1.本发明涉及光学用树脂成形体的制造方法、树脂制纤维的制造方法和制造装置。
背景技术:
2.如专利文献1中公开的那样,已知将光学用树脂加热熔融,将熔融的光学用树脂挤出成形为纤维状,制造塑料光纤(以下,记载为“pof”。)的方法。
3.在制造pof时作为原料使用的光学用树脂中,有时包含挥发成分。在光学用树脂被熔融并在含有挥发成分的状态下成形的情况下,所得到的光学用树脂成形体中会包含气泡,光学特性降低。因此,以往,在将光学用树脂熔融并挤出之前,为了除去光学用树脂内的挥发成分,通常将光学用树脂在熔融的状态下保持一定时间。
4.现有技术文献
5.专利文献
6.专利文献1:日本特开2000-356716号公报
技术实现要素:
7.发明要解决的课题
8.但是,出于除去挥发成分的目的,在光学用树脂熔融的状态下长时间保持时,由于光学用树脂发生热分解而产生杂质。这样的杂质反而会使pof的光学特性降低。具体而言,这样的杂质的折射率与pof的芯部的材料的折射率不同,因此成为使芯部中的光的传输损耗变差的主要原因。因此,要求在短时间的熔融状态下从光学用树脂中有效地除去挥发成分。
9.因此,本发明的目的在于提供一种光学用树脂成形体的制造方法,其能够抑制光学用树脂成形体的光学特性的降低,并且能够从光学用树脂中有效地除去挥发成分。此外,本发明的目的还在于提供一种能够从树脂材料中有效地除去挥发成分的树脂制纤维的制造方法和制造装置。
10.用于解决课题的手段
11.本发明的第1方式的光学用树脂成形体的制造方法包括:
12.(i)对容纳有熔融的光学用树脂的容器内进行减压的步骤;
13.(ii)对容纳有熔融的上述光学用树脂的上述容器内进行加压的步骤;以及
14.(iii)将从上述容器取出的上述光学用树脂成形为规定的形状的步骤,
15.上述(i)和上述(ii)至少交替实施1次,
16.在上述(i)中,对上述容器内进行减压的时间t1[min]以该时间t1与熔融的上述光学用树脂的粘度μ1[pa
·
s]满足μ1/t1<200的关系的方式设定,
[0017]
在上述(ii)中,对上述容器内进行加压的时间t2[min]以该时间t2与熔融的上述光学用树脂的粘度μ2[pa
·
s]满足μ2/t2<200的关系的方式设定,
[0018]
上述粘度μ1是在上述(i)中的上述容器内的温度下上述光学用树脂在剪切速度0.05s-1
时的粘度,
[0019]
上述粘度μ2是在上述(ii)中的上述容器内的温度下上述光学用树脂在剪切速度0.05s-1
时的粘度。
[0020]
本发明的第2方式的树脂制纤维的制造方法包括:
[0021]
(i)对容纳有熔融的树脂材料的容器内进行减压的步骤;
[0022]
(ii)对容纳有熔融的上述树脂材料的上述容器内进行加压的步骤;以及
[0023]
(iii)将熔融的上述树脂材料从上述容器挤出而成形为纤维状,并进行纺丝的步骤;
[0024]
上述(i)和上述(ii)至少交替实施1次,
[0025]
在上述(i)中,对上述容器内进行减压的时间t1[min]以该时间t1与熔融的上述树脂材料的粘度μ1[pa
·
s]满足μ1/t1<200的关系的方式设定,
[0026]
在上述(ii)中,对上述容器内进行加压的时间t2[min]以该时间t2与熔融的上述树脂材料的粘度μ2[pa
·
s]满足μ2/t2<200的关系的方式设定,
[0027]
上述粘度μ1是在上述(i)中的上述容器内的温度下上述树脂材料在剪切速度0.05s-1
时的粘度,
[0028]
上述粘度μ2是在上述(ii)中的上述容器内的温度下上述树脂材料在剪切速度0.05s-1
时的粘度。
[0029]
本发明的第3方式的树脂制纤维的制造装置具备:
[0030]
容纳部,其容纳成为上述树脂制纤维的原料的树脂材料;
[0031]
挤出部,其将容纳于上述容纳部的上述树脂材料从上述容纳部挤出;
[0032]
加热部,其对上述容纳部进行加热;
[0033]
压力控制部,其控制上述容纳部内的压力;
[0034]
减压机构,其对上述容纳部内进行减压;以及
[0035]
加压机构,其对上述容纳部内进行加压,
[0036]
上述压力控制部对上述容纳部内的压力进行控制,以使减压和加压交替重复至少1次,
[0037]
上述压力控制部以使对上述容纳部内进行减压的时间t1[min]与熔融的上述树脂材料的粘度μ1[pa
·
s]满足μ1/t1<200的关系的方式对上述容纳部内进行减压,并且以使对上述容纳部内进行加压的时间t2[min]与熔融的上述树脂材料的粘度μ2[pa
·
s]满足μ2/t2<200的关系的方式对上述容纳部内进行加压,
[0038]
在此,上述粘度μ1是在减压时的上述容纳部内的温度下上述树脂材料在剪切速度0.05s-1
时的粘度,上述粘度μ2是在加压时的上述容纳部内的温度下上述树脂材料在剪切速度0.05s-1
时的粘度,
[0039]
从上述挤出部挤出的上述树脂材料成形为纤维状。
[0040]
发明效果
[0041]
根据本发明的第1方式的光学用树脂成形体的制造方法,能够抑制光学用树脂成形体的光学特性的降低,并且能够从光学用树脂中有效地除去挥发成分。另外,根据本发明的第2方式的树脂制纤维的制造方法和第3方式的树脂制纤维的制造装置,能够从树脂材料
中有效地除去挥发成分。
附图说明
[0042]
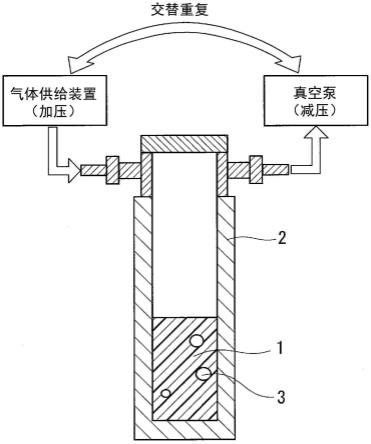
图1a是表示在本发明的实施方式的光学用树脂成形体的制造方法中,对容纳有熔融的光学用树脂的容器的内部交替实施减压和加压的情况的示意图。
[0043]
图1b是表示在本发明的实施方式的光学用树脂成形体的制造方法中交替实施容器的内部的减压和加压时的、光学用树脂中的气泡的膨胀和收缩的情况、以及气泡附近的光学用树脂的流动性的示意图。
[0044]
图2是表示在本发明的实施方式的光学用树脂成形体的制造方法中,以压力切换周期δt反复实施的时间与容器内的压力的关系的一个例子的曲线图。
[0045]
图3是作为能够实施本发明的实施方式的光学用树脂成形体的制造方法的装置的一个例子的、光学用树脂成形体的制造装置的示意性截面图。
[0046]
图4是利用本发明的实施方式的光学用树脂成形体的制造方法来制造pof的芯部和包层部的pof的制造装置的示意性截面图。
[0047]
图5是表示可以使用图4中示出的装置制造的pof的一个例子的截面图。
具体实施方式
[0048]
对本发明的光学用树脂成形体的制造方法的实施方式进行说明。
[0049]
本实施方式的光学用树脂成形体的制造方法包括:
[0050]
(i)对容纳有熔融的光学用树脂的容器内进行减压的步骤;
[0051]
(ii)对容纳有熔融的上述光学用树脂的上述容器内进行加压的步骤;以及
[0052]
(iii)将从上述容器取出的上述光学用树脂成形为规定的形状的步骤。
[0053]
在本实施方式的光学用树脂成形体的制造方法中,上述(i)的对容器内进行减压的步骤和上述(ii)的对容器内进行加压的步骤至少交替实施1次。即,在容器内,实施至少1次减压和至少1次加压。
[0054]
在上述(i)的减压中,设定对容器内进行减压的时间t1[min],使得该时间t1与熔融的光学用树脂的粘度μ1[pa
·
s]满足μ1/t1<200的关系。在此,粘度μ1是在上述(i)的减压时的容器内的温度下光学用树脂在剪切速度0.05s-1
时的粘度。
[0055]
在上述(ii)的加压中,设定对容器内进行加压的时间t2[min],使得该时间t2与熔融的光学用树脂的粘度μ2[pa
·
s]满足μ2/t2<200的关系。在此,粘度μ2是在上述(ii)的加压时的容器内的温度下光学用树脂在剪切速度0.05s-1
时的粘度。
[0056]
光学用树脂在剪切速度0.05s-1
时的粘度是通过旋转式的粘度测定方法测定的值,使用旋转式流变仪进行测定。
[0057]
根据上述本实施方式的光学用树脂成形体的制造方法,通过在上述条件下对容纳有熔融的光学用树脂的容器内进行减压和加压,从而即使不将光学用树脂在熔融的状态下长时间保持,也能够从光学用树脂中有效地除去挥发成分。因此,能够抑制由于光学用树脂被热分解而产生的杂质包含在光学用树脂成形体中。即,根据本实施方式的光学用树脂成形体的制造方法,能够抑制光学用树脂成形体的光学特性的降低,并且能够从光学用树脂中有效地除去挥发成分。此外,通过从光学用树脂中除去挥发成分,从而在所制造的光学用
树脂成形体中几乎不含气泡。由此,根据实施方式的光学用树脂成形体的制造方法,能够高效地制造光学特性的降低得到抑制的、具有优异的光学特性的光学用树脂成形体。
[0058]
通过对容纳有熔融的光学用树脂的容器内进行减压和加压而能够从光学用树脂中有效地除去挥发成分的理由如下所述。图1a示出表示对容纳有熔融的光学用树脂1的容器2的内部交替实施减压和加压的情况的示意图。图1b示出交替实施容器2的内部的减压和加压时的、光学用树脂1中的气泡3的膨胀和收缩的情况、以及气泡3附近的光学用树脂的流动性。需要说明的是,在图1a中,示出了使用真空泵对容器1内进行减压,将气体注入到容器1内而对容器1内进行加压的例子。通过对熔融的光学用树脂1交替实施至少1次减压和加压、优选交替反复实施多次减压和加压,使在熔融的光学用树脂1内产生的气泡3反复膨胀和收缩(图1b中的箭头a),气泡3附近的光学用树脂1产生流动性(图1b中的箭头b)。在熔融的光学用树脂1为具有其粘度依赖于剪切速度的性质的流体、即非牛顿性流体的情况下,如果气泡3附近的光学用树脂1产生流动性,则气泡3附近的光学用树脂1的剪切速度增加,气泡3附近的光学用树脂1的表观粘度降低。通过该表观粘度的降低,促进气泡3的上升,因此气泡3容易从光学用树脂1中脱离。因此,即使不长时间保持熔融状态,也能够高效地从光学用树脂1中除去挥发成分。需要说明的是,认为即使在熔融的光学用树脂1为牛顿性流体的情况下,通过得到如下效果,也能够高效地从光学用树脂1中除去挥发成分。所得到的效果例如为:(1)减压时的气泡的直径增大,由此气泡的上升速度变大,其结果,气泡变得容易从光学用树脂中脱离,(2)减压时未从光学用树脂中完全脱泡,存在于光学用树脂的气液界面(熔融的光学用树脂的液面表层)的气泡在加压时破泡,由此气泡被从光学用树脂中除去。
[0059]
以下,更详细地对本实施方式的光学用树脂成形体的制造方法进行说明。
[0060]
如上所述,在上述(i)的减压中,时间t1[min]以该时间t1与熔融的光学用树脂的粘度μ1[pa
·
s]满足μ1/t1<200的关系的方式设定即可。优选时间t1[min]和粘度μ1[pa
·
s]满足μ1/t1≤180。μ1/t1的值的优选的下限值没有特别限定,例如可以为1以上,优选为6以上。
[0061]
如上所述,在上述(ii)的加压中,时间t2[min]以该时间t2与熔融的光学用树脂的粘度μ2[pa
·
s]满足μ2/t2<200的关系的方式设定即可。优选时间t2[min]和粘度μ2[pa
·
s]满足μ2/t2≤180。μ2/t2的值的优选的下限值没有特别限定,例如可以为1以上,优选为6以上。
[0062]
在本实施方式的光学用树脂成形体的制造方法中,上述(i)的对容器内进行减压的步骤和上述(ii)的对容器内进行加压的步骤至少交替实施1次。但是,如上所述,为了降低容器内的光学用树脂的表观粘度而使光学用树脂成为内部的气泡更容易脱离的状态,优选多次交替反复实施减压和加压。例如,优选交替分别实施减压和加压6次以上。优选反复进行减压和加压,直至尽可能除去光学用树脂的内部的挥发成分,因此反复进行减压和加压的次数的优选的上限值没有特别限定。作为一个例子,反复进行减压和加压的次数可以为100次以下。
[0063]
上述(i)中的容器内的减压和上述(ii)中的容器内的加压可以以压力切换周期δt交替实施。在此,压力切换周期δt表示在容器内的减压与加压之间进行切换的时间间隔。即,在以压力切换周期δt交替实施容器内的减压和加压的情况下,在上述(i)中实施的对容器进行减压的时间t1和在上述(ii)中实施的对容器进行加压的时间t2形成压力切换周
期δt。图2中示出了表示容器内的初始压力为p0(例如常压),从该状态起容器被减压至压力p1,接着容器被加压而返回至初始压力p0,进而以压力切换周期δt反复实施减压至压力p1、加压至压力p0的情况下的时间与压力的关系的一个例子的曲线图。需要说明的是,在图2中,示出了在反复实施的减压中减压至相同的压力p1、且在反复实施的加压中返回到初始压力p0的例子,但不限于此。在反复实施的减压工序中,可以每个减压工序减压至不同的压力,在反复实施的加压工序中,可以每个加压工序加压至不同的压力。
[0064]
时间t1和时间t2分别优选为例如5min以上且30min以下,更优选为5min以上且20min以下。通过将时间t1和时间t2设定为上述范围,能够更高效地从光学用树脂中除去挥发成分。
[0065]
在上述(i)中的容器内的减压和上述(ii)中的容器内的加压以压力切换周期δt交替实施的情况下,压力切换周期δt例如优选为5min以上且30min以下。通过将压力切换周期δt设定为上述范围,能够更高效地从光学用树脂中除去挥发成分。
[0066]
减压和加压的顺序没有特别限定。即,可以按照容器内首先减压、接着加压、然后接着减压、加压、减压和加压
…
的顺序控制容器内的压力,也可以按照容器内首先加压、接着减压、然后接着加压、减压、加压和减压
…
的顺序控制容器内的压力。但是,从气体在熔融的光学用树脂中的溶解度的理由出发,优选首先将容器内减压,接着将容器内加压。例如,可以是容纳有熔融的光学用树脂的容器内的初始压力为常压,将常压的容器内减压,接着将容器内加压到低于常压的压力。
[0067]
上述(ii)中的加压时的容器内的压力的最大值相对于上述(i)中的减压时的容器内的压力的最小值之比((加压时的容器内的压力的最大值)/(减压时的容器内的压力的最小值),以下称为“容器内的压力比”)例如优选为100以上。通过将容器内的压力比设定为这样的范围,能够更高效地从光学用树脂中除去挥发成分。容器内的压力比的优选的上限值没有特别限定。作为一个例子,容器内的压力比可以为10000以下。
[0068]
上述(i)中,容器内的压力的最小值优选为0.01kpa~1kpa。
[0069]
上述(ii)中,容器内的压力的最大值优选为0.01mpa~0.5mpa。
[0070]
对容器内进行减压时的减压速度和加压时的加压速度没有特别限定。但是,在光学用树脂内的气泡附近,为了使光学用树脂有效地产生流动性而增加气泡附近的光学用树脂的剪切速度,减压速度优选为10~600kpa/min的范围。另外,出于同样的理由,加压速度优选为10~600kpa/min的范围。
[0071]
如上所述,粘度μ1是在上述(i)的减压时的容器内的温度下光学用树脂在剪切速度0.05s-1
时的粘度,粘度μ2是在上述(ii)的减压时的容器内的温度下光学用树脂在剪切速度0.05s-1
时的粘度。因此,在减压时和加压时的容器内的温度不变化的情况下,光学用树脂的粘度μ1与粘度μ2相同。
[0072]
粘度μ1和粘度μ2分别优选为100pa
·
s以上且1000pa
·
s以下,更优选为100pa
·
s以上且900pa
·
s以下。在光学用树脂在剪切速度0.05s-1
时的粘度为上述范围内的情况下,能够高效地进行通过反复进行减压和加压而从光学用树脂中除去挥发成分。
[0073]
光学用树脂例如可以通过将棒状的光学用树脂供给至容器内,并在该容器内进行加热而熔融,然后实施容器内的减压和加压。另外,也可以将熔融状态的光学用树脂供给至容器内,然后实施容器内的减压和加压。但是,通过在在容器内熔融,然后在同一容器内继
续进行基于减压和加压的脱泡处理,能够高效且避免杂质、挥发成分的进一步混入地制造光学用树脂成形体。
[0074]
在本实施方式的光学用树脂成形体的制造方法中,实施上述(i)的减压和上述(ii)的加压的容器内的温度也依赖于所使用的光学用树脂的玻璃化转变温度等,因此没有特别限定。在所使用的光学用树脂包含后述的含氟聚合物的情况下,例如,上述(i)的减压和上述(ii)的加压优选在200~300℃的温度下实施。
[0075]
图3示出了作为能够实施本实施方式的光学用树脂成形体的制造方法的装置的一个例子的、光学用树脂成形体的制造装置100的示意性截面图。在此,对光学用树脂成形体成形为纤维状的例子进行说明。
[0076]
图3所示的装置100具备容器101。容器101具备容纳光学用树脂1的容纳部102和将容纳于容纳部102的光学用树脂1从容纳部102挤出的挤出部103。容纳部102是在上方和下方具有开口部的筒状体。容纳部102具备盖102a。容纳部102的上方的开口部被盖102a封闭。容纳部102的下方的开口部是用于将容纳于容纳部102的内部的熔融的光学用树脂1排出到容纳部102之外的构成。即,容纳部102的下方的开口部构成挤出部103。在装置100中,为了能够在容纳部102中使光学用树脂1熔融,进而为了能够保持熔融状态直至熔融的光学用树脂1被成形为止,进一步设置有加热器等加热部(未图示)。因此,例如,棒状的光学用树脂(预成形体)1能够通过容纳部102的上方的开口部被插入到容纳部102内,通过在容纳部102内被加热而熔融。
[0077]
在容器101中还设置有用于排出容纳部102内的气体的气体排出口104和与气体排出口104连接的排出容纳部102内的气体的泵(例如真空泵)105。即,在装置100中,气体排出口104和泵105构成对容纳部102内进行减压的减压机构。在容器101中还设置有用于向容纳部102内注入气体(例如氮气)的气体注入口106和与气体注入口106连接的用于向容纳部102内供给气体的气体供给装置107。即,在装置100中,气体注入口106和气体供给装置107构成对容纳部102内进行加压的加压机构。
[0078]
在装置100中,光学用树脂1例如通过气体挤出而从容纳部102经由挤出部103从容纳部102向外挤出。在挤出光学用树脂1时,可以利用上述的加压机构。即,通过从气体供给装置107经由气体注入口106向容纳部102的内部注入气体(例如氮气),从而容纳部102内的压力上升,熔融的光学用树脂1经由挤出部103从容纳部102挤出。经由挤出部103挤出的光学用树脂1例如通过齿轮泵108。通过了齿轮泵108的光学用树脂1例如向铅直方向下方移动,成形为纤维状。齿轮泵108是为了调整挤出的光学用树脂1的流量而设置的。通过使其通过齿轮泵108,能够抑制光学用树脂1的流量的变动,因此能够使纤维状的成形体的粗细均匀。
[0079]
在装置100中还设置有未图示的压力控制部。该压力控制部控制上述减压机构和加压机构,为了除去光学用树脂1中所含的挥发成分,对容纳有熔融的光学用树脂1的容纳部102内进行减压和加压。
[0080]
在使用装置100进行本实施方式的光学用树脂成形体的制造方法的情况下,上述(i)的减压和上述(ii)的加压在容纳部102内实施。为了将挥发成分从光学用树脂1中除去而进行的容纳部102内的减压和加压的方法如上所述。另外,上述(iii)的光学用树脂的取出和成形通过将容纳于容纳部102的熔融的光学用树脂1经由挤出部103从容纳部102向外
挤出来实施。
[0081]
通过上述容纳部102内的减压和加压而从光学用树脂1中除去的挥发成分在反复进行容纳部102内的减压和加压时,在减压时被除去至容纳部102之外,即容器101之外。为了将从光学用树脂1中除去的挥发成分除去至容纳部102之外,优选在即将将光学用树脂1从容纳部102挤出之前,对容纳部102内进行减压。
[0082]
本实施方式的光学用树脂成形体的制造方法中使用的光学用树脂例如包含含氟聚合物。含氟聚合物作为pof、曝光构件等光学构件使用、或者作为表面改性剂等使用,是在广泛的领域中利用的有用的物质。因此,使用包含含氟聚合物的光学用树脂并通过本实施方式的制造方法制造的光学用树脂成形体能够用于pof这样的光学构件。通过本实施方式的制造方法制造的光学用树脂成形体例如可以是构成pof的构件。通过本实施方式的制造方法制造的光学用树脂成形体可以为选自pof的芯部和包层部中的至少1种。
[0083]
本实施方式中,在光学用树脂包含含氟聚合物的情况下,从抑制由c-h键的伸缩能导致的光吸收的观点出发,含氟聚合物优选实质上不含氢原子,特别优选与碳原子键合的全部氢原子被氟原子取代。即,光学用树脂中所含的含氟聚合物优选实质上不含氢原子、且被全氟代。本说明书中,含氟聚合物实质上不含氢原子是指含氟聚合物中的氢原子的含有率为1摩尔%以下。
[0084]
含氟聚合物优选具有含氟脂肪族环结构。含氟脂肪族环结构可以包含在含氟聚合物的主链中,也可以包含在含氟聚合物的侧链中。含氟聚合物例如具有下述结构式(1)所示的结构单元(a)。
[0085]
【化学式1】
[0086][0087]
式(1)中,r
ff1
~r
ff4
各自独立地表示氟原子、碳数1~7的全氟烷基或碳数1~7的全氟烷基醚基。r
ff1
和r
ff2
可以连结而形成环。“全氟”是指与碳原子键合的全部氢原子被氟原子取代。式(1)中,全氟烷基的碳数优选为1~5,更优选为1~3,进一步优选为1。全氟烷基可以为直链状,也可以为支链状。作为全氟烷基,可举出三氟甲基、五氟乙基、七氟丙基等。
[0088]
式(1)中,全氟烷基醚基的碳数优选为1~5,更优选为1~3。全氟烷基醚基可以为直链状,也可以为支链状。作为全氟烷基醚基,可举出全氟甲氧基甲基等。
[0089]rff1
和r
ff2
连结而形成环时,该环可以为五元环,也可以为六元环。作为该环,可举出全氟四氢呋喃环、全氟环戊烷环、全氟环己烷环等。
[0090]
作为结构单元(a)的具体例,例如可举出下述式(a1)~(a8)所示的结构单元。
[0091]
【化学式3】
[0092][0093]
结构单元(a)优选为上述式(a1)~(a8)所示的结构单元中的结构单元(a2)、即下述式(2)所示的结构单元。
[0094]
【化学式2】
[0095][0096]
含氟聚合物可以包含1种或2种以上的结构单元(a)。含氟聚合物中,结构单元(a)的含量相对于全部结构单元的合计优选为20摩尔%以上,更优选为40摩尔%以上。通过包含20摩尔%以上的结构单元(a),从而含氟聚合物有具有更高耐热性的趋势。在包含40摩尔%以上的结构单元(a)的情况下,含氟聚合物有除了具有高耐热性以外还具有更高的透明性和高机械强度的趋势。含氟聚合物中,结构单元(a)的含量相对于全部结构单元的合计优选为95摩尔%以下,更优选为70摩尔%以下。
[0097]
结构单元(a)例如来自于下述式(3)所示的化合物。式(3)中,r
ff1
~r
ff4
与式(1)相同。需要说明的是,式(3)所示的化合物例如可以是通过以日本特表2007-504125号公报中公开的制造方法为代表的已知的制造方法而得到的。
[0098]
【化学式4】
[0099][0100]
作为上述式(3)所示的化合物的具体例,例如可举出下述式(m1)~(m8)所示的化合物。
[0101]
【化学式5】
[0102][0103]
含氟聚合物除了包含结构单元(a)以外,还可以包含其他结构单元。作为其他结构单元,可举出以下的结构单元(b)~(d)。
[0104]
结构单元(b)由下述式(4)表示。
[0105]
【化学式6】
[0106][0107]
式(4)中,r1~r3各自独立地表示氟原子或碳数1~7的全氟烷基。r4表示碳数1~7的全氟烷基。全氟烷基可以具有环结构。氟原子的一部分可以被氟原子以外的卤素原子取代。全氟烷基中的氟原子的一部分可以被氟原子以外的卤素原子取代。
[0108]
含氟聚合物可以包含1种或2种以上的结构单元(b)。含氟聚合物中,结构单元(b)的含量相对于全部结构单元的合计优选为5~10摩尔%。结构单元(b)的含量可以为9摩尔%以下,也可以为8摩尔%以下。
[0109]
结构单元(b)例如来自于下述式(5)所示的化合物。式(5)中,r1~r4与式(4)相同。式(5)所示的化合物为全氟乙烯基醚等含氟乙烯基醚。
[0110]
【化学式7】
[0111][0112]
结构单元(c)由下述式(6)表示。
[0113]
【化学式8】
[0114][0115]
式(6)中,r5~r8各自独立地表示氟原子或碳数1~7的全氟烷基。全氟烷基可以具有环结构。氟原子的一部分可以被氟原子以外的卤素原子取代。全氟烷基中的氟原子的一部分可以被氟原子以外的卤素原子取代。
[0116]
含氟聚合物可以包含1种或2种以上的结构单元(c)。含氟聚合物中,结构单元(c)的含量相对于全部结构单元的合计优选为5~10摩尔%。结构单元(c)的含量可以为9摩尔%以下,也可以为8摩尔%以下。
[0117]
结构单元(c)例如来自于下述式(7)所示的化合物。式(7)中,r5~r8与式(6)相同。式(7)所示的化合物为四氟乙烯和三氟氯乙烯等含氟烯烃。
[0118]
【化学式9】
[0119][0120]
结构单元(d)由下述式(8)表示。
[0121]
【化学式10】
[0122][0123]
式(8)中,z表示氧原子、单键或-oc(r
19r20
)o-,r9~r
20
各自独立地表示氟原子、碳
[0137]
cf2=cfocf(cf3)cf=cf2[0138]
cf2=cfocf2cf2cf=cf2[0139]
cf2=cfocf2cf(cf3)cf=cf2[0140]
cf2=cfocf(cf3)cf2cf=cf2[0141]
cf2=cfocfclcf2cf=cf2[0142]
cf2=cfoccl2cf2cf=cf2[0143]
cf2=cfocf2ocf=cf2[0144]
cf2=cfoc(cf3)2ocf=cf2[0145]
cf2=cfocf2cf(ocf3)cf=cf2[0146]
cf2=cfcf2cf=cf2[0147]
cf2=cfcf2cf2cf=cf2[0148]
cf2=cfcf2ocf2cf=cf2[0149]
cf2=cfocf2cfclcf=cf2[0150]
cf2=cfocf2cf2ccl=cf2[0151]
cf2=cfocf2cf2cf=cfcl
[0152]
cf2=cfocf2cf(cf3)ccl=cf2[0153]
cf2=cfocf2ocf=cf2[0154]
cf2=cfoccl2ocf=cf2[0155]
cf2=cclocf2occl=cf2[0156]
含氟聚合物可以进一步包含结构单元(a)~(d)以外的其他结构单元,优选实质上不含结构单元(a)~(d)以外的其他结构单元。需要说明的是,含氟聚合物实质上不含结构单元(a)~(d)以外的其他结构单元是指相对于含氟聚合物中的全部结构单元的合计,结构单元(a)~(d)的合计为95摩尔%以上,优选为98摩尔%以上。
[0157]
含氟聚合物的聚合方法没有特别限定,例如可以利用自由基聚合等通常的聚合方法。用于使含氟聚合物聚合的聚合引发剂可以是全氟代的化合物。
[0158]
含氟聚合物的玻璃化转变温度(tg)没有特别限定,例如为100℃~140℃,可以为105℃以上,也可以为120℃以上。在本说明书中,tg是指依据jis k7121:1987的规定求出的中间点玻璃化转变温度(t
mg
)。
[0159]
光学用树脂可以包含含氟聚合物作为主成分,优选实质上仅由含氟聚合物构成。
[0160]
光学用树脂除了含氟聚合物以外,还可以包含添加物。添加物例如为折射率调节剂。作为折射率调节剂,例如可以使用作为光学构件用的材料使用的树脂组合物中使用的公知的折射率调节剂。例如,在本实施方式的光学用树脂成形体的制造方法中使用的光学用树脂作为pof的材料使用的情况下,可以包含在pof的材料中使用的公知的折射率调节剂。光学用树脂可以包含折射率调节剂以外的其他添加物。
[0161]
作为本实施方式的光学用树脂成形体的制造方法的另一例,对所制造的光学用树脂成形体为pof的芯部和包层部的例子进行说明。
[0162]
图4表示利用本实施方式的光学用树脂成形体的制造方法来制造pof的芯部和包层部的pof的制造装置200的示意性截面图。
[0163]
图5表示可以使用装置200制造的pof的一个例子的截面图。可以通过装置200制造
的pof 400具备芯部401、配置于芯部401的外周的包层部402、以及配置于包层部402的外周的外包层(被覆层)403。
[0164]
图4所示的装置200具备芯部形成用的挤出装置201、包层部形成用的挤出装置211和外包层形成用的挤出装置221。装置200还具备第1室240和第2室241。第1室240和第2室241朝向铅直方向下方依次排列。
[0165]
挤出装置201具备容纳具有适于pof 400的芯部401的组成的光学用树脂300的、具备盖202a的容纳部202、和将容纳于容纳部202的光学用树脂300从容纳部202挤出的挤出部203。容纳部202和挤出部203分别具有与图3所示的装置100的容纳部102和挤出部103相同的功能。在挤出装置201中,为了能够在容纳部202中使光学用树脂300熔融,进而能够保持熔融状态直至熔融的光学用树脂300被成形为止,还设置有加热器等加热部(未图示)。因此,例如,棒状的光学用树脂(预成形体)300能够通过容纳部202的上方的开口部被插入到容纳部202内,通过在容纳部202内被加热而熔融。
[0166]
在挤出装置201还设置有气体排出口204、泵(例如真空泵)205、气体注入口206和气体供给装置207。气体排出口204、泵205、气体注入口206和气体供给装置207分别具有与图3所示的装置100的气体排出口104、泵105、气体注入口106和气体供给装置107相同的功能,且同样地进行工作。在装置200中还设置有未图示的压力控制部。该压力控制部控制作为减压机构的气体排出口204和泵205、以及作为加压机构的气体注入口206和气体供给装置207,为了除去光学用树脂300中所含的挥发成分而进行容纳部202内的减压和加压。为了除去挥发成分而实施的容纳202内的减压和加压的方法与作为上述(i)的减压和上述(ii)的加压而说明的方法相同。
[0167]
在挤出装置201中,光学用树脂300例如通过气体挤出而从容纳部202经由挤出部203从容纳部202向外部挤出。经由挤出部203挤出的光学用树脂300例如通过齿轮泵208,然后向铅直方向下方移动,成形为纤维状。齿轮泵208具有与图3所示的装置100的齿轮泵108相同的功能,且同样地进行工作。从齿轮泵108送出并成形为纤维状的成形体依次分别供给至第1室240和第2室241。
[0168]
挤出装置211例如具备容纳具有适于pof 400的包层部402的组成的光学用树脂301的容纳部212。作为挤出装置210,可以使用对于挤出装置201所描述的装置。即,设置于挤出装置210中的容纳部212、挤出部213、气体排出口214、泵215、气体注入口216、气体供给装置217和齿轮泵218分别具有与设置于挤出装置201中的容纳部202、挤出部203、气体排出口204、泵205、气体注入口206、气体供给装置207和齿轮泵208同样的功能,且同样地进行工作。
[0169]
从齿轮泵218送出的光学用树脂301被供给至第1室240。在第1室240内,通过用光学用树脂301被覆纤维状的成形体,能够形成覆盖成形体的外周的包层部402。被包层部402被覆的成形体从第1室240向第2室241移动。
[0170]
挤出装置221例如具备容纳具有适合于pof 400的外包层403的组成的树脂组合物302的容纳部222、配置于容纳部222内的螺杆223、以及与容纳部222连接的料斗224。挤出装置221中,例如颗粒状的树脂组合物302通过料斗224供给至容纳部222。供给至容纳部222的树脂组合物302例如通过一边加热一边利用螺杆223进行混炼,从而软化而能够流动。软化的树脂组合物302通过螺杆223从容纳部222挤出。
[0171]
从挤出装置221挤出的树脂组合物302被送至齿轮泵225。齿轮泵225调整从挤出装置221挤出的树脂组合物302的流量。
[0172]
从齿轮泵225送出的光学用树脂302被供给至第2室241。在第2室241内,通过用树脂组合物302被覆包层部402,能够形成覆盖包层部402的外周的外包层403。
[0173]
形成pof 400的包层部402的光学用树脂301的折射率优选低于形成芯部401的光学用树脂300的折射率。作为光学用树脂301中所含的树脂材料,例如可举出上述的含氟树脂、甲基丙烯酸甲酯等丙烯酸系树脂、苯乙烯系树脂和碳酸酯系树脂等。作为形成pof 400的外包层403的树脂组合物302中所含的树脂材料,例如可举出聚碳酸酯、各种工程塑料、环烯烃聚合物、聚四氟乙烯(ptfe)、改性ptfe和四氟乙烯-全氟烷氧基乙烯共聚物(pfa)等。
[0174]
在本实施方式中,对光学用树脂成形体的制造方法的发明进行了说明。但是,本发明的光学用树脂成形体的制造方法也可以用作将通常的树脂材料成形为纤维状的方法。例如,在本发明的光学用树脂成形体的制造方法中,在将光学用树脂置换为通常的树脂材料并将该树脂材料成形为纤维状的情况下,可以作为如下的树脂制纤维的制造方法的发明而成立。
[0175]
一种树脂制纤维的制造方法,
[0176]
上述制造方法包括:
[0177]
(i)对容纳有熔融的树脂材料的容器内进行减压的步骤;
[0178]
(ii)对容纳有熔融的上述树脂材料的上述容器内进行加压的步骤;以及
[0179]
(iii)将熔融的上述树脂材料从上述容器挤出而成形为纤维状,并进行纺丝的步骤,
[0180]
上述(i)和上述(ii)至少交替实施1次,
[0181]
在上述(i)中,对上述容器内进行减压的时间t1[min]以该时间t1与熔融的上述树脂材料的粘度μ1[pa
·
s]满足μ1/t1<200的关系的方式设定,
[0182]
在上述(ii)中,对上述容器内进行加压的时间t2[min]以该时间t2与熔融的上述树脂材料的粘度μ2[pa
·
s]满足μ2/t2<200的关系的方式设定,
[0183]
上述粘度μ1是在上述(i)中的上述容器内的温度下上述树脂材料在剪切速度0.05s-1
时的粘度,
[0184]
上述粘度μ2是在上述(ii)中的上述容器内的温度下上述树脂材料在剪切速度0.05s-1
时的粘度。
[0185]
上述树脂制纤维的制造方法中,上述(i)的减压和上述(ii)的加压分别对应于上述本实施方式中的光学用树脂成形体的制造方法中的上述(i)的减压和上述(ii)的加压。
[0186]
另外,作为实施上述树脂制纤维的制造方法的装置,可以利用图3所示的光学用树脂成形体的制造装置100。即,可以如下限定树脂制纤维的制造装置的发明。
[0187]
一种树脂制纤维的制造装置,其具备:
[0188]
容纳部,其容纳成为上述树脂制纤维的原料的树脂材料;
[0189]
挤出部,其将容纳于上述容纳部的上述树脂材料1从上述容纳部挤出;
[0190]
加热部,其对上述容纳部进行加热;
[0191]
压力控制部,其控制上述容纳部内的压力;
[0192]
减压机构,其对上述容纳部内进行减压;以及
[0193]
加压机构,其对上述容纳部内进行加压,
[0194]
上述压力控制部对上述容纳部内的压力进行控制,以使减压和加压交替重复至少1次,
[0195]
上述压力控制部以使对上述容纳部内进行减压的时间t1[min]与熔融的上述树脂材料的粘度μ1[pa
·
s]满足μ1/t1<200的关系的方式对上述容纳部内进行减压,并且以使对上述容纳部内进行加压的时间t2[min]与熔融的上述树脂材料的粘度μ2[pa
·
s]满足μ2/t2<200的关系的方式对上述容纳部内进行加压,
[0196]
在此,上述粘度μ1是在减压时的上述容纳部内的温度下上述树脂材料在剪切速度0.05s-1
时的粘度,上述粘度μ2是在加压时的上述容纳部内的温度下上述树脂材料在剪切速度0.05s-1
时的粘度,
[0197]
从上述挤出部挤出的上述树脂材料成形为纤维状。
[0198]
实施例
[0199]
以下,通过实施例更详细地说明本发明。需要说明的是,本发明并不限定于以下所示的实施例。
[0200]
[光学用树脂的制作]
[0201]
作为光学用树脂,制作包含上述的结构单元(a2)、即上述式(2)所示的结构单元的含氟聚合物、即通过使全氟-4-甲基-2-亚甲基-1,3-二氧戊环(pfmmd)聚合而得到的聚合物。具体的制作方法如下。
[0202]
在玻璃管内封入10g的pfmmd和全氟过氧化苯甲酰80mg。将该玻璃管在3次循环的冷冻/解冻真空机中进行脱气,用氩再填充。将玻璃管密封并在50℃加热1天。由此,玻璃管的内容物成为固体,进一步将玻璃管在70℃加热4天,得到10g的透明棒状物。将该透明棒状物的一部分溶解于六氟苯溶液中,加入氯仿使其沉淀,由此进行纯化。使用全氟过氧化苯甲酰作为引发剂,在fluorinert fc-75(住友3m公司制)中进行单体的溶液聚合。由此,得到pfmmd聚合物。
[0203]
[对光学用树脂的减压和加压处理]
[0204]
对于所制作的光学用树脂,使用具有与图3所示的装置100同样的构成的装置,变更温度和压力切换周期δt,进行减压和加压处理。首先,在容器101的容纳部102内容纳光学用树脂200g,以10℃/分钟的升温速度从常温(25℃)加热至250℃、260℃或270℃,然后在260℃下保持6小时。接下来,利用真空泵105将容器101内以200000pa/min的减压速度减压至1kpa,保持1min、5min或30min。接下来,使用气体供给装置107向容器101内导入氮气,以200000pa/min的加压速度加压至0.1mpa,保持1min、5min或30min。减压和加压的压力切换周期δt在各个温度下设为1min、5min和30min,减压和加压交替分别实施30次、6次和1次。此外,还实施了对光学用树脂在260℃下将压力1kpa的减压状态维持60min的处理、即不进行加压而仅进行减压的例子。此外,还实施了在260℃、压力0.1mpa的常压下将光学用树脂维持60min的例子。即,对
[0205]
(1)压力切换周期为1min、减压和加压交替分别进行了30次的光学用树脂、
[0206]
(2)压力切换周期为5min、减压和加压交替分别进行了6次的光学用树脂、
[0207]
(3)压力切换周期为30min、减压和加压交替分别进行了1次的光学用树脂、
[0208]
(4)在260℃、压力1kpa的减压状态下维持60min的光学用树脂、以及
[0209]
(5)在260℃、压力0.1mpa的常压下维持60min的光学用树脂
[0210]
进行了评价。评价通过目视确认减压和加压处理后的光学用树脂的状态(所含的气泡)来进行。基于目视的评价对从减压和加压处理的开始起60min后的光学用树脂进行。评价结果示于表1。需要说明的是,在表1中,将通过目视确认到的残留气泡数为5个以内的情况表示为“〇”,将通过目视确认的残留气泡数为6个以上的情况表示为
“×”
。
[0211]
[光学用树脂的粘度测定]
[0212]
光学用树脂在250℃、260℃和270℃下在剪切速度0.05s-1
时的粘度通过以下方法测定。
[0213]
作为测定装置,使用旋转型流变仪“haake mars iii”(thermo fisher scientific株式会社制)。作为几何结构,使用锥板(φ20mm,4
°
)。在测定温度下在稳定的锥板上,在15分钟以内完成光学用树脂样品的设置,开始测定。以剪切速度0.01-5(1/s)、测定时间10min实施粘度测定。结果如下。
[0214]
250℃下在剪切速度0.05s-1
时的粘度:900pa
·s[0215]
260℃下在剪切速度0.05s-1
时的粘度:400pa
·s[0216]
270℃下在剪切速度0.05s-1
时的粘度:200pa
·s[0217]
【表1】
[0218][0219]
在满足粘度/压力切换周期δt<200的关系的情况下,即,在粘度200pa
·
s、400pa
·
s和900pa
·
s且压力切换周期δt为5min和30min的样品中,从光学用树脂中高效地除去了挥发成分。在不交替实施减压和加压的情况下,无法从光学用树脂高效地除去挥发成分。
[0220]
产业上的可利用性
[0221]
根据本发明的光学用树脂成形体的制造方法,能够抑制光学用树脂成形体的光学特性的降低,并且能够从光学用树脂中有效地除去挥发成分。因此,本发明的光学用树脂成形体的制造方法能够用于pof的制造、特别是pof的芯部和包层部的制造。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
