1.本公开涉及一种适用于对用于制造轧制和焊接管的金属带材进行压花的压花辊。
背景技术:
2.焊接管道和管通常通过将扁平金属带材纵向成形为几乎完整的管并且然后将两个边缘焊接在一起而制成。辊轧成形管有许多应用领域,例如在hvac & r市场(加热、通风、空调和制冷)的领域中。在该技术领域内,环境需求推动了朝向具有提高效率的空调和制冷设备的发展。响应于此,相对于标准的顺利解决方案,已经努力提供较小直径的管,其具有各式各样的内表面增强,能够增加它们的传热系数。制造先进产品(诸如用于热交换应用的具有内表面图案的小直径焊接管)的方法必须使产品具有最小的不期望的内部不规则性,以获得最佳的流动特性和传热。随着对降低成本的要求的增加,一直希望以铝管的形式提供铜管的替代品,传统上铜管在空调和制冷设备中的使用占主导地位。因此,期望找到一种方法来制造铝管,其具有对于在诸如hvac & r领域内的应用的目的具有竞争性的特性。
技术实现要素:
3.本公开涉及一种压花辊,借助于该压花辊可以预成形金属带材以便促进焊接并产生具有改进的焊接质量的最终管产品。本公开的压花辊具有圆柱形表面,该圆柱形表面包括具有压花图案的中心部分和布置在中心部分的每一侧上的侧部部分。侧部部分没有压花图案,并且在中心部分的每一侧上、在中心部分和侧部部分之间沿着压花辊的圆柱形表面设置有周向缓冲通道。缓冲通道被构造成容纳由于压花图案的压印而侧向移位的材料,并且由此产生具有压花表面图案和在外纵向边缘处的改善的平直度的预成形带材。
4.压花辊的中心部分上的压花图案优选地包括多个细长的凹槽,这些细长的凹槽具有一定深度并且相对于压花辊的旋转方向成角度地布置。压花图案的凹槽深度优选地低于0.35 mm。
5.压花辊的中心部分可由中心压花图案辊组组成,并且侧部部分可由侧辊组成。然后,侧辊被布置在中心压花辊组的每一侧上,并且中心压花图案辊组具有形成压花辊的中心部分的圆柱形表面,并且侧辊具有形成压花辊的侧部部分的圆柱形表面。这样,获得了关于压花图案的灵活性。中心压花图案辊组和侧辊的圆柱形表面可以在中心压花图案辊组和侧辊之间的界面处具有斜切边缘,使得周向缓冲通道在所述界面处由中心压花图案辊组的斜切边缘和侧辊的斜切边缘形成,这允许以方便的方式获得缓冲通道。
6.有利地,由中心压花图案辊组的斜切边缘和侧辊的斜切边缘形成的周向缓冲通道的深度小于压花图案凹槽的深度,优选地为压花图案凹槽的深度的50-70%。因此,缓冲通道可以容纳移位的材料,而不会不利地影响成品管产品的流动特性。
7.压花辊的圆柱形表面可适当地具有15 mm或更大的总宽度,并且中心部分具有为总宽度的85-99%的宽度,以适当地允许预成形用于制造hvac & r应用的热交换器管的带材。
8.压花辊的中心部分可包括压花图案辊组,该压花图案辊组包括一个或多个具有圆柱形压花表面的压花图案盘,该圆柱形压花表面具有设置在其上的相同或不同的压花图案,以便允许在压花图案的选择方面具有灵活性。压花图案辊组还可包括位于每个压花图案盘之间的平滑间隔环,每个间隔环的圆柱形表面与中心部分的在凹槽之间的圆柱形表面齐平。这允许压花图案的进一步灵活性。
9.压花图案盘和可选地包括的平滑间隔环优选地在它们之间的界面处具有斜切边缘。这使得材料中的局部应力最小化,并因此降低了工具断裂的风险。
10.压花辊的中心部分上的压花图案优选地包括布置在中心部分的圆柱形表面中的多个凹槽,并且每个侧部部分的圆柱形表面与中心部分的在凹槽之间的圆柱形表面适当地齐平,以便促进随后的焊接过程。
附图说明
11.图1是预成形装置的示意图;图2是根据本公开的压花辊的示例的分解透视图;图3a是图2的压花辊的截面视图;图3b是图3a中所示的圈出细节的截面视图;图3c是图3b中所示的圈出细节的截面视图;图4示意性地示出了根据本公开的示例的压花辊的细节;图5示意性地示出了根据本公开的另一示例的压花辊的细节;图6示出了具有内部压花图案的管的局部截面视图;图7示意性地示出了已经由根据本公开的压花辊预成形的带材的边缘。
具体实施方式
12.本公开涉及一种在用于使金属带材预成形以用于制造管的工具中使用的压花辊。压花辊具有圆柱形表面,该圆柱形表面包括具有压花图案的中心部分和布置在中心部分的每一侧上的侧部部分。侧部部分没有压花图案。在中心部分的每一侧上,在中心部分和侧部部分之间,沿着压花辊的圆柱形表面设置周向缓冲通道。借助于本发明的压花辊,金属带材可以预成形,以便促进焊接,并产生具有改进的焊接质量的最终管产品。
13.最终产品可以适当地是由铝或其合金制成的直径为20 mm或更小、优选地5-10 mm的先进小直径管产品。管产品优选地被制造成具有超过500 m,优选地超过1000 m的长度的连续管卷材,这样的管产品例如在加热、通风、空调或制冷的领域中得到应用。
14.焊接管辊轧成形的过程包括将预成形的带材辊轧成形为管状形状,并借助于在感应加热焊接卷材中的高频焊接将带材的纵向边缘焊接在一起以便获得管。为了实现这一点,将带材馈送到成形轧机或装置中,该成形轧机或装置通过由尽可能多的成形辊执行的不同连续成形步骤来使带材成形。当带材穿过焊接卷材时,在焊接卷材周围感应出电磁场,该电磁场感应出在带材中流动的电流,该电流主要集中在待接合的边缘处。金属对电流的阻抗在这些边缘处产生必要的热量发展,所述边缘迅速达到熔点。当边缘仍处于熔融状态时,由于与侧挤压辊的相互作用,这些边缘被锻造在一起,所述侧挤压辊在带材上施加力,并因此在两个边缘的界面处产生所需的压力。当传递通过焊接辊时,氧化金属和熔融金属
被挤出接头,并且干净的下层金属被结合。在焊接之后,以定大小辊(sizing roll)结束该过程,从而为管提供期望的最终几何形状。
15.由金属带材生产先进的管产品,诸如用于热交换应用的具有内表面图案的小直径焊接管,包括两阶段过程,包括预成形带材的阶段,以及将带材辊轧成形为管状形状并将其焊接成管的阶段。
16.在由铝带材制成的辊轧成形并且焊接的管的制造中,重要的是减轻由于铝材料的特性而可能出现的问题。为了获得所期望的传热性能,管具有内部压花表面图案。优选地,应将带材宽度的变化保持在极小值,以提高焊接过程中的稳定性和成品管产品的质量。
17.带材通常以坯料带材卷材的形式提供给预成形阶段,在预成形阶段中,带材准备就绪以便在下一阶段中进行管成形和焊接。预成形阶段包括如下步骤:在将形成管的内部的表面上对该带材压花,以获得将形成管的内部凹槽的压花图案。在预成形阶段之后,带材可以适当地以卷材的形式储存,直到它被辊轧成形并以管的形式焊接。
18.在压花站中执行压花过程,该压花过程包括在带材上执行的冷变形过程,目的是获得表面图案。压花辊的中心部分上的压花图案优选地包括多个细长的凹槽,这些细长的凹槽具有一定深度并且相对于压花辊的旋转方向成角度地布置。压花辊图案的凹槽深度优选地低于0.35 mm。可以应用各种压花图案,例如螺旋图案改善蒸发应用中的性能,并且人字形图案改善冷凝应用中的性能。
19.通过压花将所期望的图案施加到带材表面上是冷辊轧成形过程,其中将坯料带材馈送到施加必要成形压力的包括压花辊和支承辊的对辊系统中。压花辊具有圆柱形表面,该圆柱形表面包括具有压花图案的中心部分和布置在中心部分的每一侧上的侧部部分。侧部部分没有压花图案。压花辊的中心部分设置有所期望的带材图案的负像(negative),并且被按压到由支承辊支撑的带材上,从而对带材进行冷辊轧成形和压花。在压花辊上设置的压花图案导致在带材表面上压印相应的压花图案,其中压花辊图案的凹槽对应于带材上的突出翅片,使得在带材表面上产生翅片图案。翅片高度最大对应于压花辊图案的凹槽深度。
20.在将带材馈送到压花站之前,以受控的速度将带材适当地开卷,并且在压花步骤之后,将带材适当地重新卷绕。支承辊可以固定在水平位置,而压花辊可以具有在竖直方向上调节的自由度,从而改变辊之间的间隙,因此允许调整和最佳地分布带材上的成形压力。
21.压花辊的中心部分可由中心压花图案辊组组成,并且侧部部分可由布置在中心压花辊组的每一侧上的侧辊组成。中心压花图案辊组具有形成压花辊的中心部分的圆柱形表面,并且侧辊具有形成压花辊的侧部部分的圆柱形表面。这样,获得了关于压花图案的灵活性。替代性地,压花辊可以一体成型。
22.中心压花图案辊组可以由单个压花图案盘组成,或者由两个或更多个其间具有或不具有间隔盘的压花图案盘组成。压花图案盘和可选地包括的平滑间隔环可优选地在它们之间的界面处具有斜切边缘,使得周向通道通过斜切边缘形成在所述界面处。这使得材料中的局部应力最小化,并因此降低了工具断裂的风险。
23.中心压花图案辊组负责图案形成,并且侧辊用于通过在带材的外侧部分上按压而在带材上提供无图案侧部部分,如下所述。两个侧辊可以被螺栓连接到中心压花环上,其可以被夹紧到中心轴上并在压花站中固定就位。
24.如所提及的,压花辊的侧部部分没有压花图案。因此,沿着冷辊轧成形和压花的带材的外侧部分不呈现任何压花图案,而是具有平滑的表面。通过在预成形阶段期间沿着带材的长度提供这些无图案侧部部分,可以最小化带材边缘厚度变化的风险,并且可以降低在焊接点处呈现的带材边缘处的不均匀几何形状的风险,并且可以避免压花翅片被焊接在一起而导致形成大的内部焊缝的风险。因此,在压花带材上提供无图案侧部部分允许对带材边缘几何形状的最佳控制,这对于确保最佳焊接条件是必要的,以提高过程稳定性和焊后管质量。
25.压花辊的圆柱形表面可适当地具有15 mm或更大的总宽度,并且中心部分具有总宽度的85-99%的宽度。15 mm或更大的带材宽度适合于制造用于hvac & r应用的热交换器管。
26.无图案侧部部分的宽度基于与焊接容易性和成品管的传热性能相关的考虑来确定。较宽的无图案侧部部分将更易于焊接,因为这将更接近平滑带材焊接的标准过程。然而,太宽的无图案侧部部分可能不利地影响最终传热性能,因为在理想情况下,将期望围绕管的内周的整个连续图案。因此,无图案侧部部分的宽度应当优选地尽可能小,同时仍然确保在内部焊缝中不包括压花翅片。已经发现,当带材具有15 mm或更大的总宽度时,两个无图案侧部部分的组合宽度应当优选为总带材宽度的1-15%。
27.压花辊的侧部部分的圆柱形表面优选地与中心部分的在压花辊图案的凹槽之间的圆柱形表面齐平。由此,可以确保在成品焊接管上的内部焊缝高度的厚度保持在最小。因此,在压花阶段期间,在无图案侧部部分的区域中的带材优选地被轧制到管的标称底部壁厚度,即,以便与在压花的表面图案的翅片之间的凹槽的底部齐平。因此,侧部部分保持平滑,但仍被轧制到小于坯料形式的原始厚度的厚度。这改进了最终管的性能,因为内部焊缝高度可以减小,从而导致对最终管内的流体动力学的较少干扰。
28.通过将侧部部分处压花辊的外径选择成与中心部分处压花辊的外径相同,可以获得无图案侧部部分的所期望的厚度。
29.如所提到的,周向缓冲通道有利地沿着压花辊的圆柱形表面设置在中心部分的每一侧上的压花辊上、在中心部分和侧部部分之间。缓冲通道被构造成容纳由于在冷辊轧成形和压花过程中压花图案的压印而侧向移位的材料,从而在压花变形期间用作材料移位缓冲器,减小边缘几何形状波纹,否则由于通过冷变形将压花图案的不规则几何形状压印到带材的表面中而可能出现边缘几何形状波纹。因此,缓冲通道的提供导致在外边缘处具有改善的平直度的预成形的带材。
30.成品的预成形带材将通常在表面上呈现与缓冲通道相对应的小凹痕。这种小的凹痕可能保留在成品管中,在那里它构成可忽略的和可接受的缺陷。
31.缓冲通道是位于压花辊的中心部分与侧部部分之间的界面中的连续通道(凹口)。缓冲通道可以通过将通道刻到压花辊中而获得。优选地,缓冲通道可以通过磨削角部半径以在中心压花辊组的外边缘处以及在侧辊上在与中心压花辊组相邻的边缘上获得斜切边缘来获得。因此,中心压花图案辊组和侧辊的圆柱形表面可以在中心压花图案辊组和侧辊之间的界面处具有斜切边缘,使得通过中心压花图案辊组的斜切边缘和侧辊的斜切边缘在所述界面处形成周向缓冲通道,这允许以方便的方式获得缓冲通道。
32.有利地,由中心压花图案辊组的斜切边缘和侧辊的斜切边缘形成的周向缓冲通道
的深度小于压花图案凹槽的深度,优选为压花图案凹槽的深度的50-70%,更优选为60-65%。因此,缓冲通道可以容纳移位的材料,而不会不利地影响成品管产品的流动特性。
33.此外,如果期望,在金属带材朝向压花辊指向的一侧上、在金属带材的每一侧上的纵向侧边缘可以通过在随后的一对辊之间经过而被倒角,如图7中所示。这减小了内部焊缝的大小,并因此改善了成品管的性能。
34.示例性实施例的描述现在将参考附图描述本公开,在附图中,示出了本公开的优选示例实施例。然而,本公开可以以其他形式实施,并且不应被解释为限于本文公开的实施例。提供所公开的实施例以向技术人员全面传达本公开的范围。
35.图1是用于预成形金属带材40的装置20的示意图。该装置包括具有压花辊1和支承部22的压花站,以及包括一对辊31、32的可选的边缘成形工具30。带材40沿行进方向t行进通过预成形工具。
36.图2是根据本公开的压花辊的示例的分解透视图,并且图3a是该同一辊的截面视图,并且图3b-图3c示出了细节。压花辊1具有圆柱形表面2,该表面包括具有压花图案10的中心部分3和布置在中心部分3的每一侧上的侧部部分4a、4b。侧部部分4a、4b没有压花图案,如图3b-图3c所示。如图3c中所示,周向缓冲通道5沿压花辊的圆柱形表面2设置在中心部分与侧部部分之间。在中心部分3的每一侧上设置缓冲通道5,压花辊的圆柱形表面具有总宽度w1,并且中心部分具有宽度w2,该宽度是总宽度w1的85-99%。
37.在所示的示例中,压花辊1的中心部分3由中心压花图案辊6组成,并且侧部部分4a、4b由侧辊7a、7b组成。侧辊布置在中心压花辊的每一侧上。压花辊的中心部分上的压花图案10包括多个细长的凹槽11,这些凹槽具有深度d1,并且相对于压花辊的旋转方向成角度地布置,压花图案的所述凹槽深度d1优选地小于0.35 mm。如图3c中所示,中心压花图案辊组6和侧辊7a、7b二者的圆柱形表面在中心压花图案辊组和侧辊之间的界面12处可以具有斜切边缘8、9,从而通过中心压花图案辊组的斜切边缘和侧辊7a、7b的斜切边缘在所述界面处形成周向缓冲通道5。如图3a-图3c所示,侧部部分4a、4b的圆柱形表面与中心部分3的在凹槽之间的圆柱形表面齐平。
38.周向缓冲通道5由中心压花图案辊组的斜切边缘和侧辊7a、7b的斜切边缘形成,具有深度d2,其小于压花图案凹槽11的深度d1,优选地为压花图案凹槽的深度d1的50-70%。
39.中心压花辊可以呈压花图案辊组的形式,包括多个压花图案辊。因此,压花辊1的中心部分3可包括压花图案辊组,该压花图案辊组包括一个或多个压花图案盘13a、13b,该压花图案盘具有圆柱形压花表面,该圆柱形压花表面具有设置在其上的相同或不同的压花图案。图4示出了包括两个图案辊的压花辊组的细节,待压花的金属带材40以及支承部22。在这种情况下,压花图案辊组包括两个压花图案盘13a、13b,每个压花图案盘具有压花图案,该压花图案由以一角度布置但具有镜像图案的凹槽组成,这些凹槽一起在压花带材上形成人字形图案。图5示出了压花辊组的细节,该压花辊组包括位于压花图案盘13a、13b之间的平滑间隔环15。在这种情况下,每个间隔环的圆柱形表面与中心部分3的在凹槽之间的圆柱形表面齐平。如图5中所示,压花图案盘13a、13b和平滑间隔环15在它们之间的界面处具有斜切边缘16、17。
40.图6示出了具有内部压花的人字形图案19的管18的部分截面视图。
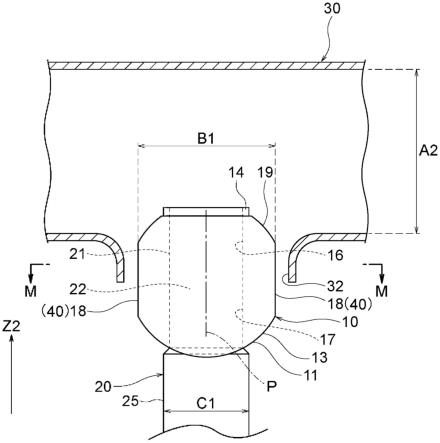
41.图7示出了成品的预成形带材的一部分的截面,该预成形带材已通过根据本公开的压花辊预成形。该图示出了在无图案侧部部分42与中心部分41之间的界面处存在多小的凹痕45,在中心部分上存在包括多个突出的翅片44 (在该图中仅示出一个翅片)的压花图案。小凹痕45是设置在压花辊上的缓冲通道(图3c中的5)的结果。翅片44与压花辊上的压花图案10的凹槽11相对应。该图还示出了侧部部分42的表面如何与翅片44之间形成的凹槽的底部齐平。可选地,带材的最外边缘可以如图7中所示的那样被倒棱。
42.本领域技术人员认识到,本公开不限于上述优选实施例。本领域技术人员进一步认识到,在所附权利要求的范围内,修改和变型是可能的。另外,本领域技术人员在实践所要求保护的公开内容时,通过研究附图、公开内容和所附权利要求书,可以理解和实现所公开的实施例的变型。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。