1.本发明涉及一种根据权利要求1的前序部分的用于捆扎包装件的组、尤其是用于香烟工业的产品的包装件的组的方法,其中,包装件被组合成方形的组并且此后利用至少一个包装材料条捆扎。
2.此外,本发明涉及一种根据权利要求14的前序部分所述的相应的设备。
背景技术:
3.由de4411473a1已知一种用于捆扎包装件的组的方法(参见图1)。在此,将两个包装材料条围绕包装件的组铺放,其将包装件的组保持在一起。
技术实现要素:
4.由此出发,本发明的目的在于,提出一种方法和一种设备,利用该方法或设备可以简单的方式且成本低廉地制造产品组的这种捆扎。
5.为了解决该任务,根据本发明的方法具有权利要求1的特征。据此规定,所述至少一个包装材料条在一侧上设有由粘合剂构成的层、优选连续的由粘合剂构成的层,并且包装件的组完全地利用所述至少一个包装材料条捆扎,其中,将由粘合剂构成的层置于直接贴靠在所述组的包装件上。
6.优选规定,所述方形的包装件的组以该组的第一端面沿着输送方向移动到准备好的所述至少一个包装材料条上并且在那里被置于贴靠在由粘合剂构成的层上,并且所述至少一个包装材料条然后在该组沿着输送方向继续输送期间铺放到该组的大面积的侧面上并且接着在该组的与第一端面相反的第二端面的区域中被置于贴靠,其中,所述至少一个包装材料条的各端部被置于贴靠在该组上,以形成该组的捆扎。优选地,所述至少一个包装材料条的各端部在此彼此贴靠,从而形成组的闭合的捆扎。在此,包装材料条的端部不必在第二端面上强制性地接触。还可考虑,两个端部仅彼此相邻。然而优选地规定,所述至少一个包装材料条的端部依次彼此重叠地被折叠到第二端面中。
7.根据本方法的一个优选的改进方案可以规定,所述至少一个包装材料条运动穿过铺放机构、尤其是抽吸滚筒,并且所述至少一个包装材料条借助于负压保持在所述铺放机构的至少一个贴靠面上,其中,所述由粘合剂构成的层背向所述贴靠面。
8.优选规定,所述至少一个包装材料条保持在铺放机构的周面上。
9.在一个优选的实施例中可设置成,使用被旋转驱动的抽吸滚筒作为所述铺放机构,其中,将所述包装件的组输送通过所述抽吸滚筒,尤其是在所述抽吸滚筒的两个抽吸辊之间输送通过,所述两个抽吸滚筒彼此平行地且间隔开地设置并且具有至少一个贴靠面。
10.另一特点可以是,所述铺放机构或所述抽吸滚筒具有至少一个开口,以便能够实现将包装件的组输送通过所述铺放机构或所述抽吸滚筒,并且所述至少一个包装材料条定位在所述开口的区域中,以便被铺放在所述包装件的组的第一端面上。
11.同样另一特点可以在于,在包装件的组移动穿过铺放机构、特别是抽吸滚筒期间,
通过折叠机构实现所述至少一个包装材料条的两个端部在所述组上的铺放,所述折叠机构设置在铺放机构、特别是抽吸滚筒的内部。
12.优选地,然后也可以规定,在将所述包装材料条的端部铺放在所述组上之前,借助抽吸空气保持所述至少一个包装材料条的端部。
13.优选可以规定,在所述至少一个包装材料条的端部连接期间,为包装件的下一组准备好至少一个新的包装材料条。
14.另一特点可以在于,在铺放机构、特别是抽吸滚筒的上游布置有嘴部件,包装件的组在所述至少一个包装材料条被铺放在所述组上之前运动穿过该嘴部件。
15.特别是可以设定,包装件的组借助于携动带沿输送方向在所述铺放机构的区域中输送,其中,包装件的组夹紧地保持在携动带的依次相继的携动件之间。
16.此外可设想,两个平行的包装材料条作为捆扎件加设在包装件的组上,其中,这两个包装材料条从不同的卷筒抽出并且同时通过铺放机构或抽吸滚筒准备好并且随后被加设。
17.用于解决开头所述任务的设备具有权利要求14的特征。据此规定,所述至少一个包装材料条在一侧上设有由粘合剂构成的层、优选连续的由粘合剂构成的层,并且所述设备设置用于完全地利用所述至少一个包装材料条捆扎所述包装件的组,其中,由粘合剂构成的层被置于直接贴靠在所述组的包装件上。
18.该设备优选具有铺放机构、特别是抽吸滚筒,所述组的包装件能够移动穿过所述铺放机构、特别是抽吸滚筒,其中,所述至少一个包装材料条借助负压保持在所述铺放机构的至少一个贴靠面上,并且所述由粘合剂构成的层背向所述贴靠面。
19.优选可以规定,所述设备设置用于(优选借助负压)将所述至少一个包装材料条保持在所述铺放机构的周面上。
20.此外可以规定,所述铺放机构构造为被旋转驱动的抽吸滚筒,其中,所述包装件的组能够被输送穿过所述抽吸滚筒,尤其是能够在所述抽吸滚筒的两个抽吸辊之间被输送穿过,所述两个抽吸辊彼此平行地且间隔开地布置并且具有至少一个贴靠面。
21.特别是可以设定,所述铺放机构或所述抽吸滚筒具有至少一个开口,以便能够实现将包装件的组输送穿过所述铺放机构或所述抽吸滚筒,并且所述至少一个包装材料条定位在所述开口的区域中,以便被铺放在所述包装件的组的第一端面上。
22.该设备的一个特殊特征可以在于,所述设备具有折叠机构,以用于将所述至少一个包装材料条的两个端部铺放在包装件的组上,所述折叠机构设置在所述铺放机构的内部、特别是在所述抽吸滚筒的内部。
23.同样该设备的特点可以在于,所述设备设置用于在将所述包装材料条的端部铺放在包装件的组上之前借助于抽吸空气保持所述至少一个包装材料条的端部。
24.此外,作为该设备的特点还可以规定,在所述铺放机构、特别是所述抽吸滚筒的上游布置有嘴部件,在所述至少一个包装材料条被铺放在所述组上之前,所述包装件的组移动穿过所述嘴部件。
25.最后可规定,包装件的组能借助于携动带沿输送方向在所述铺放机构的区域中输送,其中,包装件的组夹紧地保持在携动带的依次相继的携动件之间。
附图说明
26.下面借助附图对本发明的优选实施例进行说明。其中示出:
27.图1示出了由两个包装材料条保持在一起的包装件的组,
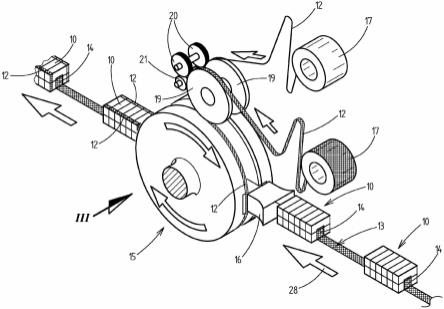
28.图2以立体示意图的方式示出了用于利用包装材料条捆扎包装件的组的设备,
29.图3示出按照图3中的箭头iii的设备的侧视图,
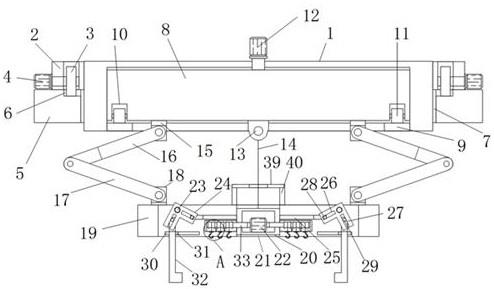
30.图4示出了沿着图3中的剖切线iv-iv穿过设备的垂直剖面,
31.图5示出沿着图4中的剖面线v-v穿过设备的垂直剖面,
32.图6至8示出在方法流程的相继的各阶段内设备在图5中的区域vi内的放大细节,和
33.图9以在图4的区域ix中的放大图示出了设备的细节。
具体实施方式
34.下面借助用于捆扎香烟包装件的组10的设备来描述本发明。不言而喻,该设备也可以用于捆扎其他优选方形的包装件11的组10。因此,下面不具体限于香烟包装件,而是可以是一般性的包装件11。
35.在本实施例中,包装件11以有序的排列方式布置在方形的组10内,即布置在分别具有六个包装件11的两个层中。不言而喻,也可以考虑其它的排列方式,尤其是其它数量的层和每层具有不同数量的包装件。包装件11组合成组10可以按照现有技术中公知的任意工作方式进行。
36.组10的包装件11通过包装材料条12保持在一起。在当前情况下,与de4411473a1类似地设置两个包装材料条12。但是也可以考虑使用更少或者更多数量的包装材料条12。也可以考虑的是,放弃如在de4411473a1中那样的形成托盘的包装材料条并且仅使用两个简单的包装材料条(在那里称为头部捆扎带8)。
37.包装材料条12可以具有不同的宽度。相应地,在这里设置宽的和窄的包装材料条12。但是也可以理解的是,包装材料条12可以具有相同的或基本上相同的宽度。
38.作为用于包装材料条12的材料可以考虑常规的包装材料,例如塑料或基于纸的包装材料。
39.包装件11的方形组10以所选择的排列方式在输送方向28上输送。为此,在当前情况下,同步皮带13用作传送带。包装件11的组10在此在携动带13的携动件14之间被束紧地保持或夹持。
40.该携动带13延伸穿过抽吸滚筒15,该抽吸滚筒用作包装材料条12的铺放机构。在抽吸滚筒15之前还设置有嘴部件16,该嘴部件在组10进入到抽吸滚筒15中之前使组定向。在抽吸滚筒15的区域中,然后将两个包装材料条12铺放在包装件12的组10上。
41.包装材料条12首先作为连续的材料幅由单独的卷筒17抽出并且分别通过转向辊18的系统朝抽吸滚筒15的方向引导。从卷筒17退绕的用于包装材料条12的材料幅在一侧设有由粘接材料构成的优选连续的涂层。转向辊18形成用于补偿材料幅应力的松紧调节系统和/或作为材料存储器。
42.抽吸滚筒15前置有两个预拉辊19。在预拉辊19的圆周上分别还设置有压紧辊20和刀具辊21。压紧辊20用于将包装材料条12压向相应的预拉辊19。刀具辊21用于在用于包装
材料条12的相应连续材料幅中施加分离切割部。
43.转向辊18优选地被硅树脂涂层并且可以设置用于借助于负压将材料幅保持在其圆周上。压紧辊20也可以具有硅树脂涂层的或者说涂橡胶的圆周并且用于将用于包装材料条12的材料幅压到预拉辊19上。
44.用于包装材料条12的材料幅从卷筒17上被抽出,使得由粘接材料构成的涂层指向预拉辊19并且从该预拉辊被这样转移到抽吸滚筒15上,使得涂层指向外面。
45.通过如下方式进行包装材料条12的转移,即,抽吸滚筒15的圆周作为用于包装材料条12的贴靠面被加载负压,从而与抽吸滚筒15的圆周相距很小的距离地在压紧辊20上输送的包装材料条12被从压紧辊20取下并且被转移给旋转的抽吸滚筒15。通过旋转抽吸滚筒,包装材料条12被准备好用于传送至包装件11的组10。
46.图4或图9示出了抽吸滚筒15的结构,该抽吸滚筒允许将包装材料条12转移到包装件11的组10上。据此,抽吸滚筒15具有两个彼此间隔布置的抽吸辊22,在所述抽吸辊的圆周上分别保持包装材料条12,使得由粘合剂构成的涂层向外指向或者说朝着包装件11的输入组10的方向指向。抽吸辊22中的抽吸通道23导引到该抽吸辊的圆周并且以这种方式能够实现对包装材料条12施加负压。抽吸通道连接在用于供给负压的各个真空供给装置24上。
47.在两个抽吸辊22中形成用于包装件11的组10的开口25,在当前情况下开口通过在抽吸辊22的各个彼此面对的内侧上的空隙构成。开口25的尺寸被确定为用于包装件11的组10。
48.该结构设置成,使得包装件11的组10在利用携动带13输送期间与两个包装材料条12交叉。以这种方式,两个包装材料条12首先贴靠并因此固定在组的沿输送方向28位于前面的端面上。
49.在继续输送期间,包装件11的组10在下侧贴靠在下方导向件26上,所述下方导向件具有用于携动带13的中间的空隙。包装件11的组10在上侧贴靠在上方导向件27上。以这种方式,包装材料条被铺放到包装件11的组10的大面积的侧面上并且在那里与包装件11连接。
50.此外,在开口25的区域中设置有位置固定的、不与抽吸滚筒15连接的、用于包装材料条12的引导壁29。引导壁29设置在每个包装材料条12的两侧,以使包装材料条12横向稳定并防止包装材料条12移位。
51.此外,在输送段的上方和下方在抽吸滚筒15中设有吸盘30以及与之邻接的折叠机构,即上折叠器31和下折叠器32。
52.吸盘30用于借助负压保持包装材料条12的自由端部33。然后首先通过下折叠器32将下部的自由端部33铺放到组10的端面上(图7),并且在下一步骤中将上部的自由端部33利用上折叠器31铺放到组10的端面上(图8)。在此期间,抽吸滚筒15被继续转动并且下一个包装材料条12被供应。当抽吸滚筒15已经移动180
°
时,开口25位于相反侧上,使得完成的组10能够被排出。
53.上折叠器31和下折叠器32分别构造成叉形的,从而它们可以分别将两个包装材料条12从吸盘30拉出并且以轻微的压力贴靠到组10的端面中的包装件11上。通过叉形的结构,下折叠器31和下折叠器32可以从携动带13旁边经过。
54.抽吸滚筒15的驱动通过伺服电机实现。该伺服电机驱动一个共同的轴34,该轴通
过齿形带35与抽吸辊22连接。不言而喻,抽吸辊22的单独驱动也是可能的。
55.在当前情况下,组10平行于其纵向延伸在输送方向28上输送。当然也可以设想横向输送。同样,组不必以平躺的方式输送,而是在这方面其他定向也是可能的。包装件11在组10内的布置也可以选择成不同的。
56.附图标记清单
57.10 组
58.11 包装件
59.12 包装材料条
60.13 携动带
61.14 携动件
62.15 抽吸滚筒
63.16 嘴部件
64.17 卷筒
65.18 转向辊
66.19 预拉辊
67.20 压紧辊
68.21 刀具辊
69.22 抽吸辊
70.23 抽吸通道
71.24 真空供给装置
72.25 开口
73.26 下方导向件
74.27 上方导向件
75.28 输送方向
76.29 引导壁
77.30 吸盘
78.31 上折叠器
79.32 下折叠器
80.33 端部
81.34 轴
82.35 齿形带
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。