1.本发明涉及乳制品生产技术领域,特别是涉及一种乳制品生产用杀菌方舱及其生产方法。
背景技术:
2.传统乳制品生产要采用占地面积较大的工厂进行生产加工,其中在公开号为cn216866157u的专利文献中提出在牧场就地建设乳制品生产方舱工厂,该方舱工厂在乳制品杀菌流程中设计一种杀菌方舱,具体地“杀菌方舱的密封方舱本体内设置的生产设备包括依次连接的平衡罐、过滤器、计量装置、净乳机、100t储罐、在线检测设备、ro膜浓缩装置、ro暂存罐、无菌均质装置和无菌罐
……”
但是,由于该杀菌方舱其本身建设在牧场特殊工作环境中,而牧场本身由于饲养问题会产生较重的动物排泄物的特殊味道会影响到方舱工厂的产出的产品,因此需要保障杀菌方舱在工作中始终处于较高标准的空气环境和无菌环境,目前该专利技术提出的无菌方舱采用安装空气净化机进行无菌环境的空气处理,而对于在无菌方舱工作前及工作过程中其生产空气质量以及无菌质量保障依然存在障碍,这成为乳制品生产领域技术革新和达到国家乳品生产设计规范要求需要而进一步解决的技术难题。
技术实现要素:
3.基于此,有必要针对现有技术中乳制品生产用的无菌方舱其空气质量以及无菌质量难以保障的问题,提供一种妈具备高标准空气环境质量和无菌环境质量且符合乳制品生产设计规范要求的乳制品生产用杀菌方舱及其生产方法。
4.一种乳制品生产用杀菌方舱,所述杀菌方舱通过远程操控系统控制生产,包括密封方舱本体、高空空气置换除菌系统以及室内杀菌系统;所述密封方舱本体包括无菌环境舱室、洁净喷淋门以及安装台架,所述无菌环境舱室为采用无菌防护板包绕而成的封闭舱体,所述洁净喷淋门安装于所述无菌防护板上,用于对进入所述无菌环境舱室的对象进行洁净处理,所述安装台架设置于所述无菌环境舱室内,用于安装包括物料杀菌机的乳制品生产设备;所述高空空气置换除菌系统包括风机、高空取气管以及至少三级空气过滤器,所述风机安装于所述无菌环境舱室的顶部外侧,所述高空取气管竖直安装于高空位置并与所述风机的送风口连接,所述三级空气过滤器相互串联安装于所述无菌环境舱室的顶部内侧,所述三级过滤器与所述风机的出风口连接;所述室内杀菌系统包括安装于所述无菌环境舱室内的紫外线杀菌装置、喷雾式杀菌装置、熏蒸式杀菌装置、以及臭氧杀菌装置中的至少一种。
5.在其中一实施例中,所述三级空气过滤器包括顺次连接的粗效过滤器、中效过滤器以及高效过滤器,用于对进入所述无菌环境舱室内的空气进行过滤和除菌。
6.在其中一实施例中,所述粗效过滤器与所述中效过滤器之间串联安装有湿度调节装置与温度调节装置,用于调节控制进入到所述无菌环境舱室内空气的湿度与温度。
7.在其中一实施例中,所述物料杀菌机包括蒸汽式物料杀菌机、电加热式物料杀菌机、微波式物料杀菌机、紫外线式物料杀菌机、红外线式物料杀菌机以及离子式物料杀菌机中的任何一种。
8.在其中一实施例中,所述无菌环境舱室内设置有环境压力调节装置,所述环境压力调节装置包括与远程操控系统电性连接的压力监测器、压力报警器以及压力控制器,用于监测并判断所述无菌环境舱室的压力是否处于正常状态。
9.在其中一实施例中,所述无菌环境舱室的无菌防护板包括由外而内依次设置的防护层、保温层以及洁净层,所述防护层采用抗压材料制成,所述保温层为防火材料制成,所述洁净层采用洁净板材制成。
10.在其中一实施例中,所述无菌环境舱室内设置有若干支撑柱,各所述支撑柱分别相互连接并设置于所述无菌防护板上。
11.在其中一实施例中,所述无菌防护板围设而成的所述无菌环境舱室的各个角部均设置为阴阳角。
12.在其中一实施例中,所述无菌环境舱室内的各乳制品生产设备及其连接管路上分别安装有在线温度传感器、在线检测仪以及在线压力传感器中的至少一种。
13.一种如上述实施例中任一项所述的乳制品生产用杀菌方舱的生产方法,包括下述步骤:杀菌方舱的远程操控系统获取乳制品订单需求;根据订单需求物料杀菌机选择采用巴氏杀菌或超高温杀菌方式生产;杀菌方舱的远程操控系统检查无菌环境舱室的气密性是否正常;当无菌环境舱室的气密性正常时,控制启动高空空气置换除菌系统和室内杀菌系统对无菌环境舱室进行杀菌处理;杀菌方舱的远程操控系统控制无菌环境舱室处于正压状态并保持在预设压力范围内;当检测无菌环境舱室的洁净度和压力均符合预设标准值时,则远程操控系统控制无菌环境舱室的净乳机和均质机同时自动启动工作;当监测到均质机的均质压力值和温度值均达到预设值时,则远程操控系统控制物料杀菌机自动启动工作;当监测到物料杀菌机的杀菌温度值和杀菌时间值均达到预设值时,则远程操控系统控制无菌罐自动启动工作。
14.上述乳制品生产用杀菌方舱及其生产方法,在杀菌方舱工作时,通过在封闭舱体的无菌环境舱室设置高空空气置换除菌系统实现对无菌方舱的空气有效置换,具体地该置换除菌系统使用风机将高空取气管获取的高空位置处未被牧场气味污染的空气吸入到三级空气过滤器进行过滤和除菌以获取高洁净度无味的高质量空气,从而确保杀菌方舱生产的产品无牧场上特殊味道;进一步通过在无菌环境舱室设置室内杀菌系统实现对杀菌设备以及相关设施的杀菌处理和对于进出杀菌方舱的对象采用洁净喷淋门进行消杀以确保杀菌方舱在生产作业时始终处于高质量无菌环境;并且通过远程操控系统对杀菌操作处理实现无人化高效执行杀菌作业进一步降低乳制品生产污染率,从而能够达到在高标准空气环境和无菌环境下生产乳制品。
附图说明
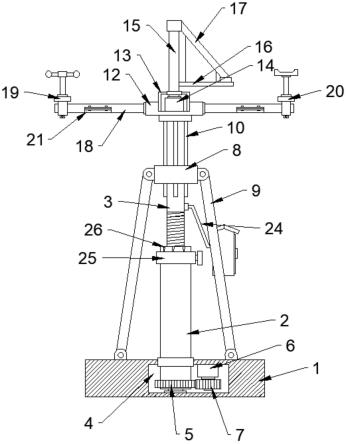
15.图1为一实施例的乳制品生产用杀菌方舱的立体结构示意图。
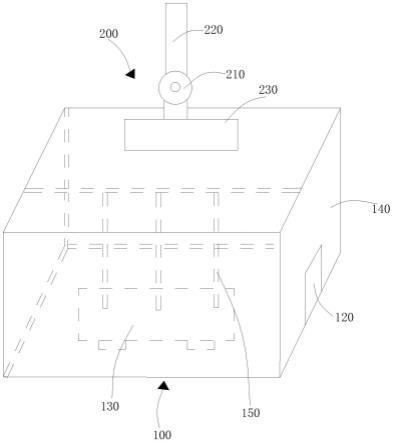
16.图2为一实施例的高空空气置换除菌系统的结构示意图。
17.图3为一实施例的乳制品生产用杀菌方舱的平面结构示意图。
18.图4为一实施例的乳制品生产用杀菌方舱的无菌防护板的结构示意图。
19.图5为一实施例的乳制品生产用杀菌方舱的生产方法流程示意图。
具体实施方式
20.为了便于理解本技术,下面将参照相关附图对本技术进行更全面的描述。附图中给出了本技术的较佳实施方式。但是,本技术可以以许多不同的形式来实现,并不限于本文所描述的实施方式。相反地,提供这些实施方式的目的是使对本技术的公开内容理解的更加透彻全面。
21.需要说明的是,当元件被称为“设置于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”、“顶部”、“底部”、“底端”、“顶端”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
22.除非另有定义,本文所使用的所有的技术和科学术语与属于本技术的技术领域的技术人员通常理解的含义相同。本文中在本技术的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本技术。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
23.在一实施方式中,一种乳制品生产用杀菌方舱,所述杀菌方舱通过远程操控系统控制生产,包括密封方舱本体、高空空气置换除菌系统以及室内杀菌系统;所述密封方舱本体包括无菌环境舱室、洁净喷淋门以及安装台架,所述无菌环境舱室为采用无菌防护板包绕而成的封闭舱体,所述洁净喷淋门安装于所述无菌防护板上,用于对进入所述无菌环境舱室的对象进行洁净处理,所述安装台架设置于所述无菌环境舱室内,用于安装包括物料杀菌机的乳制品生产设备;所述高空空气置换除菌系统包括风机、高空取气管以及至少三级空气过滤器,所述风机安装于所述无菌环境舱室的顶部外侧,所述高空取气管竖直安装于高空位置并与所述风机的送风口连接,所述三级空气过滤器相互串联安装于所述无菌环境舱室的顶部内侧,所述三级过滤器与所述风机的出风口连接;所述室内杀菌系统包括安装于所述无菌环境舱室内的紫外线杀菌装置、喷雾式杀菌装置、熏蒸式杀菌装置、以及臭氧杀菌装置中的至少一种。
24.在另一实施方式中,一种乳制品生产用杀菌方舱的生产方法,包括下述步骤:杀菌方舱的远程操控系统获取乳制品订单需求;根据订单需求物料杀菌机选择采用巴氏杀菌或超高温杀菌方式生产;杀菌方舱的远程操控系统检查无菌环境舱室的气密性是否正常;当无菌环境舱室的气密性正常时,控制启动高空空气置换除菌系统和室内杀菌系统对无菌环境舱室进行杀菌处理;
杀菌方舱的远程操控系统控制无菌环境舱室处于正压状态并保持在预设压力范围内;当检测无菌环境舱室的洁净度和压力均符合预设标准值时,则远程操控系统控制无菌环境舱室的净乳机和均质机同时自动启动工作;当监测到均质机的均质压力值和温度值均达到预设值时,则远程操控系统控制物料杀菌机自动启动工作;当监测到物料杀菌机的杀菌温度值和杀菌时间值均达到预设值时,则远程操控系统控制无菌罐自动启动工作。
25.上述乳制品生产用杀菌方舱及其生产方法,在杀菌方舱工作时,通过在封闭舱体的无菌环境舱室设置高空空气置换除菌系统实现对无菌方舱的空气有效置换,具体地该置换除菌系统使用风机将高空取气管获取的高空位置处未被牧场气味污染的空气吸入到三级空气过滤器进行过滤和除菌以获取高洁净度无味的高质量空气,从而确保杀菌方舱生产的产品无牧场上特殊味道;进一步通过在无菌环境舱室设置室内杀菌系统实现对杀菌设备以及相关设施的杀菌处理和对于进出杀菌方舱的对象采用洁净喷淋门进行消杀以确保杀菌方舱在生产作业时始终处于高质量无菌环境;并且通过远程操控系统对杀菌操作处理实现无人化高效执行杀菌作业进一步降低乳制品生产污染率,从而能够达到在高标准空气环境和无菌环境下生产乳制品。
26.下面结合具体实施例对乳制品生产用杀菌方舱的发明构思进行详细说明。请参阅图1至图3,在其中一实施例中,一种乳制品生产用杀菌方舱,包括密封方舱本体100、高空空气置换除菌系统200以及室内杀菌系统300;其中,密封方舱本体100是用于安装乳制品生产设备的结构体,其外在结构样式可参见专利cn216866157u公开的密封方舱本体结构,可以是矩形结构体、圆形结构体以及异形结构体中的任何一种,在本实施例中不做赘述。其中,高空空气置换除菌系统200是安装在密封方舱本体100上方并连通密封方舱本体100内外部的高空空气置换设施,主要用于将牧场中高空中没有被牧场气味污染的空气吸入到密封方舱本体内,并进行空气循环置换以获取高质量标准的无味道空气,以便于针对乳制品生产设计规范要求(规范标准:要求牧场建厂要至少距离牧场3公里以外,以避免生产的产品有牧场奶牛粪便气味),而本发明最主要的发明构思在于通过在牧场上建设方舱工厂时满足该设计规范而采取高空取空气的方法实施以获取到没有被污染到的高空相对洁净无特殊气味的空气;其中,室内杀菌系统300是安装在密封方舱本体100内的杀菌设施,用于对密封方舱本体100的内部环境及相关设备设施进行消杀以确保生产设备设施无菌化生产。
27.具体地,所述密封方舱本体100包括无菌环境舱室110、洁净喷淋门120以及安装台架130,所述无菌环境舱室110为采用无菌防护板140包绕而成的封闭舱体,所述洁净喷淋门120安装于所述无菌防护板140上,用于对进入所述无菌环境舱室110的对象进行消毒,所述安装台架130设置于所述无菌环境舱室110内,用于安装包括物料杀菌机400的乳制品生产设备。
28.需要说明的是,无菌环境舱室110是具有容置空间的密闭结构,其具体采用无菌防护板140围设而成。为了避免积灰,在一具体实施例中,无菌防护板140围设而成的无菌环境舱室110的各个角部均设置阴阳角。这样通过设置阴阳角可以有效减少灰尘堆积。其中,洁净喷淋门120可以是食品厂、防疫物资生产厂或实验室进出经常使用到的喷淋门,对进出对
象进行身体上灰尘等进行洁净处理。其中,安装台架130是用于安装相关杀菌设备或设施的辅助结构件,其具体结构样式可以是支撑板、螺丝结构件、楼梯台架亦或其他类型紧固组件等一种或多种结构体,用于将乳制品生产相关设备(例如:净乳机、均质机、杀菌机等)进行固定安装在无菌环境舱室内,具体根据安装需要进行设计选择,在本案中不做具体限制和详细赘述。在一种安装方式下,安装台架130为多层结构台架,乳制品生产设备分安装在多层台架上。进一步地,该多层结构台架具有攀爬梯。从而有利于在有限的无菌环境舱室中有效节约设备安装占地空间。
29.在其中一实施例中,请一并参阅图4,所述无菌环境舱室的无菌防护板140包括由外而内依次设置的防护层141、保温层142以及洁净层143,所述防护层141采用抗压材料制成,所述保温层142为防火材料制成,所述洁净层143采用洁净板材制成。在其中一具体实施例中,防护层141、保温层142以及洁净层143相互粘合设置。其采用的粘合方式可以采用胶粘或其他粘合方式,在本实施例中不做具体限制。
30.需要说明的是,由于防护层141是构成无菌环境舱室的主体结构,因此采用抗压材料制作以保证其结构稳定性,这样在安装及运输过程中可有效降低形变发生率。具体地,抗压材料可以选用高强度的金属材料(波纹板、方钢、不锈钢、铝合金等)或硬质塑料等,工程选用时要求这些材料有较高的屈服强度、抗拉强度、抗压强度以及抗弯强度等。其中,保温层142可以采用石棉、泡沫等具有良好保温效果的材料制成,优选采用隔热系数至少为0.4以上的隔热材料。其中,洁净层143为无菌环境舱室最里层结构,其直接面向杀菌设备实施,一般可以采用环氧树脂、pvc板等高洁净度的材料制成。
31.为了进一步提升无菌环境舱室110的结构稳定性,在其中一实施例中,所述无菌环境舱室110内设置有若干支撑柱150,各所述支撑柱150分别相互连接并设置于所述无菌防护板140上。应该理解的是,无菌环境舱室110若仅依靠强度较高的防护层141直接围设而成,其结构稳定性容易遭受外力影响。为了进一步强化其结构稳定性,通过设计基本安装框架,然后将防护板安装在安装框架上,则不仅稳定性良好且便于安装。具体地,通过在无菌环境舱室110的角部位置分别沿竖直方向设立支撑柱150,并且在相邻两个支撑柱150之间搭设支撑柱150连接,这样可以通过多个支撑柱150搭建形成结构稳定的框架,通过在框架上设置安装无菌防护板140,则可以有效确保无菌防护板140的安装稳定性。同时,如果无菌环境舱室110设计结构尺寸较大也可以在无菌环境舱室110的中部位置支撑设置若干支撑柱150,以保障整个无菌环境舱室110空间的结构稳定性。需要说明的是,上述这种框架安装防护板的方式属于两种结构在外部进行相互连接。另外一种安装方式,可以通过将支撑柱直接在防护层141内设置,支撑柱起到加强筋的加固作用。即,支撑柱150可以设置在无菌防护板140的外部或者其内部以实现其加固作用。
32.具体地,所述高空空气置换除菌系统200包括风机210、高空取气管220和至少三级空气过滤器230,所述风机210安装于所述无菌环境舱室110的顶部外侧,所述高空取气管220竖直安装于高空位置并与所述风机的送风口连接,所述三级空气过滤器230相互串联安装于所述无菌环境舱室110的顶部内侧,所述三级过滤器230与所述风机210的出风口连接。具体地,风机210是用于将气体吸入或排出的流体机械,可以采用离心风机或其他型号的风机,具体根据无菌环境舱室110的无菌压力需求设计选择,在此不做赘述,且沿竖直方向设置,目的在于通过风机获取在牧场高空位置无牧场气味污染的洁净空气。在其中一具体实
施例中,高空取气管220的高度至少大于15米。需要说明的是,高空取气管220的高度设计是为了严格遵守乳制品生产设计规范要求根据实际生产发明人反复根据多次实验研究得到能够获取到没有被牧场粪便污染的高空洁净空气,以避免生产出的乳制品产品存在牧场特殊气味而不符合生产标准。
33.在其中一实施例中,所述三级空气过滤器230包括顺次连接的粗效过滤器231、中效过滤器232以及高效过滤器233,用于对进入到所述无菌环境舱室110内的空气进行过滤和除菌。具体地,粗效过滤器231主要采用纱膜滤网过滤,其中,纱膜滤网过滤的孔径大约200目左右,以实现对空气中粉尘颗粒物进行吸附。其中,中效过滤器232主要针对空气中pm2.5的污染物进行吸附,其滤芯可以采用毛毡滤网来处理空气。进一步地,中效过滤器232还具有活性炭过滤层,用于去除特殊气味。其中,高效过滤器233可以采用包括玻璃纤维纸等多层滤芯来实现对空气中细菌进行消杀处理。需要说明的是,粗效过滤器231、中效过滤器232以及高效过滤器233相互串接形成空气循环系统,将外部空气吸入净化后将无菌环境舱室110内的空气置换掉,无菌环境舱室110内的气体被三级空气过滤器230吸收之后再做净化处理,以实现空气循环净化处理。即:高空空气置换除菌系统200对外部进入到无菌环境舱室110的空气进行净化处理,同时也针对无菌环境舱室110内产生的气体进行循环吸收再进行净化处理,从而实现对空气置换循环过程中的空气污染物进行有效处理,在降低能耗的同时以保证无菌环境舱室110内的空气质量。
34.进一步地,所述粗效过滤器231与所述中效过滤器232之间串联安装有湿度调节装置234与温度调节装置235,用于调节控制进入到所述无菌环境舱室内的空气湿度与温度。即,在粗效过滤器231与中效过滤器232之间的串接管道上安装有用于去除空气湿度和控制空气温度的装置,以保证空气的湿度指标和温度指标符合洁净车间生产标准。具体地,湿度调节装置234包括除湿机和加湿机,主要由热交换器、压缩机、风扇、水箱、电路控制器及外壳组成,具体由进风扇将潮湿空气抽入机内,经过制冷系统(压缩机,蒸发器,冷凝器)相互作用下凝结成霜,系统自动升温化霜成水流入盛水箱, 产生出干燥空气排出, 如此循环使室内湿度降低,潮湿空间逐步达到干爽的效果。其中,温度调节装置235可以是参阅自动空调,其利用自动空调进行温度调节实现对经过的空气进行温度调整。
35.在其中一实施例中,无菌环境舱室内设置有环境压力调节装置500,所述环境压力调节装置包括与远程操控系统电性连接的压力监测器、压力报警器以及压力控制器,用于监测并判断所述无菌环境舱室的压力是否处于正常状态。需要说明的是,无菌环境舱室有三种压力情况:当处于正常工作状态下,为了严格保证其工作环境密闭性,需要维持无菌环境舱室压力处于平稳微正压状态,经验操作要求保持在预设的1.5mpa左右为合适压力;当在技术检修时会因为打开方舱的舱门使得无菌环境舱室处于常压状态,属于检修状态;当正常工作时由于方舱本身密封不良问题导致微正压不正常地恢复到常压状态,属于密封泄露状态。其中,工作中正压状态的保持可以采用风机调节方式实现,所述压力控制器与所述风机210联锁设置,当所述压力监测器监测到所述无菌环境舱室内的气压值小于预设值时,则控制所述风机启动运行用于维持微正压。应该理解的是,在杀菌方舱正常工作状态下,当无菌环境舱室内的气压值小于预设值时,说明无菌环境舱室发生密封泄露问题或者风机启动不足,此时要及时启动风机,若依然无法保持则检查杀菌方舱气密性,很可能气密性遭到破坏导致,此时要及时停运杀菌方舱工作展开检修。
36.具体地,所述室内杀菌系统300包括安装于所述无菌环境舱室内的紫外线杀菌装置310、喷雾式杀菌装置320、熏蒸式杀菌装置以及臭氧杀菌装置330中的至少一种。在其中一具体实施例中,所述紫外线杀菌装置310为若干安装于所述无菌环境舱室侧壁的紫外线消毒灯。在其中一具体实施例中,所述喷雾式杀菌装置320安装于所述无菌环境舱室的中央位置。在其中一具体实施例中,所述臭氧杀菌装置330设立于所述无菌环境舱室靠近所述洁净喷淋门的一侧。即,无菌环境舱室110内在不同安装位置可以选择设置一种或多种杀菌设施,以实现对无菌环境舱室内的杀菌设备及设施进行消杀,以确保杀菌设备环境处于无菌状态。
37.为了实时在线监测乳制品杀菌方舱生产过程的各项数据指标,在其中一实施例中,所述无菌环境舱室内的各乳制品生产设备及其连接管路上分别安装有在线温度传感器、在线检测仪以及在线压力传感器中的至少一种。其中,无菌环境舱室内的乳制品生产设备包括顺序连接的净乳机600以及均质机700,物料杀菌机安装在均质机700之后的连接管道上。物料杀菌机占地面积较大,几乎占据无菌环境舱室内一半的空间,喷雾式杀菌装置320安装于净乳机600和均质机700与物料杀菌机之间的中央位置。在其中一实施例中,所述物料杀菌机包括蒸汽式物料杀菌机、电加热式物料杀菌机、微波式物料杀菌机、紫外线式物料杀菌机、红外线式物料杀菌机以及离子式物料杀菌机中的任何一种。即,物料杀菌机的杀菌机理可以是多种方式,在本案中不做具体限制。其中,在线监测仪器根据具体的乳制品生产设备选择。净乳机和均质机主要监测压力值和温度值,进入方舱的管道上安装有在线检测仪,用于监测准备生产的原奶是否满足质量标准。在其中一具体实施例中,杀菌方舱的乳制品生产设备的开关以及连接管路上的阀门均设置为自动阀。自动阀可以是气动阀或电动阀。这样可以实现远程操控各个设备以实现杀菌自动化控制。
38.上述乳制品生产用杀菌方舱,通过在封闭舱体的无菌环境舱室设置高空空气置换除菌系统实现对无菌方舱的空气有效置换,具体地该置换除菌系统使用风机将高空取气管获取的高空位置处未被牧场气味污染的空气吸入到三级空气过滤器进行过滤和除菌以获取高洁净度无味的高质量空气,从而确保杀菌方舱生产的产品无牧场上特殊味道;进一步通过在无菌环境舱室设置室内杀菌系统实现对杀菌设备以及相关设施的杀菌处理和对于进出杀菌方舱的对象采用洁净喷淋门进行消杀以确保杀菌方舱在生产作业时始终处于高质量无菌环境;并且通过远程操控系统对杀菌操作处理实现无人化高效执行杀菌作业进一步降低乳制品生产污染率,从而能够达到在高标准空气环境和无菌环境下生产乳制品。
39.在其中一实施方式中,请一并参阅图5,一种如上述实施例中任一项所述的乳制品生产用杀菌方舱的生产方法,包括下述步骤:s110:杀菌方舱的远程操控系统获取乳制品订单需求;即,杀菌方舱的工作方式全程采用远程操控实施,杀菌方舱内的杀菌设备包括净乳机、均质机、物料杀菌机、风机、三级空气过滤器、紫外线杀菌装置、臭氧杀菌装置等启动或停运均采用自动控制方式和远程操控系统进行电性连接,从而在杀菌过程中无需就地操作,这样可实现无人化操作,以确保杀菌环境的人员带来的污染问题。同时由于杀菌方舱生产产能有限,因此要根据订单需求来确定杀菌产能,在尽快可能提高生产效率的同时可以避免能源的浪费。
40.s120:根据订单需求物料杀菌机选择采用巴氏杀菌或超高温杀菌方式生产;
即,乳制品生产环节中关键环节是对原奶进行杀菌处理,通常根据生产的乳制品类型选择不同的杀菌方式,主要包括巴氏杀菌和超高温杀菌。而杀菌要求主要通过物料杀菌机实现,因此在杀菌操作前首先确定物料杀菌产品类型,然后确定准备启动的物料杀菌机杀菌类型以做好杀菌准备工作。
41.s130:杀菌方舱的远程操控系统检查无菌环境舱室的气密性是否正常;由于杀菌方舱生产时要求在密封环境下生产,因此在启动准备工作时要检查无菌环境舱室的气密性是否正常。具体可以通过环境压力调节装置进行监控和调节来实现,正常工作要求无菌环境舱室的保持微正压状态,若不满足密封条件则无法启动杀菌工作。
42.s140:当无菌环境舱室的气密性正常时,控制启动高空空气置换除菌系统和室内杀菌系统对无菌环境舱室进行杀菌处理;在杀菌方舱工作前确保杀菌方舱环境无菌,具体通过远程控制来启动高空空气置换除菌系统和室内杀菌系统分别对无菌环境舱室的空气进行高空取空气以确保高质量空气获取以及对杀菌设备及相关设施进行消杀处理,以确保杀菌方舱的生产环境处于无菌洁净状态下和高质量空气环境,从而确保高标准无菌化和高空气质量标准操作。
43.s150:杀菌方舱的远程操控系统控制无菌环境舱室处于正压状态并保持在预设压力范围内;即,在杀菌方舱工作状态下,无菌环境舱室处于正压状态,同时要一直确保保持在预设压力范围内的正压,以保障全过程在密闭环境下实施,以避免因为其气密性破坏而使得无菌环境舱室无法在密封下生产,从而不满足高标准无菌化环境生产的标准。
44.s160:当检测无菌环境舱室的洁净度和压力均符合预设标准值时,则远程操控系统控制无菌环境舱室的净乳机和均质机同时自动启动工作;需要说明的是,在启动时杀菌操作前首先要检测进入杀菌方舱的原奶质量是否达到标准质量指标,当达到标准质量值时才开启杀菌操作流程。进一步地需要确保杀菌操作在满足高标准洁净度的条件下生产,因此要进行洁净度标准监测。需要说明的是,本案的乳制品杀菌方舱要求的洁净度级别至少为100000级,即:≥0.5μm尘粒的最大允许数为3500000每立方米,≥5μm的最大尘粒数为60000每立方米。其中,洁净度检测可采用手持式激光尘埃粒子计数器,其能同时对三个粒径档进行检测。而无菌环境舱室的洁净度是通过高空空气置换除菌系统以及室内杀菌系统实现。在满足原奶质量和环境洁净度标准的准备工作之后,远程操控系统控制原奶进入杀菌方舱首先进入净乳机以去除乳液中的机械杂质并减少微生物的数量,其可以采用过滤净化或离心净化等,然后经过净乳处理的乳液进入到均质机实现乳液中脂肪球直径减小到2μm以下,从而大大延缓脂肪球上浮,达均质效果。
45.s170:当监测到均质机的均质压力值和温度值均达到预设值时,则远程操控系统控制物料杀菌机自动启动工作;即,均质机的工作指标完成情况主要依据均质压力值和温度值来监测,当二者数值达到预设标准值时则物料杀菌机会根据联锁设置反应自动开启工作进行对乳制品进行巴氏杀菌或超高温杀菌。而均质机的压力值和温度值将直接通过就地安装的传感器将相关数据传输到远程操控系统盘面实时监控,当监测达到预设值时,根据远程系统设计将自动触发物料杀菌机启动工作。
46.s180:当监测到物料杀菌机的杀菌温度值和杀菌时间值均达到预设值时,则远程
操控系统控制无菌罐自动启动工作。
47.物料杀菌机的工作指标完成情况主要依据杀菌温度值和杀菌时间值进行监测,当二者数值达到预设标准值时则物料杀菌机的杀菌工作完成,此时杀菌后的乳制品即可进行保存,会根据阀门联锁设置反应远程操控系统自动控制无菌罐启动开始收集杀菌后的乳制品。
48.上述乳制品生产用杀菌方舱的生产方法,通过远程操控系统对杀菌操作处理实现无人化高效执行杀菌作业有效降低乳制品生产污染率,具体通过乳制品生产系统的订单需求选择杀菌方式,然后启动高空空气置换除菌系统实现对无菌方舱的空气有效置换以获取高质量空气环境来进行杀菌生产,进一步启动无菌环境舱室的室内杀菌系统实现对杀菌设备以及相关设施的杀菌处理以确保杀菌方舱的无菌洁净度达标;继而启动对应的净乳机和均质机进行乳制品净化和均质操作,当达到预设的压力值和温度值时,对应自动开启物料杀菌机开启乳制品物料杀菌,当监测到物料杀菌机的杀菌温度值和杀菌时间值均达标时证明杀菌工作结束,继而开始无菌罐进行乳制品收集操做,这样实现杀菌方舱的生产顺利进行,从而能够达到高标准无菌环境和高标准空气质量的乳制品生产。
49.以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
50.以上所述实施例仅表达了本技术的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对申请专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本技术构思的前提下,还可以做出若干变形和改进,这些都属于本技术的保护范围。因此,本技术专利的保护范围应以所附权利要求为准。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。