技术特征:
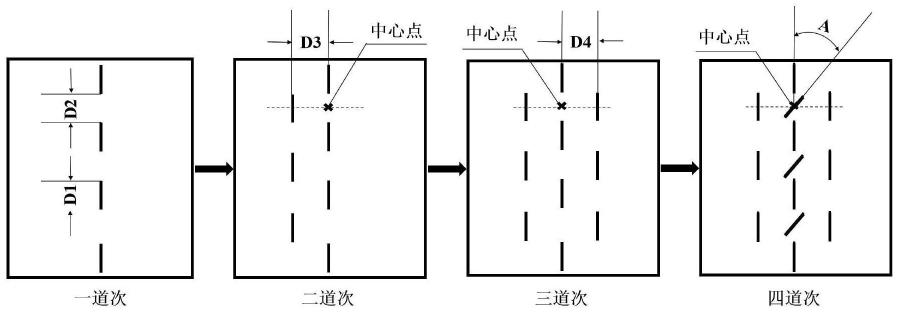
1.一种船用薄板电磁感应加热校平方法,其特征在于,包括如下步骤:(1)整体校平,对变形的船用薄板采用多道次加热法进行校平,先将电磁感应加热小车置于船用薄板肋板背面,根据板厚h设置感应加热线圈下表面与变形位置间距d,及加热时间t,加热频率f1为20khz~30khz,加热温度t1为650~700℃,然后在变形位置加热长度为d1,间距为d2的若干条加热线,直至加热完整条肋板背面,形成第一道次加热线轨迹;再将电磁感应加热小车分别在第一道次加热线轨迹相邻两条加热线间距d2中点左右两侧隔离间距d3和间距d4加热若干条加热线,先后形成与第一道次加热线轨迹相交错的第二道次加热线轨迹和第三道次加热线轨迹;最后分别在第一道次加热线轨迹相邻加热线间距d2中点,且与第一道次加热线呈夹角a进行加热,形成第四道次加热线轨迹;加热结束冷却后测量变形量,当测量值达到合格范围,则加热完毕,否则重复上述步骤继续加热校平,直至变形量的加权平均值小于3mm,完成整体校平;(2)局部校平,整体校平结束之后,针对局部凹凸变形量大的部位,采用手持式电磁感应加热装置进行校平,根据板厚h设置加热时间t,加热频率f2为20khz~30khz,加热温度t2为550~600℃:对于局部凸起部位,采用伞状加热法进行校平,以凸起位置中心点为起点,将手持式电磁感应加热装置由近至远,向凸起径向边缘方向连续加热,按顺或逆时针方向等角度依次加热若干条加热线,形成伞形加热线轨迹;加热结束冷却后测量变形量,当测量值达到合格范围,则加热完毕,否则沿着上述相邻加热线的角平均线继续加热校平,直至变形量小于3mm;对于局部凹陷部位,采用横竖交叉网格加热法进行校平,以凹陷位置中心点为起点,将手持式电磁感应加热装置先在凹陷位置中心点前后两侧等间距为d6分别做长度为d5的若干条加热线,后将手持式电磁感应加热装置依次在凹陷位置中心点左右两侧等间距为d7分别做长度为d5的若干条竖直方向的加热线,再将手持式电磁感应加热装置在相邻两条竖直方向加热线的间距d6中心处做间距为d8、长度为d5的若干条水平加热线,形成横竖交叉矩阵网格状加热线轨迹;加热结束冷却后测量变形量,控制变形量小于3mm。2.根据权利要求1所述的一种船用薄板电磁感应加热校平方法,其特征在于:步骤(1)中,所述板厚h为2~8mm。3.根据权利要求1或2所述的一种船用薄板电磁感应加热校平方法,其特征在于:步骤(1)中,所述根据板厚h设置感应加热线圈下表面与变形位置间距d,及加热时间t的具体设置方法如下:当2mm≤h≤4mm,设置加热距离d=4mm,加热时间2s≤t≤4s;当4mm<h≤6mm,设置加热距离d=3mm,加热时间4s<t≤6s;当6mm<h≤8mm,设置加热距离d=2mm,加热时间6s<t≤8s。4.根据权利要求1所述的一种船用薄板电磁感应加热校平方法,其特征在于:步骤(1)中,所述加热线长度d1为150~250mm,所述间距d2满足关系式5.根据权利要求1所述的一种船用薄板电磁感应加热校平方法,其特征在于:步骤(1)中,所述间距d3为150~250mm,所述间距d4=d3。6.根据权利要求1所述的一种船用薄板电磁感应加热校平方法,其特征在于:步骤(1)
中,所述夹角a的选取范围为30~60
°
。7.根据权利要求1所述的一种船用薄板电磁感应加热校平方法,其特征在于:步骤(2)中,所述加热长度d5为80~150mm,所述间距d6、间距d7、间距d8均与加热长度d5相等。8.根据权利要求1所述的一种船用薄板电磁感应加热校平方法,其特征在于:步骤(2)中,所述伞状加热法加热线条数至少为8条,所述等角度最大为45
°
。
技术总结
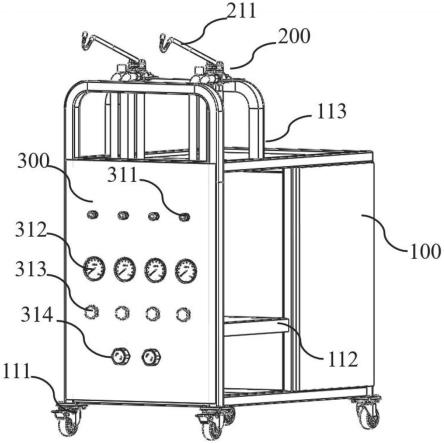
本发明公开了一种船用薄板电磁感应加热校平方法,采用手推车式电磁感应加热小车对船用薄板整体进行多道次校平,整体校平结束之后,针对局部较大凹凸变形,采用手持式电磁感应加热装置进行校平,对于局部凸起部位,采用伞状加热法进行校平,对于局部凹陷部位,采用横竖交叉网格加热法进行校平。本发明采用两种电磁感应加热设备分次对薄板校平,避免了燃爆危险,多道次短线加热方法能够分段控制变形,工作效率高,校平质量好,无需水冷,满足大部分船型的生产要求。船型的生产要求。船型的生产要求。
技术研发人员:王秋平 祝曾玮 谷家扬 许静 吴百公 渠基顺 李国荣 黄涛
受保护的技术使用者:江苏科技大学
技术研发日:2022.09.28
技术公布日:2023/1/31
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。