1.本发明涉及雕刻产线技术领域,具体为一种用于大规模雕刻的生产系统及方法。
背景技术:
2.在印章雕刻的过程中,经常涉及到激光雕刻或者机床雕刻工序,该工序用于对产品的表面进行雕刻字符、mark线等。
3.现有技术中,在印章进行雕刻时,通常需要将雕刻原料先取料然后放入至激光雕刻设备或者机床雕刻设备中进行激光雕刻或者机床雕刻处理,需要配备至少一名操作人员进行取出和加工完成后的放料操作。上述现有技术存在的以下不足:第一、效率低下,激光雕刻工序相对产线独立,不仅无法实现激光雕刻的高效处理,同时拖累整体产线的加工效率,第二、增加了人工成本,需要配备操作人员取、放,费时费力。
4.因此,如何解决上述现有技术存在的不足,便成为本发明所要研究解决的课题。
技术实现要素:
5.本部分的目的在于概述本发明的实施方式的一些方面以及简要介绍一些较佳实施方式。在本部分以及本技术的说明书摘要和发明名称中可能会做些简化或省略以避免使本部分、说明书摘要和发明名称的目的模糊,而这种简化或省略不能用于限制本发明的范围。
6.鉴于上述和/或现有的印章雕刻中存在的问题,提出了本发明。
7.因此,本发明的目的是提供一种用于大规模雕刻的生产系统及方法,实现印章的高效雕刻,并且整个过程无需人工干预,降低了人工成本。
8.为解决上述技术问题,根据本发明的一个方面,本发明提供了如下技术方案:
9.一种用于大规模雕刻的生产系统,其包括:
10.立体库,具有立库出料流线和立库入料流线,所述立库出料流线的外端部均具有出料接驳口,所述立库进料流线的外端部具有入料接驳口;
11.激光雕刻设备,具有激光雕刻输送线,所述激光雕刻输送线的一端具有激光雕刻接驳入口,另一端具有激光雕刻接驳出口;
12.机床雕刻设备,具有机床雕刻输送线,所述机床雕刻输送线的一端具有机床雕刻接驳出入口;
13.检测包装设备,具有检测包装输送线,所述检测包装输送线的一端具有检测包装接驳入口,另一端具有检测包装接驳出口,其中,所述立体库、激光雕刻设备、机床雕刻设备和检测包装设备包围形成中间区域;
14.avg小车行走轨道,铺设在所述中间区域内;
15.avg小车,沿着所述小车行走轨道行走,并可与所述立体库、激光雕刻设备、机床雕刻设备和检测包装设备对接取走物件或者投送物件。
16.作为本发明所述的一种用于大规模雕刻的生产系统的一种优选方案,其中,所述
立体库包括立库架、设置在所述立库架内的立库货架、设置在所述立库架一侧的堆垛机、设置在所述堆垛机另一侧并位于立库出料流线和立库入料流线之间的六轴机械手;
17.其中,所述立库出料流线和立库入料流线从所述立库货架的一侧穿至另一侧与堆垛机对接。
18.作为本发明所述的一种用于大规模雕刻的生产系统的一种优选方案,其中,所述立体库和所述机床雕刻设备相对设置,所述激光雕刻设备和所述检测包装设备相对设置。
19.作为本发明所述的一种用于大规模雕刻的生产系统的一种优选方案,其中,所述小车行走轨道包括相互平行的第一纵向导轨和第二纵向导轨,第一纵向导轨靠近立体库一侧,且第一纵向导轨的一端靠近检测包装接驳出口,另一端靠近激光雕刻接驳入口,所述第二纵向导轨靠近机床雕刻设备一侧,且一端靠近检测包装接驳入口,另一端靠近激光雕刻接驳出口,所述第一纵向导轨和第二纵向导轨具有垂直设置的横向导轨,所述横向导轨的两端具有逐渐分离的圆弧导轨。
20.作为本发明所述的一种用于大规模雕刻的生产系统的一种优选方案,其中,所述立库货架具有雕刻原材料存放区、装配托盘及成品存放区以及包装盒存放区。
21.一种用于大规模雕刻的生产系统的方法,具体步骤如下:
22.s1、堆垛机根据系统总控中心的指令将雕刻原料从立库架内取出并立库出料流线上,在移出至立库出料流线尾端时,六轴机械手将装配托盘取出并进行配盘;
23.s2、配盘完成后,系统总控中心向小车发出指令,avg小车移动至立库出料流线的尾端与立库出料流线的出料接驳口对接,将载有雕刻原料的装配托盘取走并根据系统总控中心的指令移动至激光雕刻设备的激光雕刻接驳入口或者机床雕刻设备的接驳出入口;
24.s3、在激光雕刻设备的激光雕刻接驳入口或者机床雕刻设备的接驳出入口接收到载有雕刻原料的装配托盘后,对雕刻原料的进行雕刻,
25.s4、在激光雕刻设备或者机床雕刻设备雕刻完成后,通过激光雕刻输送线或者机床雕刻输送线将雕刻后的物料输送至激光雕刻接驳出口或者机床雕刻设备的接驳出入口位置,avg小车将雕刻后的物料输送至检测包装设备的检测包装接驳入口处,同时avg小车移动至检测包装接驳出口位置并对接,等待检测包装后的雕刻物料;
26.s5、检测包装设备对雕刻后的物料进行产品检测后包装,并通过检测包装接驳出口输送至avg小车上;
27.s6、avg小车将检测包装后的雕刻物料运载输送并与入料接驳口对接,对接后,立库入料流线将检测包装后的物料通过立库入料流线输送至堆垛机上,堆垛机将物料运至述立库架上。
28.与现有技术相比,本发明具有的有益效果是:本发明通过合理规划,客户可在总控平台下单,输入雕刻内容,而后由所选材质自动分配激光雕刻/机床刻字,最后再检测包装,成品由agv送入立库,整个过程无需人工干预,全程由agv小车负责搬运和输送实现雕刻的高效处理,降低了人工成本。
附图说明
29.为了更清楚地说明本发明实施方式的技术方案,下面将将结合附图和详细实施方式对本发明进行详细说明,显而易见地,下面描述中的附图仅仅是本发明的一些实施方式,
对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其它的附图。其中:
30.图1为本发明一种用于大规模雕刻的生产系统的结构示意图;
31.图2为本发明一种用于大规模雕刻的生产系统的agv小车行走轨道的结构示意图;
32.图3为本发明一种用于大规模雕刻的生产系统的加工流程方向图。
具体实施方式
33.为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图对本发明的具体实施方式做详细的说明。
34.其次,本发明结合示意图进行详细描述,在详述本发明实施方式时,为便于说明,表示器件结构的剖面图会不依一般比例作局部放大,而且所述示意图只是示例,其在此不应限制本发明保护的范围。此外,在实际制作中应包含长度、宽度及深度的三维空间尺寸。
35.为使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明的实施方式作进一步地详细描述。
36.本发明提供一种用于大规模雕刻的生产系统及方法,实现印章的高效雕刻,并且整个过程无需人工干预,降低了人工成本。
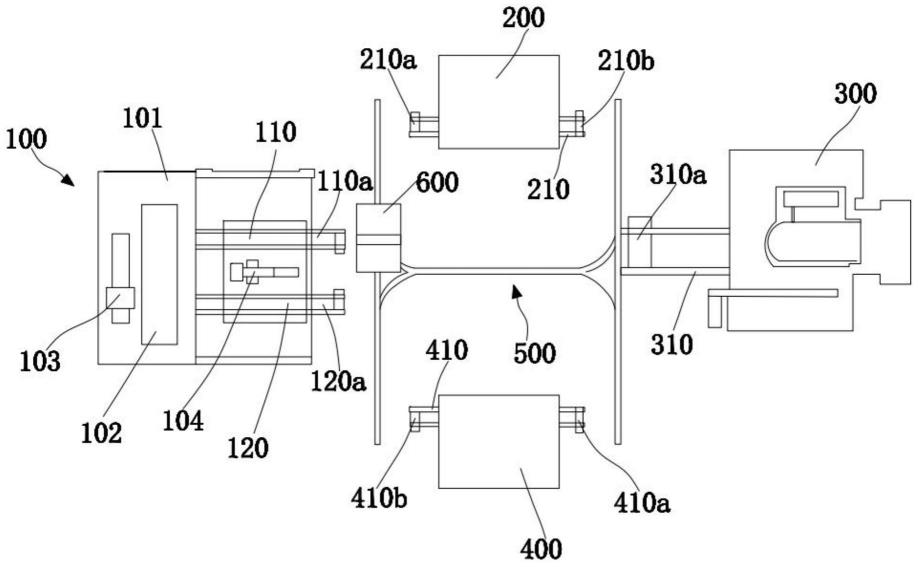
37.图1-图3示出的是本发明一种用于大规模雕刻的生产系统的结构示意图,请参阅图1-图3,该种用于大规模雕刻的生产系统,包括立体库100、激光雕刻设备200、机床雕刻设备300、检测包装设备400、agv小车行走轨道500和agv小车600。
38.立体库100具有立库出料流线110和立库入料流线120,立库出料流线110的外端部均具有出料接驳口110a,立库进料流线120的外端部具有入料接驳口120a,在本实施方式中,立体库100包括立库架101、设置在立库架101内的立库货架102、设置在立库架101一侧的堆垛机103、设置在堆垛机103另一侧并位于立库出料流线110和立库入料流线120之间的六轴机械手104,立库出料流线110和立库入料流线120从立库货架102的一侧穿至另一侧与堆垛机103对接,立库货架102具有雕刻原材料存放区、装配托盘及成品存放区以及包装盒存放区。
39.激光雕刻设备200具有激光雕刻输送线210,激光雕刻输送线210的一端具有激光雕刻接驳入口210a,另一端具有激光雕刻接驳出口210b;
40.机床雕刻设备300具有机床雕刻输送线310,所述机床雕刻输送线310的一端具有机床雕刻接驳出入口310a;
41.检测包装设备400具有检测包装输送线410,检测包装输送线410的一端具有检测包装接驳入口410a,另一端具有检测包装接驳出口410b,其中,立体库100、激光雕刻设备200、机床雕刻设备300和检测包装设备400包围形成中间区域h,在本实施方式中,立体库100和机床雕刻设备300相对设置,激光雕刻设备200和检测包装设备400相对设置。
42.agv小车行走轨道500铺设在中间区域h内,在本实施方式中,agv小车行走轨道500包括相互平行的第一纵向导轨510和第二纵向导轨520,第一纵向导轨510靠近立体库100一侧,且第一纵向导轨510的一端靠近检测包装接驳出口410b,另一端靠近激光雕刻接驳入口210a,第二纵向导轨510靠近机床雕刻设备300一侧,且一端靠近检测包装接驳入口410a,另一端靠近激光雕刻接驳出口210b,第一纵向导轨510和第二纵向导轨520具有垂直设置的横
向导轨530,横向导轨530的两端具有逐渐分离的圆弧导轨540。
43.agv小车600沿着agv小车行走轨道500行走,并可与立体库100、激光雕刻设备200、机床雕刻设备300和检测包装设备400对接取走物件或者投送物件。
44.为了详细的对上述一种用于大规模雕刻的生产系统的操作方法进行描述,本发明还提供一种用于大规模雕刻的生产方法,具体步骤如下:
45.s1、堆垛机103根据系统总控中心的指令将雕刻原料从立库架101内取出并立库出料流线110上,在移出至立库出料流线110尾端时,六轴机械手104将装配托盘取出并进行配盘;
46.s2、配盘完成后,系统总控中心向agv小车600发出指令,agv小车600移动至立库出料流线110的尾端与立库出料流线110的出料接驳口110a对接,将载有雕刻原料的装配托盘取走并根据系统总控中心的指令移动至激光雕刻设备200的激光雕刻接驳入口210a或者机床雕刻设备300的接驳出入口310a;
47.s3、在激光雕刻设备200的激光雕刻接驳入口210a或者机床雕刻设备300的接驳出入口310a接收到载有雕刻原料的装配托盘后,对雕刻原料的进行雕刻,
48.s4、在激光雕刻设备200或者机床雕刻设备300雕刻完成后,通过激光雕刻输送线210或者机床雕刻输送线310将雕刻后的物料输送至激光雕刻接驳出口210b或者机床雕刻设备300的接驳出入口310a位置,agv小车600将雕刻后的物料输送至检测包装设备400的检测包装接驳入口410a处,同时agv小车600移动至检测包装接驳出口410b位置并对接,等待检测包装后的雕刻物料;
49.s5、检测包装设备400对雕刻后的物料进行产品检测后包装,并通过检测包装接驳出口410b输送至agv小车600小车上;
50.s6、agv小车600将检测包装后的雕刻物料运载输送并与入料接驳口120a对接,对接后,立库入料流线120将检测包装后的物料通过立库入料流线120输送至堆垛机103上,堆垛机103将物料运至述立库架101上。
51.虽然在上文中已经参考实施方式对本发明进行了描述,然而在不脱离本发明的范围的情况下,可以对其进行各种改进并且可以用等效物替换其中的部件。尤其是,只要不存在结构冲突,本发明所披露的实施方式中的各项特征均可通过任意方式相互结合起来使用,在本说明书中未对这些组合的情况进行穷举性的描述仅仅是出于省略篇幅和节约资源的考虑。因此,本发明并不局限于文中公开的特定实施方式,而是包括落入权利要求的范围内的所有技术方案。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。