1.本技术涉及加工设备技术领域,具体而言,涉及一种应用于机床的真空预载式液体静压导轨组件及机床。
背景技术:
2.用于对木材、金属或者聚酯材料等进行加工的机床主要包括床身、导轨组件以及刀具结构等,其中,导轨组件可滑动地安装在床身上,刀具结构安装在床身或者导轨组件上。
3.为了提高机床的加工精度和使用寿命,通常将导轨组件设置为液体静压导轨组件。液体静压导轨组件运动时,可利用高压油膜实现纯液体摩擦,其具有磨损小、运动精度高、平均无故障时间长、驱动功率小、承载力大、吸振性好、运动平稳等优点,因而被广泛应用于超精密加工机床领域中,是超精密机床的关键零部件之一,其中液体静压导轨组件的刚度的优劣很大程度决定着精密超精密机床的加工精度。
4.目前,常用的液体静压导轨组件有开式静压导轨组件和闭式静压导轨组件两种:开式液体静压导轨组件的结构虽简单,但是其油膜压力仅由载荷决定,故小载荷时油膜刚度较低,导轨精度较低,应用范围受限。闭式液体静压导轨组件除负载外,在上腔提供了初始预载力,相比开式液体静压导轨组件,其油膜刚度大大提高,但是这样的结构复杂,制造调整较为困难,因此,对加工设备要求高,对装配人员水平也提出了极高的要求。
技术实现要素:
5.本技术的主要目的在于提供一种应用于机床的真空预载式液体静压导轨组件及机床该真空预载式液体静压导轨组件能够提供真空预载,且结构简单,更适于加工和组装。
6.根据本技术实施例的一个方面,提供了一种应用于机床的真空预载式液体静压导轨组件,包括:底座,所述底座上设置有限位滑槽;溜板,所述溜板上设置有与所述限位滑槽相适配的限位凸块,所述溜板可移动地设置于所述底座上,所述限位凸块靠近所述底座的侧面上设置有静压腔和真空腔;节流器,所述节流器与所述静压腔连通;以及真空预载机构,所述真空预载机构用于对所述真空腔抽真空以对所述溜板施加预定载荷。
7.进一步地,所述限位凸块为v形凸块,所述v形凸块的两个侧面上均设置有所述静压腔和所述真空腔。
8.进一步地,所述v形凸块的各个侧面上均设置有两个所述静压腔和一个所述真空腔,两个所述静压腔分别位于所述v形凸块长度方向的两端,一个所述真空腔位于两个所述静压腔之间。
9.进一步地,所述静压腔为长方形腔体,所述静压腔的有效承载面积满足如下关系
式:其中,ae为所述静压腔的有效承载面积,l为所述静压腔的封油面的宽度,b为所述封油面的长度,l为所述静压腔的宽度方向的端部与所述封油面的宽度方向的外边缘的距离,b为所述静压腔的长度方向的端部与所述封油面的长度方向的外边缘的距离。
10.进一步地,所述真空腔的横截面积的大小满足如下关系式:其中,az为所述真空腔的横截面积,n为所述溜板上的所述真空腔的个数,p为所述真空腔的压强,f为所述真空预载机构对所述溜板施加的预载力。
11.进一步地,所述真空预载机构包括真空泵,所述真空泵通过第一管道与所述真空腔连通。
12.进一步地,所述第一管道上设置有节流元件。
13.进一步地,所述静压腔的工作压力为1mpa至2mpa。
14.进一步地,所述真空腔的外周设置有弹性密封圈。
15.另一方面,本技术实施例还公开了一种机床,所述机床为铣削机床或者磨抛机床,所述机床包括上述的真空预载式液体静压导轨组件。
16.相对于现有技术而言,本技术的技术方案至少具备如下技术效果:由于本发明中的静压导轨组件的溜板上设置有真空腔,实际使用的过程中,通过真空预载机构对真空腔抽真空,可以对溜板施加预定载荷。当静压导轨组件未工作时,由于真空腔的密封面与静压腔的封油面共面以及溜板的自重作用,溜板上真空腔的密封面与静压腔的封油面与底座相互贴合,无间隙,当静压导轨组件开始工作但未浮起时,真空预载机构开始工作以产生负压环境,真空腔内空气被抽出。此时真空腔内压强低于外界压强,进而产生了向下的引拽力,由真空环境产生向下的引拽力预载形式,等同于闭式静压导轨通过上腔产生向下的压力预载形式。
17.实际使用静压导轨组件时,可以在静压导轨开始工作前对溜板施加预定载荷,当将工件等结构安装在溜板上之后,溜板与底座之间的油膜间隙相对稳定,可以提高本发明中的静压导轨组件的刚度,可替代开式和闭式静压导轨广泛应用于超精密机床中。与此同时,本技术中只需在溜板上加工真空腔并配备对应的真空预载机构即可对溜板施加预定载荷,其结构简单,便于加工和组装。
附图说明
18.此处所说明的附图用来提供对本技术的进一步理解,构成本技术的一部分,本技术的示意性实施例及其说明用于解释本技术,并不构成对本技术的不当限定。在附图中:图1为本技术实施例公开的真空预载式液体静压导轨组件的溜板和底座的结构示意图;图2为本技术实施例公开的真空预载式液体静压导轨组件的溜板的结构示意图;图3为图2的m区域的放大图;
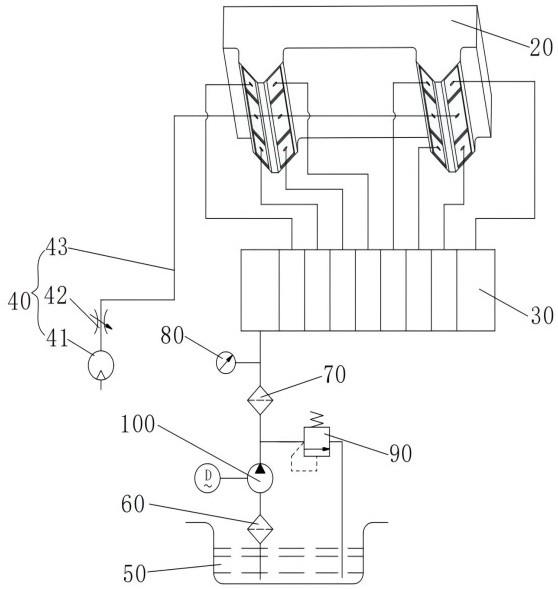
图4为本技术实施例公开的静压腔部分的结构示意图;图5为本技术实施例公开的真空预载式液体静压导轨组件的各结构之间的连接关系图;图6为本技术实施例公开的静压腔的压力与支承间隙的关系曲线。
19.其中,上述附图包括以下附图标记:10、底座;11、限位滑槽;20、溜板;21、限位凸块;211、第一侧面;212、第二侧面;22、静压腔;23、真空腔;24、封油面;30、节流器;40、真空预载机构;41、真空泵;42、节流元件;43、第一管道;50、油箱;60、第一滤油器;70、第二滤油器;80、压力表;90、溢流阀;100、液压泵。
具体实施方式
20.需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本技术。
21.需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本技术的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合。
22.除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对布置、数字表达式和数值不限制本技术的范围。同时,应当明白,为了便于描述,附图中所示出的各个部分的尺寸并不是按照实际的比例关系绘制的。对于相关领域普通技术人员已知的技术、方法和设备可能不作详细讨论,但在适当情况下,技术、方法和设备应当被视为授权说明书的一部分。在这里示出和讨论的所有示例中,任何具体值应被解释为仅仅是示例性的,而不是作为限制。因此,示例性实施例的其它示例可以具有不同的值。应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步讨论。
23.结合图1、图2以及图5所示,根据本技术的实施例,提供了一种应用于机床的真空预载式液体静压导轨组件,该真空预载式液体静压导轨组件尤其适用于铣削机床或者磨抛机床中,下称静压导轨组件。该静压导轨组件包括底座10、溜板20、节流器30以及真空预载机构40。
24.其中,底座10上设置有限位滑槽11;溜板20上设置有与限位滑槽11相适配的限位凸块21,该溜板20可移动地设置于底座10上,限位凸块21靠近底座10的侧面上设置有静压腔22和真空腔23;节流器30与静压腔22连通;真空预载机构40用于对真空腔23抽真空以对溜板20施加预定载荷。
25.由于本实施例中的静压导轨组件的溜板20上设置有真空腔23,实际使用的过程中,通过真空预载机构40对真空腔23抽真空,可以对溜板20施加预定载荷。当静压导轨组件未工作时,由于真空腔23的密封面与静压腔22的封油面24共面以及溜板20的自重作用,溜板20上真空腔23的密封面与静压腔22的封油面24与底座10相互贴合,无间隙,当静压导轨组件开始工作但未浮起时,真空预载机构40开始工作以产生负压环境,真空腔23内空气被抽出。此时真空腔23内压强低于外界压强,进而产生了向下的引拽力,由真空环境产生向下
的引拽力预载形式,等同于闭式静压导轨通过上腔产生向下的压力预载形式。
26.实际使用静压导轨组件时,可以在静压导轨开始工作前对溜板20施加预定载荷,当将工件等结构安装在溜板20上之后,溜板20与底座10之间的油膜间隙相对稳定,可以提高本实施例中的静压导轨组件的刚度,可替代开式和闭式静压导轨广泛应用于超精密机床中。与此同时,本技术中只需在溜板20上加工真空腔23并配备对应的真空预载机构40即可对溜板20施加预定载荷,其结构简单,便于加工和组装。
27.具体来说,本实施例中的底座10为一块板状结构,限位滑槽11设置于底座10的上表面,该限位滑槽11可以设置为一个、两个或者两个以上,具体根据实际的使用和限位需求进行设计和选择,本实施例中的图1中示出了将限位滑槽11设置为两个时的情况。对应地,溜板20上的限位凸块21可以设置一个、两个或者两个以上,本实施例中的图1中示出了限位凸块21为两个时的情况。实际加工时,两个限位滑槽11沿底座10的长度方向间隔平行设置,对应地,限位凸块21与限位滑槽11一一对应,通过两个限位凸块21和两个限位滑槽11配合,可以对溜板20进行有效限位和支撑。
28.进一步地,本实施例中的溜板20大体为一块长方形板状结构,限位凸块21为设置于溜板20底部的v形凸块,可以理解的是,这里所述的v形凸块是指从侧面看呈v形设置的凸块结构,该v形凸块沿溜板20的长度方向延伸,具体可参见图1和图2所示。该v形凸块的两个侧面,即图2中的第一侧面211和第二侧面212上均设置有静压腔22和真空腔23,其中,各个静压腔22均与节流器30连通,各个真空腔23均与真空预载机构40连通。可以理解的是,本实施例中的节流器30为一个集成结构,通过该节流器30的作用,可以对进入静压腔22内的油液的压力和流量进行调节,可以进一步保证本实施例中的静压导轨组件的刚性。
29.可选地,在本技术的一个具体的实施例中,v形凸块的各个侧面上,即第一侧面211和第二侧面212上均设置有两个静压腔22和一个真空腔23,两个静压腔22分别位于v形凸块长度方向的两端,一个真空腔23位于两个静压腔22之间。
30.也即是说,v形凸块的两侧的端部均设置有一个静压腔22,中间为真空腔23,如此设置,当利用真空预载机构40对真空腔23抽真空以施加预载力时,该预载力的施力位置位于v形凸块的中间位置处,不容易出现因预载力的施力点偏离溜板20的重心较远而造成溜板20发生偏斜的问题,进而能够保证溜板20与底座10之间的油膜的一致性。
31.进一步地,本实施例中的两个v形凸块关于溜板20的重心对称设置,如此,当对溜板20施加真空预载时,整个溜板20不同部位受所的预载力均衡,能够进一步地保证溜板20与底座10之间的油膜的一致性。
32.进一步地,本实施例中的真空腔23的外周设置有弹性密封圈(图中未示出),该弹性密封圈嵌设在真空腔23的外周,可以形成密封面,因此,溜板20浮起后,真空环境不容易被破坏,依然能够正常形成预载力。可选地,本实施例中的密封圈采用弹性好且耐磨性好的橡胶材料制备而成,结构简单,使用寿命长。
33.结合图1至图5所示,本实施例中的静压腔22和真空腔23均为长方形腔体结构,该长方形腔体结构是指横截面为长方形的腔体结构,如此设置,可以有效利用v形凸块两个侧面上的空间,结构简单,便于加工。当然,在本技术的其他实施方式中,静压腔22和真空腔23还可以设置为圆形腔体、椭圆形腔体或者其他异形腔体,只要是在本技术的构思下的其他变形方式,均在本技术的保护范围之内。
34.进一步地,实际设计的过程中,静压导轨组件的油垫与导轨面间的液体油膜的压力分布并非均匀一致的,它取决于由油腔(即静压腔22)和封油面24所形成的油垫形状和尺寸。整个油腔的垂直面上的压力实际上是恒定的,但朝封油面24的外缘逐步下降至大气压。油垫的净推力可视为油腔和封油面24面积上无数微小面积的推力总和。设计时,假定一个当量面积,它具有和油腔中相同的压力并与整个实际油垫具有相同的总推力。此当量面积被称为有效面积,其值居于封油面24内外缘投影面积值之间。
35.也即是说,本实施例中的静压腔22的有效承载面积满足如下关系式:其中,ae为静压腔22的有效承载面积,l为静压腔22的封油面24的宽度,b为封油面24的长度,l为静压腔22的宽度方向的端部与封油面24的宽度方向的外边缘的距离(即静压腔22的宽度方向的两侧边与v形凸块上下两侧的距离),b为静压腔22的长度方向的端部与封油面24的长度方向的外边缘的距离(即静压腔22的长度方向的两侧距离v形凸块的端面或者真空腔23的距离)。通过使静压腔22的有效承载面积满足上述关系式,可以合理地利用v形凸块两侧的面积,能够合理地设计出满足需求的静压导轨组件。
36.进一步地,油膜刚度是指油膜抗载荷变动的能力,也就是产生单位油膜厚度变化所需的载荷变动量。液体静压导轨的刚度的优劣很大程度决定着超精密机床的加工精度,加工过程中刚度越高加工精度越好越好。
37.图6为本实施例中的静压腔22的压力(等价于外载荷)与支承间隙(油膜厚度)的关系曲线,从图6中可以看出,随着静压腔22压力逐渐增大,支承间隙的变化率逐渐减小,也就说明加载前期油膜刚度较差(例如在静压腔22压力为0-0.5mpa时,支承间隙由0.122mm变化为0.017mm,共变化0.105mm,支承间隙变化幅度较大),而随着静压腔22压力的增大,静压腔22刚度也随即增大。
38.因此,为了保证加工效果,静压腔22压力的工作范围选定为1-2mpa,在此范围内支承间隙由0.01447mm变化为0.01288mm,共变化0.00159mm,支承间隙变化幅度较小,刚度较高。
39.实际设计的过程中,已知机床在空载状态,即静压腔22仅承受工作台重力时,设定静压腔22压力大小为0.3mpa,当静压腔22压力的工作范围选定为1mpa-2mpa,因此油腔设计状态的压力为选定静压腔22范围的中间值,即1.5mpa。
40.为了保证在未加载时,静压腔22压力处于设计状态1.5mpa,所以,真空腔23要提供油腔压力1.2mpa(1.2=1.5-0.3mpa)
×
有效承载面积ae
×
滑块数量n的预载力f。
41.基于以上可知,本实施例中的真空腔23的横截面积的大小满足如下关系式:其中,az为真空腔23的横截面积,n为溜板20上的真空腔23的个数,p为真空腔23的压强,f为对溜板20施加的预载力。
42.结合图5所示,本实施例中的真空预载机构40包括真空泵41,该真空泵41通过第一管道43与真空腔23连通,工作时,利用真空泵41对真空腔23抽真空,即可对溜板20施加预载力,结构简单,便于实现。可选地,第一管道43上设置有节流元件42,该节流元件42例如可以
是节流阀等结构,通过对节流元件42进行调节,可以对预载力的大小进行调节。
43.进一步地,本实施例中的静压导轨组件还设置有油箱50、第一滤油器60、液压泵100、第二滤油器70、溢流阀90以及压力表80。其中,油箱50、第一滤油器60、液压泵100、第二滤油器70、溢流阀90以及压力表80的连接关系可参见图5所示,在图5中,油箱50中的油液可以经过第一滤油器60过滤,然后再经过液压泵100泵送至节流器30。第一滤油器60和节流器30之间设置有第二滤油器70和压力表80,可以对油液进行再次过滤并对压力进行检测,溢流阀90的两端分别与油箱50、液压泵100和节流器30之间的管道连接,能够进一步提高液压油路的工作稳定性。
44.结合本技术的静压导轨组件的结构可以知道:当静压导轨组件未工作时,由于真空腔23的密封面与静压腔22的封油面24共面以及溜板20的自重作用,溜板20上真空腔23的密封面与静压腔22的封油面24与底座10相互贴合,无间隙。
45.当静压导轨组件开始工作但未浮起时,真空泵41开始工作,真空泵41产生负压环境,真空腔23内空气沿第一管道43被抽出。此时真空腔23内压强低于外界压强,进而产生了向下的引拽力,由真空环境产生向下的引拽力预载形式,等同于闭式静压导轨通过上腔产生向下的压力预载形式。
46.当静压导轨组件处于工作状态,溜板20的静压腔22与底座10间充有油液,有一定油膜间隙,油膜间隙极小,间隙范围一般在0.01mm-0.05mm内。真空腔23的四周布弹性密封圈,形成密封面,因此溜板20浮起后,真空环境不会被破坏,依然能够正常形成预载力。
47.静压导轨组件过程中,除外载和自重外,同时真空泵41启动后承受了真空预载力,随后液压泵100运行,通过节流器30,静压腔22通油,提供举升力实现承载,最终受力处于平衡状态。
48.另一方面,本发明实施例还公开了一种机床,该机床可以是铣削机床,也可以是磨抛机床,该机床包括上述实施例中的真空预载式液体静压导轨组件,因此,本实施例中的机床包括上述真空预载式液体静压导轨组件的所有技术效果,由于前文已经对真空预载式液体静压导轨组件的技术效果进行了详细描述,此处不再赘述。
49.从以上的描述中,可以看出,本技术上述的实施例实现了如下技术效果:本发明通过对真空腔抽真空形成负压的方式,为溜板提供预载力,进而可以提高导轨的刚度,该结构简单,加工难度低,可靠性高,可代替开式和闭式静压导轨广泛应用于超精密加工机床中。
50.为了便于描述,在这里可以使用空间相对术语,如“在
……
之上”、“在
……
上方”、“在
……
上表面”、“上面的”等,用来描述如在图中所示的一个器件或特征与其他器件或特征的空间位置关系。应当理解的是,空间相对术语旨在包含除了器件在图中所描述的方位之外的在使用或操作中的不同方位。例如,如果附图中的器件被倒置,则描述为“在其他器件或构造上方”或“在其他器件或构造之上”的器件之后将被定位为“在其他器件或构造下方”或“在其他器件或构造之下”。因而,示例性术语“在
……
上方”可以包括“在
……
上方”和“在
……
下方”两种方位。该器件也可以其他不同方式定位 ( 旋转 90 度或处于其他方位 ),并且对这里所使用的空间相对描述作出相应解释。
51.此外,需要说明的是,使用“第一”、“第二”等词语来限定零部件,仅仅是为了便于
对相应零部件进行区别,如没有另行声明,上述词语并没有特殊含义,因此不能理解为对本技术保护范围的限制。
52.以上仅为本技术的优选实施例而已,并不用于限制本技术,对于本领域的技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本技术的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
