1.本发明属于船舶建造技术领域,尤其涉及到一种用于船舶小口径管子弯管及矫直装置及方法。
背景技术:
2.在船厂船舶建造过程中,一般所有船上各类管路系统的管子在设计时都是提前进行走向布置,根据走向布置进行生产施工设计对于各根管子进行放样设计;理论上所有管路每根管子都可以做到放样提前制作,但是由于船体结构焊接的变形、设备基座定位的偏差、设备的安装精度引起的位置偏差、放样管子的制作、安装累计误差等众多不可避免的因素引起管路无法做到百分百放样以及制作、安装能到位;因此在实际的设计中往往除了放样管之外还会采用少量的合拢管进行现场测量来消除各类误差引起的管路安装问题。
3.对于阀门遥控、液位遥测以及其他一些遥控液压管等采用的都是小口径管子,小口径管子是15~22mm直径的管子,采用的材料较多的都是紫铜管,考虑到这类管子比较多、现场制作比较方便,因此一般船厂都不进行提前放样,都采用现场进行制作、安装。但是在现场制作和安装过程中经常要对这些小口径管子进行手动弯管和矫直处理,由于紫铜管本来原材料施工前就是盘形包装以及船上这些小口径管子布置时需要避让设备、船体结构、舾装件等需要多次转弯,所以这些小口径管子在制作、安装时需要施工人员采用手工弯管和矫直,以往传统使用的是纯手弯管和敲木榔头矫直,效率低下,制作的管子也不美观,一般在一个集中导架时更明显,几根小口径管子并排布置时显得参差不起、高低不平,利用木榔头矫直整理又比较费劲,同时会对管子造成损伤。
技术实现要素:
4.本发明的目的在于克服上述现有技术中存在的不足,提供一种用于船舶小口径管子弯管及矫直装置及方法,本发明的装置及方法通过使用第一弯管矫直模块和第二弯管矫直模块完成小口径管子首末端或非首末端的弯折以及矫直,避免了手工弯管以及火工加热弯管对弯管的损坏,同时提高了小口径管子排布的整齐性,提高了弯管的效率。
5.为了实现上述发明目的,本发明专利提供的技术方案如下:
6.一种用于船舶小口径管子弯管及矫直装置,该装置包括第一弯管矫直模块和第二弯管矫直模块,所述第一弯管矫直模块包括横管和竖管,所述横管和所述竖管焊接固定,所述横管和所述竖管垂直连接,所述横管为弧形凹槽,所述横管与所述竖管连接所在的所述横管下端两侧设置为弧形面;所述第二弯管矫直模块与所述第一弯管矫直模块结构相同;船舶小口径管子进行弯管或矫直时,所述第一弯管矫直模块的横管固定在船舶小口径管子上,所述第二弯管矫直模块的横管固定在船舶小口径管子进行船舶小口径管子的弯管或矫直。
7.上述横管的弧形凹槽为圆形管的五分之三,所述横管的弧形凹槽的上下开口分别向远离弧形凹槽方向撑开2-3mm;所述横管长度为65mm,所述横管直径比船舶小口径管子直
径大2mm。
8.上述竖管整体为空心圆柱体形,所述竖管与所述横管中部垂直焊接固定,所述竖管与所述横管焊接的一端为圆锥形,所述竖管另一端的截面为圆形孔,所述竖管另一端的圆形孔的直径比船舶小口径管子直径大2mm;所述竖管长度为300mm。
9.上述竖管中的圆锥形一端与所述横管一侧连接,所述横管中的弧形凹槽开口方向与所述竖管的长度方向垂直。
10.一种用于船舶小口径管子弯管及矫直方法,该方法具体包括以下步骤:
11.第一步,准备用于船舶小口径管子弯管及矫直的专用装置,该装置包括第一弯管矫直模块和第二弯管矫直模块,所述第一弯管矫直模块包括横管和竖管,所述横管和所述竖管焊接固定,所述横管和所述竖管垂直连接,所述横管为弧形凹槽,所述横管与所述竖管连接所在的所述横管下端两侧设置为弧形面;所述第二弯管矫直模块与所述第一弯管矫直模块结构相同;船舶小口径管子进行弯管或矫直时,所述第一弯管矫直模块的横管固定在船舶小口径管子上,所述第二弯管矫直模块的横管固定在船舶小口径管子进行船舶小口径管子的弯管或矫直;
12.第二步,根据船舶小口径管子排布的位置,在船舶小口管子排布的路径上安装多个管子支架,根据需要安装的船舶小口径管子的直径选取第一弯管矫直模块和第二弯管矫直模块;
13.第三步,将待安装的小口径管子安装在所述管子支架上,当小口径管子沿着管子支架进行排布时,当小口径管子需要弯管时,使用第一弯管矫直模块和第二弯管矫直模块对小口径管子进行弯管;
14.第四步,当小口径管子为非首末端弯管时,将第一弯管矫直模块中的横管的弧形凹槽套在小口径管子需要弯折部位一侧的小口径管子上,所述第二弯管矫直模块中的横管的弧形凹槽套在小口径管子需要弯折部位的另一侧的小口径管子上,保持第一弯管矫直模块位置不动,施工人员将第二弯管矫直模块中的竖管朝向小口径管子弯折方向运动使小口径管子弯折到符合小口径管子排布的角度要求;
15.第五步,当小口径管子为首末端弯管时,将第一弯管矫直模块中的横管的弧形凹槽套在小口径管子需要弯折部位一侧的小口径管子上,所述第二弯管矫直模块中的竖管的圆孔插入到小口径管子的首端或末端,保持第一弯管矫直模块位置不动,施工人员将第二弯管矫直模块中的竖管朝向小口径管子弯折方向运动使小口径管子弯折到符合小口径管子排布的角度要求;
16.第六步,小口径管子弯折并在管子支架排布完成后,通过管夹将小口径管子与管子支架固定连接。
17.上述第二步中的根据需要安装的船舶小口径管子的直径选取第一弯管矫直模块和第二弯管矫直模块具体为:测量需要安装的船舶小口径管子的直径,选取地第一弯管矫直模块中的横管和竖管的直径比待安装的船舶小口径管子的直径大2mm,所述第二弯管矫直模块中的横管和竖管与所述第一弯管矫直模块中的横管和竖管的直径相同。
18.上述管子支架上排布有多个小口径管子,多个小口径管子在管子支架上从上到下进行排布,所述小口径管子在管子支架上的排布顺序方向与小口径管子弯折的方向一致。
19.上述的在管子支架进行直线排布时的小口径管子出现弯折时,将第一弯管矫直模
块中的横管的弧形凹槽套在小口径管子弯折部位一侧的小口径管子上,所述第二弯管矫直模块中的横管的弧形凹槽套在小口径管子弯折部位的另一侧的小口径管子上,施工人员将第二弯管矫直模块中的竖管朝向小口径管子弯折的反方向运动使小口径管子弯折部位变为直线型的小口径管子。
20.基于上述技术方案,本发明专利一种用于船舶小口径管子弯管及矫直装置及方法经过实践应用取得了如下技术优点:
21.1.本发明一种用于船舶小口径管子弯管及矫直装置通过使用第一弯管矫直模块和第二弯管矫直模块完成小口径管子首末端或非首末端的弯折以及矫直,避免了手工弯管以及火工加热弯管对弯管的损坏,同时提高了小口径管子排布的整齐性,提高了弯管的效率。
22.2.本发明一种用于船舶小口径管子弯管及矫直装置通过将横管的弧形凹槽的上下开口分别向远离弧形凹槽方向撑开2-3mm,提高了横管套入小口径管子的便利性,同时横管与所述竖管连接所在的所述横管下端两侧设置为弧形面,将横管与小口径管子由点接触变为线接触,提高了横管在进行小口径管子弯折的效果,提高了弯折的效率。
23.3.本发明一种用于船舶小口径管子弯管及矫直装置通过使用第一弯管矫直模块和第二弯管矫直模块完成小口径管子首末端或非首末端的弯折以及矫直,实现了小口径弯管不同位置的弯折,提高了现场安装小口径管子的效率。
附图说明
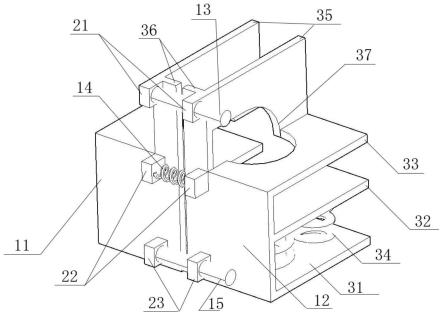
24.图1是本发明一种用于船舶小口径管子弯管及矫直装置中的第一弯管矫直模块使用示意图。
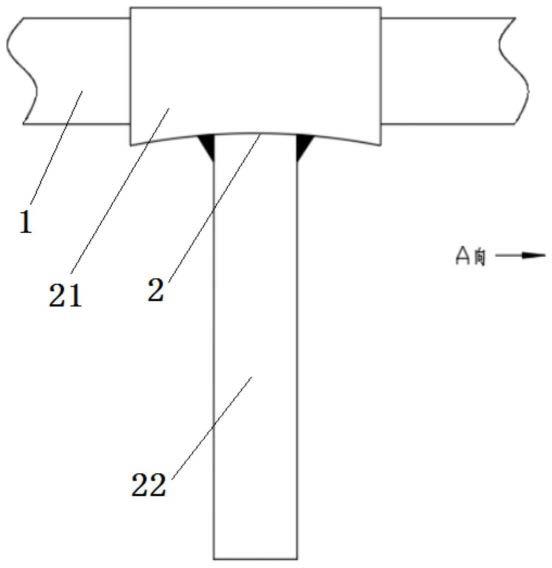
25.图2是本发明一种用于船舶小口径管子弯管及矫直装置中的图1a向剖面图。
26.图3是本发明一种用于船舶小口径管子弯管及矫直方法中的第一弯管矫直模块和第二弯管矫直模块进行小口径管子非首末端弯折示意图。
27.图4是本发明一种用于船舶小口径管子弯管及矫直方法中的第一弯管矫直模块和第二弯管矫直模块进行小口径管子首末端弯折示意图。
28.图5是本发明一种用于船舶小口径管子弯管及矫直方法中的小口径管子排布示意图。
具体实施方式
29.为使本发明的目的、技术方案和优点更加清楚明了,下面通过附图中示出的具体实例来描述本发明。但是应该理解,这些描述只是示例性的,而并非要限制本发明的范围。此外,在以下说明中,省略了对公知结构和技术的描述,以避免不必要地混淆本发明的概念。
30.如图1-5所述,本发明一种用于船舶小口径管子弯管及矫直装置,该装置包括第一弯管矫直模块2和第二弯管矫直模块3,所述第一弯管矫直模块2包括横管21和竖管22,所述横管21和所述竖管22焊接固定,所述横管21和所述竖管22垂直连接,所述横管21为弧形凹槽,所述横管21与所述竖管22连接所在的所述横管21下端两侧设置为弧形面;所述第二弯管矫直模块3与所述第一弯管矫直模块2结构相同;船舶小口径管子1进行弯管或矫直时,所
述第一弯管矫直模块2的横管21固定在船舶小口径管子1上,所述第二弯管矫直模块3的横管21固定在船舶小口径管子1进行船舶小口径管子1的弯管或矫直;通过使用第一弯管矫直模块2和第二弯管矫直模块3完成小口径管子1首末端或非首末端的弯折以及矫直,避免了手工弯管以及火工加热弯管对弯管的损坏,同时提高了小口径管子1排布的整齐性,提高了弯管的效率。
31.上述横管21的弧形凹槽为圆形管的五分之三,所述横管21的弧形凹槽的上下开口分别向远离弧形凹槽方向撑开2-3mm;所述横管21长度为65mm,所述横管21直径比船舶小口径管子1直径大2mm;通过将横管21的弧形凹槽的上下开口分别向远离弧形凹槽方向撑开2-3mm,提高了横管21套入小口径管子1的便利性,同时横管21与所述竖管22连接所在的所述横管21下端两侧设置为弧形面,将横管21与小口径管子1由点接触变为线接触,提高了横管21在进行小口径管子1弯折的效果,提高了弯折的效率。
32.上述竖管22整体为空心圆柱体形,所述竖管22与所述横管21中部垂直焊接固定,所述竖管22与所述横管21焊接的一端为圆锥形,所述竖管22另一端的截面为圆形孔,所述竖管22另一端的圆形孔的直径比船舶小口径管子1直径大2mm;所述竖管22长度为300mm。
33.上述竖管22中的圆锥形一端与所述横管21一侧连接,所述横管21中的弧形凹槽开口方向与所述竖管22的长度方向垂直。
34.本发明属于一种用于船舶小口径管子弯管及矫直方法,该方法具体包括以下步骤:
35.第一步,准备用于船舶小口径管子弯管及矫直的专用装置,该装置包括第一弯管矫直模块2和第二弯管矫直模块3,所述第一弯管矫直模块2包括横管21和竖管22,所述横管21和所述竖管22焊接固定,所述横管21和所述竖管22垂直连接,所述横管21为弧形凹槽,所述横管21与所述竖管22连接所在的所述横管21下端两侧设置为弧形面;所述第二弯管矫直模块3与所述第一弯管矫直模块2结构相同;船舶小口径管子1进行弯管或矫直时,所述第一弯管矫直模块2的横管21固定在船舶小口径管子1上,所述第二弯管矫直模块3的横管21固定在船舶小口径管子1进行船舶小口径管子1的弯管或矫直;
36.第二步,根据船舶小口径管子1排布的位置,在船舶小口管子排布的路径上安装多个管子支架11,根据需要安装的船舶小口径管子1的直径选取第一弯管矫直模块2和第二弯管矫直模块3;
37.第三步,将待安装的小口径管子1安装在所述管子支架11上,当小口径管子1沿着管子支架11进行排布时,当小口径管子1需要弯管时,使用第一弯管矫直模块2和第二弯管矫直模块3对小口径管子1进行弯管;
38.第四步,当小口径管子1为非首末端弯管时,将第一弯管矫直模块2中的横管21的弧形凹槽套在小口径管子1需要弯折部位一侧的小口径管子1上,所述第二弯管矫直模块3中的横管21的弧形凹槽套在小口径管子1需要弯折部位的另一侧的小口径管子1上,保持第一弯管矫直模块2位置不动,施工人员将第二弯管矫直模块3中的竖管22朝向小口径管子1弯折方向运动使小口径管子1弯折到符合小口径管子1排布的角度要求;通过使用第一弯管矫直模块2和第二弯管矫直模块3完成小口径管子1首末端或非首末端的弯折以及矫直,实现了小口径弯管不同位置的弯折,提高了现场安装小口径管子1的效率。
39.第五步,当小口径管子1为首末端弯管时,将第一弯管矫直模块2中的横管21的弧
形凹槽套在小口径管子1需要弯折部位一侧的小口径管子1上,所述第二弯管矫直模块3中的竖管22的圆孔插入到小口径管子1的首端或末端,保持第一弯管矫直模块2位置不动,施工人员将第二弯管矫直模块3中的竖管22朝向小口径管子1弯折方向运动使小口径管子1弯折到符合小口径管子1排布的角度要求;
40.第六步,小口径管子1弯折并在管子支架11排布完成后,通过管夹12将小口径管子1与管子支架11固定连接。
41.上述第二步中的根据需要安装的船舶小口径管子1的直径选取第一弯管矫直模块2和第二弯管矫直模块3具体为:测量需要安装的船舶小口径管子1的直径,选取地第一弯管矫直模块2中的横管21和竖管22的直径比待安装的船舶小口径管子1的直径大2mm,所述第二弯管矫直模块3中的横管21和竖管22与所述第一弯管矫直模块2中的横管21和竖管22的直径相同。
42.上述管子支架11上排布有多个小口径管子1,多个小口径管子1在管子支架11上从上到下进行排布,所述小口径管子1在管子支架11上的排布顺序方向与小口径管子1弯折的方向一致。
43.上述的在管子支架11进行直线排布时的小口径管子1出现弯折时,将第一弯管矫直模块2中的横管21的弧形凹槽套在小口径管子1弯折部位一侧的小口径管子1上,所述第二弯管矫直模块3中的横管21的弧形凹槽套在小口径管子1弯折部位的另一侧的小口径管子1上,施工人员将第二弯管矫直模块3中的竖管22朝向小口径管子1弯折的反方向运动使小口径管子1弯折部位变为直线型的小口径管子1。
44.对于船用阀门遥控系统、液位遥测系统和液压遥控系统等重要系统的安装时,需要选用压缩空气或者液压油等动力来控制这些阀门、设备的动作,为了节约能耗这些控制系统基本都选用小口径的高压管路,选用的管子材料以紫铜管和不锈钢钢管为主。由于这些遥控管的走向错综复杂,涉及区域范围比较大,走向所要避开的设备、基座、船体结构、管路、舾装件比较多,因此这些小口径遥控管制作时需要经常大量的弯制,由于走向的复杂化,这些管子无法采用放样的方式制作,所以采用的是现场弯制,现场布置安装。
45.小口径管子1采用的是紫铜管材料,多路遥控管并行,同时采用集中的管子支架11固定,固定由小型的管夹12将紫铜管平行固定在集中支架上,由于是平行布置,因此需要对各路管子的手工弯制要规范,对于管子支架11上放出来的紫铜管原材料在直线部分时需要进行矫直处理,这样才能做到布局规范,弯制美观。
46.最后应当说明的是:以上实施例仅用以说明本发明的技术方案而非对其限制;尽管参照较佳实施例对本发明进行了详细的说明,所属领域的普通技术人员应当理解;依然可以对发明的具体实施方式进行修改或者对部分技术特征进行等同替换;而不脱离本发明技术方案的精神,其均应涵盖在本发明请求保护的技术方案范围当中。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。