多领域。碳陶复合材料制备过程中,需要先将短切纤维、陶瓷前驱体等原料进行预混合,然后进行模压、高温处理等工序。然而短切纤维和陶瓷前驱体等原料预混的过程中纤维容易结块,多种原料不能充分分散均匀,导致后续高温处理过程中容易开裂或产生裂纹,碳陶复合材料成品率低。针对多种原料不能充分混匀的情况,采用挤出设备对预混料进行加热均匀化处理,能够使得多种原料混合均匀,避免碳陶生产过程中产生裂纹。然而,预混料经过挤出设备后纤维产生了沿挤出方向的取向,使最终得到的碳陶复合材料具有各向异性的特点,力学性能和热学性能在各方向上不一致,影响碳陶复合材料的使用。
3.将均匀化后有取向的预混料经造粒、混合后再进行后续工序能有效解决碳陶复合材料各向异性的问题,但是,预混料经均匀化挤出时粘性大,无法切割造粒,目前没有专门的设备对挤出后的预混料进行造粒。采用人工手动造粒、混合的工作量极大,效率低。因此,有必要提供一种碳陶预混料用均匀化装置解决上述存在的技术问题。
技术实现要素:
4.为了克服上述现有技术的缺点,本发明的目的在于提供一种碳陶预混料均匀化装置,解决了现有技术中预混料具有各向异性以及用预混料制备的碳陶复合材料成品率低的问题。
5.为了达到上述目的,本发明采用以下技术方案予以实现:一种碳陶预混料均匀化装置,包括挤出部件、垂直冷却段、剪切部件、搅拌部件和冷却介质层,挤出部件与垂直冷却段的顶部连接,垂直冷却段的底部与剪切部件连接,剪切部件底部与搅拌部件的顶部连接,冷却介质层包覆于垂直冷却段、剪切部件和搅拌部件的外侧形成冷却介质储存空间。
6.优选的,所述挤出部件的底部设置有挤出口,垂直冷却段的顶部与挤出口接通。
7.优选的,所述剪切部件包括剪切箱体,剪切箱体顶部与垂直冷却段的底部连通,剪切箱体内设有剪切机构和驱动机构。
8.优选的,所述剪切机构包括固定圆环、剪切刀、外齿轮、连接轴;固定圆环通过多根立柱与剪切箱体的内壁顶部固定连接,剪切刀和连接轴的数量大于等于3个,剪切刀环设于固定圆环的下侧,每个剪切刀均有三个端角,每个第一端角均与固定圆环铰接,每个第二端角绕第一端角水平转动至固定圆环的圆心轴位置,每个剪切刀均与两侧的剪切刀相接邻;外齿轮可转动的设置于剪切刀的外侧,外齿轮与齿轮相啮合;连接轴的一端分别与对应剪切刀的第三端角铰接,另一端与外齿轮铰接。
9.优选的,所述垂直冷却段为圆柱形结构,垂直冷却段开口直径不小于挤出口直径,
固定圆环的直径不小于垂直冷却段的开口直径。
10.优选的,所述每个剪切刀相接邻的边为刀刃边。
11.优选的,所述驱动机构包括齿轮和第一电机,第一电机与齿轮连接。
12.优选的,所述搅拌部件包括搅拌箱体、第一转动轴、第二电机、第二转动轴、第三电机和出料口,搅拌箱体两侧壁顶部分别与剪切箱体的底部两侧固定连接,第一转动轴垂直设于搅拌箱体内,第二电机设于搅拌箱体的底部中心且与第一转动轴的底部一端连接;第二转动轴水平设于第一转动轴的两侧,第二转动轴的周侧设置有l型搅拌爪,第三电机设置于第一转动轴内且与第二转动轴连接,出料口设置于搅拌箱体的底部,出料口上设置有可拆卸的封口塞。
13.优选的,所述搅拌箱体底部为中间低两边高的弧形;
14.所述出料口设有多个且环绕于第二电机的周围,出料口为搅拌箱体内最低位。
15.优选的,所述冷却介质层的底部和顶部一侧各设有冷却介质的进出口;冷却介质层的底部设置有多个支撑角;冷却介质层的底部与封口塞齐平。
16.与现有技术相比,本发明具有以下有益效果:本发明的装置在使用时,冷却介质层内通入冷却介质,使垂直冷却段、剪切部件和搅拌部件处于低温环境,预混料通过挤出口挤出后经过垂直冷却段的过程中,逐渐由有粘性有取向的预混料转化成硬度高无粘性有取向的预混料,此时,预混料进入剪切部件内,驱动机构驱动剪切机构重复收缩剪切,将连续进入的预混料切断形成小颗粒预混料,有效解决了预混料粘性大不好造粒的问题,小颗粒预混料进入搅拌部件内对其进行充分搅拌,使有取向的小颗粒预混料在不同方向上分散均匀,以便经后续工序制备得到各向同性的碳陶复合材料。采用碳陶预混料均匀化装置得到预混料均匀化程度高,制备得到各向同性的碳陶复合材料几乎无裂纹无开裂,显著提高了碳陶复合材料的成品率。
附图说明
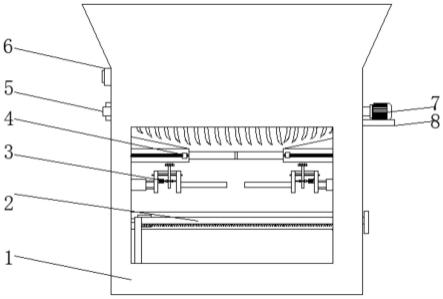
17.图1为本发明碳陶预混料均匀化装置的结构示意图;
18.图2为图1中剪切机构和驱动机构的结构示意图;
19.图3为图1中剪切机构和驱动机构使用状态的结构示意图;
20.图4为图1中出料口的结构示意图;
21.图5a为采用碳陶预混料均匀化装置制备得到的预混料进行高温碳化后的实物图;
22.图5b为未采用碳陶预混料均匀化装置得到的预混料进行高温碳化后的实物图;
23.图6为图5b中开裂样块的放大图;
24.图7a为采用碳陶预混料均匀化装置制备得到的预混料进行高温熔渗后的实物图;
25.图7b为未采用碳陶预混料均匀化装置得到的预混料进行高温熔渗后的实物图;
26.其中:1、挤出部件,11、挤出口,2、垂直冷却段,3、剪切部件,31、剪切箱体,32、剪切机构,321、固定圆环,322、剪切刀,3221、第一端角,3222、第二端角,3223、第三端角,323、外齿轮,324、连接轴,33、驱动机构,331、齿轮,332、第一电机,34、立柱,4、搅拌部件,41、搅拌箱体,42、第一转动轴,43、第二电机,44、第二转动轴,441、l型搅拌爪,45、第三电机,46、出料口,461、封口塞,5、冷却介质层,51、冷却介质储存空间,52、进出口,53、支撑角。
具体实施方式
27.为了使本技术领域的人员更好地理解本发明方案,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分的实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本发明保护的范围。
28.需要说明的是,本发明的说明书和权利要求书及上述附图中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以便这里描述的本发明的实施例能够以除了在这里图示或描述的那些以外的顺序实施。此外,术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法、系统、产品或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其它步骤或单元。
29.实施例
30.一种碳陶预混料均匀化装置,如图1所示,冷却介质层5内通入冷却介质,冷却介质层5的底部和顶部一侧各设有冷却介质的进出口52,根据冷却介质的密度确定底部或顶部为进入口,比如,当冷却介质的密度小于空气密度时,顶部为进入口,底部为出口,冷却介质层5的底部设置有多个支撑角53,将整个装置抬高,方便底部收集预混料;冷却介质层5的底部与封口塞461齐平,既不影响收集装置的放置,又方便封口塞461的开封;冷却介质充满冷却介质储存空间51使垂直冷却段2、剪切部件3和搅拌部件4处于低温环境,垂直冷却段2圆柱上端开口将挤出口11包覆在内,预混料通过挤出口11挤出后经过垂直冷却段2,逐渐由有粘性有取向的预混料转化成硬度高无粘性有取向的预混料,第一电机332驱动齿轮331逆时针转动,相应的外齿轮323顺时针进行转动,外齿轮323转动时带动连接轴324的一端转动,连接轴324的另一端带动剪切刀322以第一端角3221为圆心转动,每个剪切刀322均以第一端角3221为圆心顺时钟转动,顺时钟转动到最大角度时,第二端角3222移动至固定圆环321的位置,第一端角3221和第二端角3222之间的剪切刀边同时移动至固定圆环321的位置,五个剪切刀322中间形成了和固定圆环321直径相同的空心圆,如图2所示,此时,预混料进入剪切部件3内;第一电机332驱动齿轮331顺时针转动,相应的外齿轮323逆时针进行转动,每个剪切刀322均以第一端角3221为圆心逆时钟转动,逆时钟转动到最大角度时,第二端角3222移动至固定圆环321的圆心轴位置,而且相邻的剪切刀322的刀边相接邻,此时,五个剪切刀322在固定圆环321的中心形成了实心圆,如图3所示,此时,进入剪切部件3内的预混料被剪断;驱动机构33能够驱动剪切机构32重复收缩剪切,即第一电机332驱动齿轮331来回往复转动,从而带动外齿轮323来回往复转动,从而使冷却变硬的预混料从垂直冷却段2进入剪切部件3时,外齿轮323带动五个剪切刀322往复张开收缩,从而实现了对预混料切断造粒的过程;
31.第二电机43驱动第一转动轴42转动,同时带动第二转动轴44和l型搅拌爪441绕第一转动轴42的垂直面周向转动;第三电机45驱动第二转动轴44转动,同时带动l型搅拌爪441绕第二转动轴44的水平面周向转动,因此,l型搅拌爪441在水平面内转动的同时在垂直水平面的方向也转动,l型搅拌爪441根据搅拌箱体41底部的形状调整其大小;将已切断的
小颗粒预混料进入搅拌部件4内对其进行充分搅拌,使有取向的小颗粒预混料在不同方向上分散均匀,打开封口塞461经出料口46收集得到预混料,出料口46设有多个且环绕于第二电机43的周围,如图4所示,出料口46为搅拌箱体41内最低位,便于出料。采用该方法得到预混料均匀化程度高,经后续工序制备得到的碳陶复合材料无取向无开裂,显著提高碳陶复合材料的成品率。
32.图5a中采用碳陶预混料均匀化装置对预混料进行了均匀化步骤,高温碳化后无裂纹无开裂;图5b样块未经本发明中的碳陶预混料均匀化装置,高温碳化后开裂。
33.图6为图5b中开裂样块,取下开裂的部分后发现,该样块中存在纤维分布不均匀的现象,如图6标注出的部分为结块的纤维,高温工序中样块因预混料分布不均受到的应力不均导致开裂。
34.图7a为采用碳陶预混料均匀化装置对预混料进行了均匀化步骤,高温熔渗后无裂纹无开裂;图7b样块未经本发明中的均匀化装置,高温溶渗后开裂。实验数据均表明采用碳陶预混料均匀化装置得到预混料均匀化程度高,制备得到各向同性的碳陶复合材料几乎无裂纹无开裂,显著提高了碳陶复合材料的成品率。
35.以上内容仅为说明本发明的技术思想,不能以此限定本发明的保护范围,凡是按照本发明提出的技术思想,在技术方案基础上所做的任何改动,均落入本发明权利要求书的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。